轮胎工艺概况.ppt
- 格式:pptx
- 大小:2.14 MB
- 文档页数:29
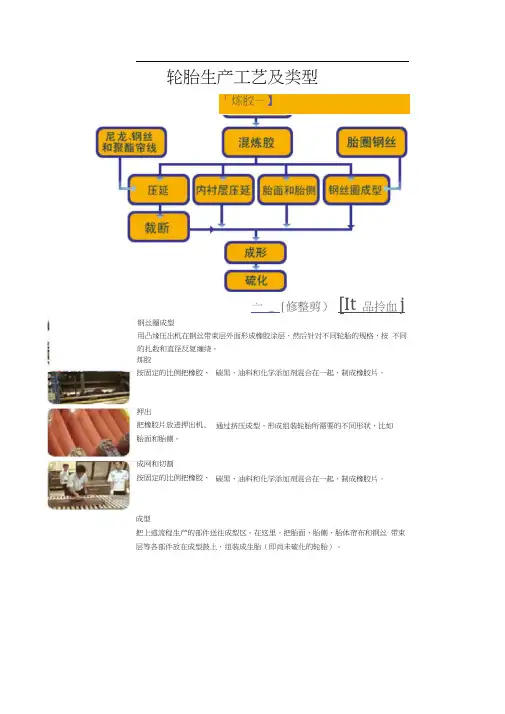
轮胎生产工艺及类型「炼胶—】亠 _ [修整剪) [It 品拎血j钢丝圈成型用凸缘压出机在钢丝带束层外面形成橡胶涂层,然后针对不同轮胎的规格,按 不同的扎数和直径反复缠绕。
成型把上述流程生产的部件送往成型区。
在这里,把胎面、胎侧、胎体帘布和钢丝 带束层等各部件放在成型鼓上,组装成生胎(即尚未硫化的轮胎)。
碳黑、油料和化学添加剂混合在一起,制成橡胶片。
通过挤压成型,形成组装轮胎所需要的不同形状,比如 碳黑、油料和化学添加剂混合在一起,制成橡胶片。
炼胶按固定的比例把橡胶、 押出把橡胶片放进押出机, 胎面和胎侧。
成网和切割按固定的比例把橡胶、硫化对生胎进行处理后,送至硫化机,在特定的压力和温度下硫化一定的时间。
本阶段形成轮胎的花纹。
修剪/成品检验为保证轮胎的质量符合我们的标准,经硫化的轮胎最后需送至修整剪区进行修, 并进行成品检测轮胎的类型:全钢子午线轮胎和半钢子午线轮胎具有符合动力学特征的胎面花纹,适用于良好路况下的高速运输车辆。
全钢子午线轮胎的用户一般要求在高速运行条件下获得良好的牵引控制效果、节省耗油量、耐磨性以及更长的胎面寿命。
全钢子午线轮胎和半钢子午线轮胎的优点是胎面寿命长,并通过减小车轮在滚动中受到的阻力以达到降低耗油量的目的,使得车辆能对路面产生更大的抓力,从而在高速行使过程中增加车辆运行的稳定性,并提高胎面的耐磨性。
为保证全钢子午线轮胎和半钢子午线轮胎适应不同的功能,在胎面和胎体之间用钢丝带束层进行强化,并按照尺寸和胎体帘布的配置形式划分轮胎的类型。
全钢子午线轮胎和半钢子午线轮胎的胎体由钢帘线织聚脂制成,胎体内可以容纳到四层钢丝带束层。
内衬层胎面肩垫胶子口包布全钢子午线轮胎和半钢子午线轮胎胎侧钢丝带束层下三角腔隔离胶尼龙冠带层flDfi -Z^X 肩垫胶 纟―内衬层—ττr⅝ι^∖^ 胎肩胶 眉垫计胎侧 钢丝带束层侧盖冠 冠盖侧斜交轮胎斜交轮胎一般含有更多的天然橡胶,较细密的胎面花纹,因而适用于在路况较差的道路或轨道上低速行驶 的车辆。
轮胎的基本工艺知识一、轮胎的基本组成1.胎冠通常位于充气轮胎与地面接触的部分。
2.胎侧充气轮胎胎面与胎圈之间的部分。
3.胎体与胎圈组成能承受充气压力的轮胎挂胶帘线结构。
4.带束层胎面下部周向箍紧胎体的材料层。
5.胎圈轮胎安装于轮辋上的部分。
它是用一股或多股基本不伸张的钢丝组成芯体,并用多层胶布层环绕芯体而成的钢丝圈结构。
外胎是由胎体、带束层、胎面、胎侧和胎圈组成。
外胎断面可分成几个单独的区域:胎冠区、胎肩区(胎面斜坡)、屈挠区(胎侧区)、加强区和胎圈区。
轮胎的功能是减轻机动车辆在行驶时路面对车辆的冲击和振动,并将车辆牵引力传递给路面,保证车辆对地面的抓着力,防止车辆的滑移,保证车辆在行驶时的安全和舒适性,保护车辆机件不导致过早损坏。
二、轮胎花纹类型(1)、普通花纹1)、横向花纹:有烟斗、羊角、八角等类型。
优点:驱动和制动性能好,花纹基部不易裂口,不易夹石子。
缺点:滚动阻力大、生热大、散热慢、易肩空。
2)、纵向花纹:有曲折、锯齿型。
优点:滚动阻力小、抗侧滑性好、嗓音小。
缺点:花纹基部易裂口、易夹石子、耐磨性差。
(2)、混合花纹:胎冠中部为纵向,肩部为横向。
优点:防滑性好,驱动力和制动力较好。
缺点:耐磨性差。
(3)、越野花纹:有向越野花纹、无向越野花纹。
优点:驱动力和制动力大、花纹自洁性好,适用于雪地、河地、泥泞地。
2.花纹深度胎面花纹依轮胎规格、花纹类型、胎体强度、车辆速度等来确定,一般认为花纹越深耐磨性越好,但是,轮胎重量增加、胎体散热性差。
3.磨耗标志:为了安全起见,规定轮胎要有最低残沟,故在胎面周围设置不少于四处凸起的部位,称之为磨耗标志。
轮胎磨耗到此部位要更换轮胎。
三、轮胎定义:1)、子午线轮胎一层或多层(如工程子午胎)胎体帘线按子午线方向排列(与胎体中心线成90°或接近90°排列),并有帘线排列几乎接近圆周方向的带束层束紧的这种轮胎,叫做子午线轮胎。
主要模仿了地球的子午结构,这也是子午线轮胎和斜胶胎的根本区别。