HDMI高频焊接工艺解析
- 格式:ppt
- 大小:1.29 MB
- 文档页数:15
hdmi线怎么焊接很简单,在百科上面找到接点,一一对应的焊上去。
注意视频信号组线,与控制信号单线不要焊错点位。
向焊接普通电线一样,用电烙铁、焊锡、松香焊接。
按原来颜色对接线就行。
注意,金属网也要接好,并注意不能与其他线接触(短路)。
接的好,不影响效果。
接不好就不能看。
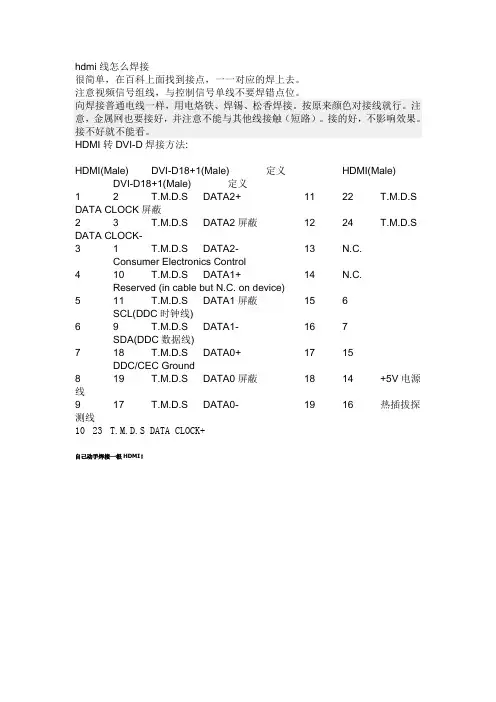
HDMI转DVI-D焊接方法:HDMI(Male) DVI-D18+1(Male) 定义HDMI(Male) DVI-D18+1(Male) 定义1 2 T.M.D.S DATA2+ 11 22 T.M.D.S DATA CLOCK屏蔽2 3 T.M.D.S DATA2屏蔽12 24 T.M.D.S DATA CLOCK-3 1 T.M.D.S DATA2- 13 N.C.Consumer Electronics Control4 10 T.M.D.S DATA1+ 14 N.C.Reserved (in cable but N.C. on device)5 11 T.M.D.S DATA1屏蔽15 6SCL(DDC时钟线)6 9 T.M.D.S DATA1- 16 7SDA(DDC数据线)7 18 T.M.D.S DATA0+ 17 15DDC/CEC Ground8 19 T.M.D.S DATA0屏蔽18 14 +5V电源线9 17 T.M.D.S DATA0- 19 16 热插拔探测线10 23 T.M.D.S DATA CLOCK+自己动手焊接一根HDMI!首先搞定线序问题。
这个是HDMI 线的断面图。
剥开后是这样的其中,有4组是带屏蔽的。
即“1”,“2”,“3”,“4”,每组3根线,其中一根接地线,一跟为白色。
各自线的内容下图。
发表于2009-1-15 10:15 资料个人空间短消息加为好友声学处理-上海季花-声学扩散板制作专家!HDMI插头焊接有正反2面。
一面9个焊接点,一面10个焊接点。
网络上的技术大全,看不懂。
我直接上个最直接的吧。

焊接一根HDMIIT 2009-06-17 18:00 阅读61 评论0字号:大中小忘记预埋HDMI的人是可耻的。
我就最可耻的那种。
装修的时候仅预埋了2根2CMPVC管。
随后自己穿了3根色差。
当初根本不知道2年后出了个1080P这个DD,也根本没想到HDMI这个东西效果如此精准。
同样的投影同样的幕布,仅一线之差效果如此之大,看了之后耿耿于怀。
草拟了4个方案。
1,找无线对接的机器,希望可以找到无线来连接,即一头接DVD一头接投影。
中间无线传输。
靠,天价啊,好象SONY出了个,至少网上有,价格大概6千多,还不知道什么时候可以买。
2,HDMI延长器。
,就这个东西。
一头接DVD一头接投影,中间用超5类网络线2根连接。
据说效果不错,而且2根CAT5完全可以从我的2CMPVC管轻松穿过。
3,翻地板,把原先装修的地板拆出来,重新埋根新HDMI,然后重新把地板铺上。
地板拆装损耗率未直,踢脚线估计大半费掉了。
