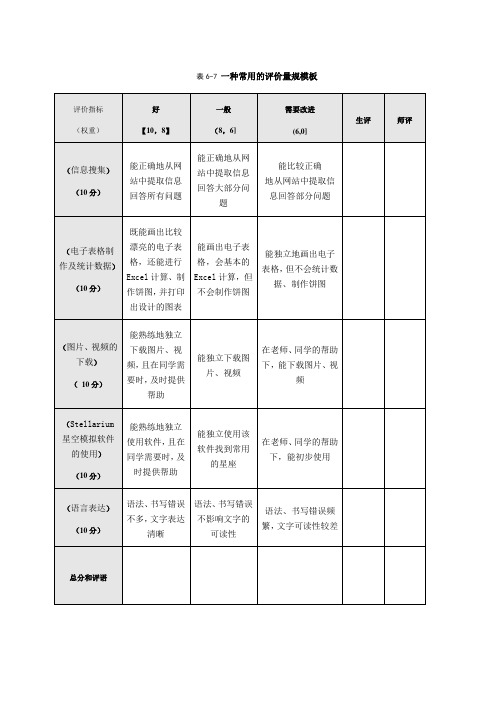
6量规
- 格式:ppt
- 大小:276.00 KB
- 文档页数:30



量规操作方法
量规是一种测量工具,它可以用来帮助测量物体的尺寸。
为了正确地使用量规,以下是量规的操作方法:
1.检查量规:在使用量规之前,必须首先检查它的准确性。
检查量规的方法是将其放置在一平面上,确保它的悬臂没有弯曲和偏移,并且零刻度线与该平面上的边缘相平行。
2.选择适当的量规:在选择量规时,需要考虑测量物体的尺寸和形状。
如果测量的物体是平面的,则需要使用平面量规。
如果它是圆柱形,则需要使用圆柱量规。
3.设置量规:将量规的悬臂放置在测量物体的表面上,并调整量规的刻度,使其与物体的边缘相平行。
4.读取结果:要读取测量结果,需要将目视线垂直于量规上的刻度线,并将其读数记录在测量表或计算器上。
5.增量测量:在需要多次测量的情况下,可以通过增量测量提高测量效率。
方法是在前一次读数的基础上进行下一次测量,直到所有测量都完成为止。
6.注意事项:在使用量规时,需要注意以下事项:
(1)不要在量规上施加过度压力,否则会导致读数不准确。
(2)不要将量规与锐利的边缘或角碰撞,以免损坏量规。
(3)在使用量规进行测量之前,必须确保量规是干净和无油的。

螺纹镀前(镀后)螺纹量规精度的选择
对于标准紧固件,螺母的公差均规定为H。
如果螺母需要镀层,一般情况下电镀时由于内螺纹“屏蔽”的关系,螺纹部分镀层厚度相比之下较薄,如果螺母的螺纹不是最大实体牙型情况下,H公差是可以容纳一部分镀层厚度的,也就是说镀后的螺纹不超过H的最大实体牙型,不会影响其旋合性。
所以H的公差可以满足一般行业的要求。
也就是说标准紧固件表面需要镀锌钝化时,镀前用6H 通、止规,镀后还用6H通规检查。
这说的是没有特殊要求的标准紧固件;对于常用的外螺纹紧固件(国家标准紧固件)一般采用镀前6g,镀后6h。
如果电镀后的外螺纹有特殊要求,需要用6g的螺纹通止规的话,那镀前应该依据GB/T5267.1,根据镀层厚度和螺距的大小确定镀前选择使用6e或6f的量规。
我们国家汽车行业按照“汽车标准件手册”的规定:螺距为0.5-0.8mm镀前6f,镀后6g,螺距大于或等于1mm镀前6e,镀后6g。
但是对于国家标准规定的标准紧固件,应该是镀前6g,镀后6h;按照美国联邦螺纹标准手册H28中第二章第9节的规定:“建议镀前的极限尺寸减小一个2A级的容隙值(假如该容隙对任何情况都核实的话)或大径和中径的最大极限尺寸扣除6倍的最小镀层厚度,最小极限尺寸扣除4倍的最小镀层厚度。
出自:乐清市西埃姆西测量器具有限公司。
量规设计与应用思路引言量规作为一种常用的测量工具,在各行各业的生产、制造和质检过程中都有广泛的应用。
量规的设计与应用是一个相对复杂的课题,需要综合考虑测量对象的尺寸范围、精度要求以及量规的结构、材料和测量原理等因素。
本文将介绍量规的设计与应用思路,包括量规的结构设计、材料选择、测量原理以及常见的应用场景。
量规结构设计量规的结构设计是量规设计的重要环节,直接影响到量规的测量精度和使用效果。
通常,量规的结构包括测量头、测量杆和测量刻度等部分。
