第六章 砂型铸造工艺
- 格式:ppt
- 大小:227.00 KB
- 文档页数:21
砂型铸造工艺流程砂型铸造——在砂型中生产铸件的铸造方法。
钢、铁和大多数有色合金铸件都可用砂型铸造方法获得。
由于砂型铸造所用的造型材料价廉易得,铸型制造简便,对铸件的单件生产、成批生产和大量生产均能适应,长期以来,一直是铸造生产中的基本工艺。
砂型铸造所用铸型一般由外砂型和型芯组合而成。
为了提高铸件的表面质量,常在砂型和型芯表面刷一层涂料。
涂料的主要成分是耐火度高、高温化学稳定性好的粉状材料和粘结剂,另外还加有便于施涂的载体(水或其他溶剂)和各种附加物。
[编辑本段]原料及工艺砂型制造砂型的基本原材料是铸造砂和型砂粘结剂。
最常用的铸造砂是硅质砂。
硅砂的高温性能不能满足使用要求时则使用锆英砂、铬铁矿砂、刚玉砂等特种砂。
为使制成的砂型和型芯具有一定的强度,在搬运、合型及浇注液态金属时不致变形或损坏,一般要在铸造中加入型砂粘结剂,将松散的砂粒粘结起来成为型砂。
应用最广的型砂粘结剂是粘土,也可采用各种干性油或半干性油、水溶性硅酸盐或磷酸盐和各种合成树脂作型砂粘结剂。
砂型铸造中所用的外砂型按型砂所用的粘结剂及其建立强度的方式不同分为粘土湿砂型、粘土干砂型和化学硬化砂型3种。
粘土湿砂型以粘土和适量的水为型砂的主要粘结剂,制成砂型后直接在湿态下合型和浇注。
湿型铸造历史悠久,应用较广。
湿型砂的强度取决于粘土和水按一定比例混合而成的粘土浆。
型砂一经混好即具有一定的强度,经舂实制成砂型后,即可满足合型和浇注的要求。
因此型砂中的粘土量和水分是十分重要的工艺因素。
粘土湿砂型铸造的优点是:①粘土的资源丰富、价格便宜。
②使用过的粘土湿砂经适当的砂处理后,绝大部分均可回收再用。
③制造铸型的周期短、工效高。
④混好的型砂可使用的时间长。
⑤砂型舂实以后仍可容受少量变形而不致破坏,对拔模和下芯都非常有利。
缺点是:①混砂时要将粘稠的粘土浆涂布在砂粒表面上,需要使用有搓揉作用的高功率混砂设备,否则不可能得到质量良好的型砂。
②由于型砂混好后即具有相当高的强度,造型时型砂不易流动,难以舂实,手工造型时既费力又需一定的技巧,用机器造型时则设备复杂而庞大。
3. 砂型铸造返回下一页粘土砂型概述粘土砂型可分为湿型、干砂型和表面烘干砂型。
三者之间的主要差别在于:湿型是造好的砂型不经烘干,直接浇入高温金属液体;干砂型是在合箱和浇注前将整个砂型送入窑中烘干;表面烘干砂型只在浇注前对型腔表层用适当方法烘干一定深度(一般5~10mm,大件20mm以上)。
目前,湿型砂是使用最广泛的、最方便的造型方法,大约占所有砂型使用量的60~70%,但是这种方法还不适合很大或很厚实的铸件。
表面烘干型与干型比,可节省烘炉,节约燃料和电力,缩短生产周期,所以曾在中型和较大型铸铁件的生产中推广过。
通常采用较粗砂粒(使有高的透气性),加入较多粘土和水分,有时还在型砂中加1~2%的木屑(提高抗夹砂结疤能力),其型腔表面必须涂敷涂料。
干型主要用于重型铸铁件和某些铸钢件,为了防止烘干时铸型开裂,一般在加入膨润土的同时还加入普通粘土。
干型主要靠涂料保证铸件表面质量。
其型砂和砂型的质量比较容易控制,但是砂型生产周期长,需要专门的烘干设备,铸件尺寸精度较差,因此,近些年的干型,包括表面烘干的粘土政型已大部分被化学粘结的自硬砂型所取代。
3.1 湿型铸造3.1.1湿型铸造特点湿型铸造法的基本特点是砂型(芯)无需烘干,不存在硬化过程。
其主要优点是生产灵活性大,生产率高,生产周期短,便于组织流水生产,易于实现生产过程的机械化和自动化;材料成本低;节省了烘干设备、燃料、电力及车间生产面积;延长了砂箱使用寿命等。
但是,采用湿型铸造,也容易使铸件产生一些铸造缺陷,如:夹砂、结疤、鼠尾、粘沙、气孔、砂眼、胀砂等。
随着铸造科学技术的发展,对金属与铸型相互作用原理的理解更加深刻;对型砂质量的控制更为有效;加上现代化砂处理设备使型砂质量得到了一定保证;先进的造型机械使型砂紧实均匀,起模平稳,铸型的质量较高,促进了湿型铸造方法应用范围的扩大。