损耗掉的地板补货极可能产生色差。
另外老婆一票否决。
么办法。
4,自己焊一根HDMI。
这个我朋友建议。
即买一根HDMI散线,插头。
穿完线之后自己焊头子。
有了朋友支持,于是上淘宝,购买散线,找功略,买头子,电烙铁,焊锡,松香,剥线钳,7788下来7.5米康百纳1。
3 版本。
3个插头,等等大概消费300元RMB。
首先搞定线序问题。
这个是HDMI 线的断面图。
剥开后是这样的其中,有4组是带屏蔽的。
即“1”,“2”,“3”,“4”,每组3根线,其中一根接地线,一跟为白色。
各自线的内容下图。
HDMI插头焊接有正反2面。
一面9个焊接点,一面10个焊接点。
网络上的技术大全,看不懂。
我直接上个最直接的吧。
灰色代表1,2,3,4的4组。
地线可以不焊接。
反正我没焊接也接通了。
焊接的关键是得保证每根线都一样长剥出来的金属丝也得保持一样长.否则可能焊接到最后一根的时候你发现线不够长不能把线弄的一团乱麻,必须整理整齐.接下来开始讲讲焊接心得在各位鲁班面前摆弄下了.本人非焊接专业人员,除了大学读书的时候焊接过2个接头以外,电烙铁几乎没碰过.现在要焊接那么复杂一东西,只能不焊地线了.首先剥线开始,自己弄插座的时候用火柴一烧,皮就去了,但是这个线很细很细,大概也就0.5毫米还不到点把,怕烧断了.剪刀怕剪断,于是买专门的剥线嵌,国产的,价值RMB20块.买时还跟老板开玩笑说我只用一次,用完还你,能否便宜点?先用剪刀剪出个整齐的断面,为了里面的19根小线一样长度.然后把皮去了,把屏蔽的金属网也去了,把屏蔽的锡纸也剪了,也就是狼友们剥MM衣服一样认真仔细轻柔利落地把所有障碍物给去了.剥线,个人觉得满关键的,我一共焊接了2个头子,第一天晚上朋友帮我焊,水平很好,但是用剪刀剥这些线剥掉1个多小时.第二天我自己焊,用剥线嵌,几分钟搞定,科技的力量啊.要比焊接的长度多剥几个毫米!!!避免有些烧友说的到最后一根线死活长度不够焊接不上去.比如插头上给焊接留的长度是2.5毫米左右,那么你最好剥出5毫米的金属丝.然后焊接每一根之前剪掉前面的2.5毫米.全剥干净了就得调情了,上焊锡.把插头上的焊锡跟线头上的焊锡都弄个一点点上去,要配合松香,要少点要均匀.还有线头上完之后,剪掉多余长度就一根根按照线序的图纸对号入座,把线头按在插座上,用尖头的电烙铁用点松香,往上那么轻轻一点,就完了.焊接完了就这样的了.大家自己一YY了.但是我的投影机背后只有DVI插口.于是我用HDMI转DVI头来转.网上有文章说,这样转换的话,会有13%的灰阶损失,会造成黑块增大不够透,缺层次.这个问题我好象有,就是不知道如何处理,还望各位大侠指点.。
hdmi生产工艺HDMI(High-Definition Multimedia Interface)是一种高清晰度多媒体接口,被广泛用于连接电视、显示器和音频设备等。
HDMI生产工艺是指HDMI接口的制造过程,下面将对HDMI 生产工艺进行详细介绍。
HDMI接口的生产工艺主要包括以下几个关键步骤:1. 制备基板:HDMI接口的制作需要首先准备相应的基板。
基板是HDMI接口的主要组成部分,它通过特殊的工艺制作而成,通常采用高纯度的石英玻璃或陶瓷材料。