在设计中,应根据测量对象的尺寸范围和测量精度要求来确定量规的结构参数,包括量规的长度、直径以及刻度间距等。
另外,量规的结构设计还需要考虑量规的使用便捷性和耐用性。
例如,可以在量规的表面设计防滑处理,以提高使用时的稳定性和操作的易用性;同时,应选择耐磨、耐腐蚀的材料,提高量规的使用寿命和稳定性。
材料选择量规的材料选择直接影响到量规的性能和可靠性。
常见的量规材料包括钢、铁、铝等。
选择合适的材料对于提高量规的精度、稳定性和耐用性非常重要。
一般来说,量规的主要部件应选择硬度高、强度大的材料,以确保量规能够承受测量时的力和压力。
另外,应考虑材料的热膨胀系数,以避免温度变化对量规测量精度的影响。
测量原理量规的测量原理是根据力学原理进行测量的。
最常见的量规测量原理是基于游标测量原理。
游标量规是一种常见的测量工具,通过游标的移动来测量对象的尺寸。
游标量规利用固定的测量杆和可调节的游标来进行测量,通过读取游标上的刻度值来计算尺寸大小。
除了游标测量原理,还有其他的量规测量原理,例如载荷测量原理、光学测量原理等。
在实际应用中,应根据测量对象的特点和测量要求选择合适的测量原理和量规类型。
应用场景量规广泛应用于各个行业和领域。
以下是量规在一些常见的应用场景中的应用思路:1.机械制造行业:在机械制造领域,量规被用于测量零件的尺寸和加工精度。
在量规的设计与应用中,需要考虑零件的尺寸范围和精度要求,选择合适的量规类型和测量原理。
铰孔精度 it6 标准铰孔精度是衡量铰孔尺寸精度的重要指标之一,也是制造行业中普遍使用的标准之一。
其中it6是一种铰孔精度标准,是指符合该标准的铰孔尺寸精度应该达到的要求。
本文将对it6标准进行详细解读和说明。
“it”是国际公认的铰钻级别的简称,表示制造精度的等级;“6”是表示尺寸公差的等级,也是it的一个取值范围。
因此,it6就是指符合这个标准的铰孔尺寸精度应该达到以下要求:1、铰孔直径的公差范围为-0.020mm~+0.080mm;2、圆度公差为0.010mm;3、同一铰孔内公差范围应在0.050mm以内。
it6标准通常应用在对铰孔尺寸精度要求较高的场合,例如仪器仪表和汽车、飞机等高精度机械设备。
it6标准所规定的尺寸公差范围较小,铰孔的加工精度要求也相应更高。
it6标准规定的尺寸公差范围较小,因此需要采用高精度的测量工具进行测试,例如精度千分尺、显微镜等。
通常采用以下测量方法:1、使用精度千分尺进行直径测量。
使用时,应该沿着铰孔垂直于铰孔的面方向,将精度千分尺放置在两侧锐角处,读数时应取多个点的平均值。
相关厂家也提供了适用于it6尺寸公差的高精度铰孔量规。
2、使用显微镜对圆度公差进行检测。
检测时,应该选取铰孔内一个位置作为参照点,然后沿着圆周方向转动样工件,采用显微镜对各个位置进行观察测量。
同时,it6标准所规定的高精度要求能够保证零件装配的精度和可靠性。
如果零件装配时存在偏差和误差,可能会导致零件的性能和使用寿命出现问题。
五、结语it6铰孔精度标准是一种精度要求较高的制造标准,适用于各种机械零件的制造,特别是对精度要求更高的仪器仪表和航空航天等领域。
在铰孔加工过程中,需要采用高精度的测量工具进行精确的测量,以确保符合it6标准的要求。