2. 芯片封装:HDMI接口中的芯片是关键部件,它负责信号的传输和处理。
芯片制造过程包括芯片设计、蚀刻、薄膜沉积和封装等步骤。
芯片封装是将芯片封装到外壳中,通常采用焊接或黏合的方法。
3. 连接线制作:HDMI接口中的连接线负责信号的传输,它通常由铜线和绝缘材料组成。
制作连接线的关键是确保良好的电气特性和机械性能,通常采用绞合和电镀等工艺。
4. 外壳注塑:HDMI接口的外壳一般采用注塑工艺制作。
注塑是将熔融的塑料注入到模具中,并通过冷却固化成型。
外壳注塑需要考虑外形设计、材料选择和注塑工艺参数等因素。
5. 光学部件制作:HDMI接口中涉及到光学传输的部分,如光纤和光电元件。
光学部件的制作包括光纤拉丝、光纤连接和光电元件的组装等步骤。
6. 总装和测试:HDMI接口的总装通常包括将各个部件组装在一起,并进行功能测试和质量检验。
测试主要包括信号传输、电气特性和机械性能等方面的检测。
以上是HDMI接口的生产工艺的一般步骤和关键技术。
随着技术的不断发展,HDMI接口的生产工艺也在不断进步和改进,以满足市场对高清晰度音视频传输的需求。
同时,HDMI接口的生产工艺还需要考虑环保和可持续性发展等因素,以减少对环境的影响。
高频焊原理1. 简介高频焊是一种常用的金属焊接方法,其原理是利用高频电流在金属接头处产生热量,使金属接头熔化并形成焊接。
高频焊广泛应用于管道、线材、板材等金属制品的生产过程中,具有焊接速度快、焊缝质量好、效率高等优点。
2. 高频焊的基本原理高频焊的基本原理是通过高频电流在金属接头处产生热量,使金属接头熔化并形成焊接。
其具体步骤如下:2.1 高频电源高频电源是高频焊的核心部件,它将低频电源的交流电转换为高频电流。
高频电源通常采用电子管、晶体管等器件产生高频电流,并通过电感、电容等元件进行调节和滤波。
高频电源的频率通常在10kHz至500kHz之间,根据焊接需求进行调节。
2.2 电极与工件在高频焊过程中,通常需要使用两个电极分别与工件接触。
其中一个电极作为主电极,通过高频电流传导热量到工件上;另一个电极作为辅助电极,用于引导电流流动和稳定焊接过程。
2.3 热效应当高频电流通过电极流过金属接头时,由于金属的电阻,电流会产生热量。
这种热量称为焊接热效应,它会使金属接头局部加热并达到熔化温度。
2.4 熔化与扩散随着焊接热量的增加,金属接头开始熔化。
熔化的金属会通过表面张力和压力的作用,填充接头间隙并形成焊缝。
同时,焊接区域的金属也会发生扩散,使焊接区域的金属结构得到改善。
2.5 冷却与固化当高频电流停止时,焊接区域的金属开始冷却。
在冷却过程中,熔化的金属会逐渐固化并形成焊接接头。
焊接接头的质量取决于冷却速度和金属的冷却过程。
3. 高频焊的工艺参数高频焊的焊接质量和效率受到多个工艺参数的影响,包括频率、电流强度、电极形状等。
下面介绍几个重要的工艺参数:3.1 频率高频焊的频率通常在10kHz至500kHz之间。
频率的选择会影响焊接速度和焊接质量。
较低的频率可以提高焊接速度,但焊接质量可能会降低;较高的频率可以提高焊接质量,但焊接速度可能会降低。
3.2 电流强度电流强度是指高频电流的大小。
电流强度的选择会影响焊接温度和焊接质量。
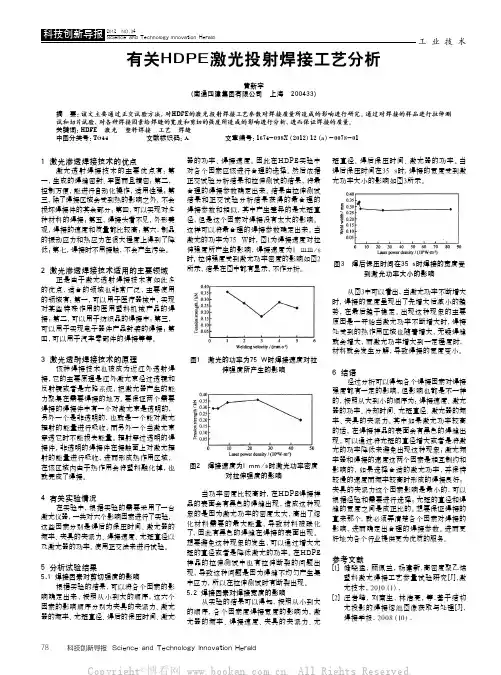
图1 激光的功率为75 W时焊接速度对拉
伸强度所产生的影响
图2 焊接速度为l mm/s时激光功率密度
对拉伸强度的影响
当功率密度比较高时,在HDPE焊接样品的表面会有黑色的焊缝出现,造成这种现象的是因为激光功率的密度太大,高出了熔化材料需要的最大能量,导致材料被碳化图3 焊后保压时间在35 s时焊接的宽度受到激光功率大小的影响
从图3中可以看出,当激光功率不断增大时,焊接的宽度呈现出了先增大后减小的趋势,在最后趋于稳定。
出现这种现象的主要原因是一开始当激光功率不断增大时,焊接处受到的热作用区域也随着增大,无疑焊缝。
HDMI焊接方法图文教程,自己动手呀
AV工程目前使用的多为HDMI 1.3的线,传输高清1080P信号在实践中约为10-15米(受不同的显示器、线材料、焊接工艺影响),最新的为HDMI 1.4的线(刚投入使用,据说可以传15-30米,待实际应用)。
HDMI线焊接步骤如下:1、不同的线缆选择不同的焊接头(黑色1.3与RGB粗细差不多,蓝色1.4比RGB线略粗);2、剥线如图(四组三根+七单根+外屏蔽)3、接头上锡,线头上锡,注意用较好较细的焊锡丝,接头上锡时二焊接点距离很近避免短路,如图:4、焊接,注意每组线的排列,焊接线的长短合理,外层屏蔽要用热缩管套好与外壳焊接(避免短路)如图:5、打热胶,要点是需将每
根线的间隙充满胶,不要让线与线之间存在空隙,这样使线头更加牢固,也不易折坏和短路,待胶基本干后,再打一层热胶,注意在打胶后立即套上外壳(让热胶将头子与外壳粘住),如要更好的防止外壳被拉掉可以在外壳尾端与线接触部分用502胶水点牢,如下图:焊接协议注:以下为从接头的正
面看,如焊接时从后面看的,排序号就是反过来的,即1号脚应在右边。
hdmi自动焊加工工艺培训心得体会转眼间培训班的课程已经进行了十几天,在公司培训的这些日子的学习,我收获很大。
因为它不仅让我充实了更多的理论知识,更让我开阔了视野,解放了思想,打动了内心。
通过学习与来自项目的同事聚集一堂,相互交流借鉴工作经验、问题解决的思路方法,较全面的提高了自己的理论水平和工作能力。
以下是这些天的几点体会:一、多种形式的学习,提高了理论水平做为一名工程人员,我存有了一定的理论知识和工作经验,但既比较系统也比较多样。
通过各部门的讲师深入浅出的讲授,感觉豁然开朗,许多问题从理论上找出了依据,对原来在工作实践中真的不好化解的棘手问题找出了切入点,对公司的制度和文化获得了介绍,以及员工的福利和待遇,感觉斩获非常大。
总的来说,各位老师们以朴实无华的语言为我们授课解惑,对我们来说是一次难得的学习机会,更是一次书本知识与具体工作相结合的锻炼机会。
二、相同地域的自学,宽广了视野这一次培训给了我们接受教育的机会,让我们开阔了眼界,丰富了知识,打开了思路,不仅对水利安全自动化相关设备的使用有了更加深入的认识,同时也对其他部门和与我部门工作协作有所了解,为将来我公司更好更快的发展开阔了眼界。
通过对***企业文化的自学,使我们体会了他们的生命力和自身魅力。
更认识到一个企业并非一已经开始就是小企业、弱企业,而都就是必须从小从强搞出来的,勇敢的毅力、技术创新的思维和团结一致的合作就是每个企业转型Ancerville的前提。
这次培训无论是课堂学习还是学员互动,使师生互动还是所见所闻,都让我从没个角度获得了知识,感谢公司领导给了我们这次学习的机会、锻炼的机会。
今后,我将尽自己所能把所学到的知识用于实际工作中,保证水利安全监测自动化设备的正常运行。
为水利安全监测付出自己的光和热。
用一份做人的真诚和爱心、一份责任心和自己所掌握的技术,完成好公司交给的每一项工作。
如上是我对这次培训学习的一点肤浅的总结。
随着科学飞速发展,电气自动化在日常生活工作中的地位日益提升,电子的高度内置、电气设备的飞速更新,使我在工作中的专业知识很难跟上科技的步伐,通过黑龙江年度专业技术人员稳步教育科学知识更新的培训自学的相同课程,并使我的专业知识获得稳固和提升,在工作中碰到的技术难题的以化解,也使我深刻体会至电气自动化对人类工业发展的重要性,在这次培训中我所体会的心得体会如下:20世纪科学技术迅速发展,至如今已经涌现出众多新兴科学技术分支:计算机和信息论;如控制论和自动化技术;分子生物学和遗传工程;激光技术和光导纤维;宇航科技等等。
高频焊工艺操作规程1. 引言高频焊(High-frequency welding)是一种常用于金属管材制造和加工的焊接技术。
它以高频电流作为热源,通过加热金属接头使其熔化并实现焊接。
本文档旨在规范高频焊的工艺操作,提高焊接质量和效率。
2. 适用范围本规程适用于钢管、铝管、不锈钢管等金属管材的高频焊接操作。
3. 设备准备1.焊接机:选择适合工作需求的高频焊接机,并确保其运行正常。
2.管材准备:根据工作要求,准备好相应规格和长度的金属管材。
3.冷却系统:保证焊接过程中的散热,确保焊接头部不过热。
4. 焊接操作步骤步骤1:管材准备1.检查金属管材的尺寸、表面质量和平直度,确保其合格。
2.清洁管材表面的油污、灰尘等杂质。
步骤2:安装管材1.将金属管材放置在焊机上,并调整夹具以确保管材固定稳定。
2.定位管材,使待焊接的接头之间的距离达到焊接要求。
步骤3:电能调整1.根据金属管材的材料和厚度,调整焊接机的功率。
2.确保高频电流的输出能够满足焊接要求。
步骤4:焊接操作1.打开焊接机的电源,启动冷却系统。
2.按下焊接机上的启动按钮,开始高频焊接。
3.控制焊接速度,使焊接接头均匀加热,并等待金属熔化。
4.当金属熔化达到一定程度时,停止加热,将金属接头紧密压合。
5.继续加热并保持压力,直到金属接头完全熔化和焊接。
6.断电停止焊接,等待焊接头冷却。
步骤5:检测和质量控制1.使用合适的检测设备或方法,检测焊接接头的质量。
2.重复焊接操作步骤,直到焊接质量符合要求。
5. 安全注意事项1.使用个人防护装备,如安全帽、护目镜、耐热手套等。
2.在焊接操作时,保持操作区域清洁、整齐,防止绊倒和意外发生。
3.根据操作手册正确使用设备,避免设备故障和意外事故。
4.在使用设备前,检查电源线路、保险丝等电气部件是否正常,确保操作安全。
6. 维护和保养1.确保设备周围环境干净整洁,避免灰尘等杂质进入设备内部。
2.定期清洁焊接机表面,保持设备的正常运行。
高频焊接技术简介高频焊接起源于上世纪五十年代,它是利用高频电流所产生的集肤效应和相邻效应,将钢板和其它金属材料对接起来的新型焊接工艺。
高频焊接技术的出现和成熟,直接推动了直缝焊管产业的巨大发展,它是直缝焊管(ERW)生产的关键工序。
高频焊接质量的好坏,直接影响到焊管产品的整体强度,质量等级和生产速度。
作为焊管生产制造者,必须深刻了解高频焊接的基本原理;了解高频焊接设备的结构和工作原理;了解高频焊接质量控制的要点。
1 高频焊接的基本原理所谓高频,是相对于50Hz的交流电流频率而言的,一般是指50KHz~400KHz的高频电流。
高频电流通过金属导体时,会产生两种奇特的效应:集肤效应和邻近效应,高频焊接就是利用这两种效应来进行金属管的焊接。
那么,这两个效应是怎么回事呢?集肤效应:是指以一定频率的交流电流通过同一个导体时,电流的密度不是均匀地分布于导体的所有截面的,它会主要向导体的表面集中,即电流在导体表面的密度大,在导体内部的密度小,所以我们形象地称之为:“集肤效应”。
集肤效应通常用电流的穿透深度来度量,穿透深度值越小,集肤效应越显著。
这穿透深度与导体的电阻率的平方根成正比,与频率和磁导率的平方根成反比。
通俗地说,频率越高,电流就越集中在钢板的表面;频率越低,表面电流就越分散。
必须注意:钢铁虽然是导体,但它的磁导率会随着温度升高而下降,就是说,当钢板温度升高的时候,磁导率会下降,集肤效应会减小。
邻近效应:是指高频电流在两个相邻的导体中反向流动时,电流会向两个导体相近的边缘集中流动,即使两个导体另外有一条较短的边,电流也并不沿着较短的路线流动,我们把这种效应称为:“邻近效应”。
邻近效应本质上是由于感抗的作用,感抗在高频电流中起主导的作用。
邻近效应随着频率增高和相邻导体的间距变近而增高,如果在邻近导体周围再加上一个磁心,那么高频电流将更集中于工件的表层。
这两种效应是实现金属高频焊接的基础。
高频焊接就是利用了集肤效应使高频电流的能量集中在工件的表面;而利用了邻近效应来控制高频电流流动路线的位置和范围。
高频焊接简介高频焊接是一种常用于金属材料加工的焊接方法,其原理是利用高频电流产生的热量使金属材料融化并连接在一起。
高频焊接具有速度快、效率高、焊缝强度高等优点,因此广泛应用于许多行业,如汽车制造、电子设备制造、航天航空等。
高频焊接的工作原理高频焊接工作原理基于电磁感应现象,主要包括以下几个步骤: 1. 通过高频发生器产生高频电流。
2. 高频电流通过电极引导至焊接区域。
3. 高频电流在焊接区域内产生电磁感应加热效应。
4. 金属材料在高温下融化并连接在一起。
5. 焊接完成后,关闭高频电源,待焊接部位冷却后,焊缝完全形成。
高频焊接的应用领域汽车制造高频焊接在汽车制造行业中应用广泛,主要用于焊接汽车车身零部件,如车身框架、车门、引擎盖等。
高频焊接能够快速且高效地完成焊接工作,提高了汽车制造的生产效率,并且焊接接头强度高,确保了汽车的结构安全和可靠性。
电子设备制造在电子设备制造行业,高频焊接常用于焊接电路板和电子元件。
由于高频焊接的焊缝强度高、质量可靠,因此能够确保电路板和元件的连接牢固,提高了电子设备的性能和使用寿命。
航天航空在航天航空领域,高频焊接被广泛应用于焊接航空航天器件和结构。
高频焊接能够快速、高效地连接金属材料,确保焊接接头强度高,经得起严苛的航天航空环境的考验。
同时,高频焊接还可以减少焊接过程中的变形和残余应力,提高航空航天器件的精度和可靠性。
高频焊接的优点1.高效快速:高频焊接速度快,焊接效率高,能够大大提高生产效率。
2.强度高:高频焊接焊缝强度高,能够确保焊接部位的连接牢固,提高产品的可靠性。
3.变形小:高频焊接过程中,焊接部位的热影响区域较小,能够减少金属的变形,提高产品的精度。
4.适应性强:高频焊接适用于各种金属材料的焊接,包括不锈钢、铜、铝等,具有广泛的应用范围。
高频焊接的缺点1.设备成本较高:高频焊接设备的价格较高,有一定的投资成本。
2.对金属材料的要求高:高频焊接对金属材料的表面质量和准备工作要求较高,需要保证焊接区域的清洁度和平整度。
HDMI的施工要领及相关注意事项一、開機順序:HDMI的設備在開機的第一時間時、第15、16 PIN(SCL、SDA)會立即測試末端顯示器(DISPLAY)的最高解晰度、並立即回覆給訊源端(DVD PLAYER)。
此時;訊源端會依末端顯示器的最高解晰度做為系統的需求。
因此;強烈建議先開末端顯示器、再開訊源端。
就能以最高的解晰度表現HDMI數位晝質(如720 P以上)。
反之;可能在少部份的HDMI設備會以最低解晰度來表現HDMI數位晝質(如480 P)。
HDMI / DVI Cable 施工要求:將HDMI線捆在色差線的內部、線頭也低於色差頭約10到15公分。
並從色差頭拉引施工。
二、中長距離(8M以上)的HDMI/ DVI Cable施工時、嚴禁扭轉接頭。
安裝時、請勿彎折、擠壓、拉扯。
宜避免重物壓或過度彎曲的90∘(角度)、或多次彎折的按裝路線。
施工時、順著線身、自然擺放。
若強力扭轉線身的話。
一定會造成高頻特性的破壞。
三、施工時、留意線身上的箭頭方向>>>(如DVD到>>>PDP的位置)、才能發揮Golden SoundHDMI Cable發燒技術的優異性能。
(請留意:HDS-2800 HDMI / DVI Cable黑色線材,並無方向性的設計)四、將線材放置正確位置後、才取出接頭上方的防護套、並妥當置入機器內。
(留意;皮膚不宜碰觸到鍍金接點、因為;皮膚上的汗線、會造成鍍金接點的氧化、日後將形成高頻阻抗、進而影響高頻傳輸在往後的穩定性)。
並且;對於HDMI接頭、宜減少不必要的插拔。
五、在使用時、儘可能將線身、自然放直。
收置回包裝箱時、請順著線身自然纏繞、否則;極易造成高頻特性的破壞。
六、HDMI Cable是一項精密、精緻的高科技產品。
(若;任意拆解接頭、剪斷重焊、肯定會造成訊號頻寬的徹底破壞)。
七、如果線材身在按裝的環境中、有懸空之慮時。
請務必勞固HDMI接頭。
必要時;在HDMI的接頭下、放置一個穩定物、讓HDMI接頭與機器端、形成一個穩定的90∘(角度)環境。