例如汽车、拖拉机、柴油机等工业中,质量在300~500kg以下的薄壁铸铁件,现都已成功地采用湿型铸造。

砂型铸造工艺流程(砂型铸造的8个基本步骤)砂型铸造工艺是以砂为主要造型材料制备铸型的一种铸造方法。
砂型铸造是最传统的铸造方法。
由于砂型铸造的自身特点(不受零件形状、大小、复杂程度及合金种类的限制,生产周期短,成本低),因此砂型铸造依旧是铸造生产中应用最广泛的铸造方法,尤其是单件或小批量铸件!传统砂型铸造工艺的基本流程有以下几步:配砂、制模、造芯、造型、浇注、落砂、打磨加工、检验等步骤砂型铸造工艺流程图砂型铸造工艺示意图1,混砂阶段,制备型砂和芯砂,供造型所用,一般使用混砂机放入旧图和适量黏土就行搅拌。
混砂机2,制模阶段,根据零件图纸制作模具和芯盒,一般单件可以用木模、批量生产可制作塑料模具或金属模(俗称铁模或钢模),大批量铸件可以制作型板。
现在模具基本都是用雕刻机所以制作周期大大缩短,制模一般需要2~10天不等。
铸造木模型板3,造型(制芯)阶段:包括了造型(用型砂形成铸件的形腔)、制芯(形成铸件的内部形状)、配模(把坭芯放入型腔里面,把上下砂箱合好)。
造型是铸造中的关键环节。
制芯造型4,熔炼阶段:按照所需要的金属成份配好化学成份,选择合适的熔化炉熔化合金材料,形成合格的液态金属液(包括成份合格,温度合格)。
熔炼一般采用冲天炉或者电炉(由于环保要求,冲天炉现在基本取缔,基本使用电炉)。
电炉熔炼铁水5,浇注阶段:用铁水包把电炉里融化的铁水注入造好的型里。
浇注铁水需要注意浇注的速度,让铁水注满整个型腔。
另外浇注铁水比较危险需要注意安全!铁水浇注6,清理阶段:浇注后等融熔金属凝固后,拿锤子去掉浇口并震掉铸件的砂子,然后使用喷砂机进行喷砂,这样铸件表面会显得很干净!对要求不严格的铸件毛坯经过检查基本就可以出厂了。
浇口去除机处理铸件喷砂机喷砂后的铸件7,铸件加工,对于一些有特别要求的铸件或一些铸造无法达到要求的铸件,可能需要简单加工。
一般使用砂轮或磨光机进行加工打磨,去掉毛刺,让铸件更光洁。
铸件简单打磨加工8,铸件检验,铸件检验一般在清理或加工阶段过程中,不合格的一般就已经发现挑出来了。
砂型铸造的工艺流程砂型铸造是一种常见的铸造工艺,用于制造各种金属零件。
下面,我将介绍一下砂型铸造的工艺流程。
首先,选择适合的铸造砂料。
铸造砂料通常由一种或多种天然或人工砂料组成,如石英砂、膨胀砂和粘土等。
这些砂料具有良好的耐火性和流动性。
接下来,准备铸型。
铸型通常由两部分构成,一部分是上模,一部分是下模。
上模是用于形成零件外表面的模具,下模用于形成零件的内部和底部。
根据零件的设计要求,将上下模制作成相应的几何形状。
然后,将上下模合并成一个完整的铸型。
上模和下模之间通常需要设有进料和排气系统。
进料系统用于将熔融金属引导到模腔,并填满整个零件。
排气系统用于排除模腔内的气体,以防止产生气泡。
接着,将铸型充填粘土砂料。
通过在铸型中加入一定量的濕砂,并使用振动或敲击方法使砂料均匀分布和密实,形成一个坚固的砂型。
这个过程被称为砂型充填。
然后,将砂型进行整型和整平。
使用各种工具和设备对砂型进行加工,以确保其与零件的设计要求一致。
去除不必要的砂块和砂角,并确保砂型表面平整。
接下来,进行预烘干和烘干。
将砂型放入烘炉中进行预烘干,以去除砂型中的残留水分。
然后,将砂型放入更高温度的烤箱中进行烘干,以确保砂型具有足够的强度和耐火性。
最后,进行金属浇注和冷却。
将预热的金属液体倒入铸型中,填满整个模腔,并保持一定的冷却时间,以确保熔融金属凝固成型。
一旦金属凝固,就可以取出铸件。
总的来说,砂型铸造是一种简单而有效的铸造工艺,适用于制造各种形状和大小的金属零件。
它具有成本低、生产周期短、适用范围广等优点,在各个行业中得到了广泛应用。
砂型铸造技术当直接形成铸型的原材料主要为砂子,且液态金属完全靠重力充满整个铸型型腔,在砂型中生产铸件的铸造方法,称为砂型铸造。
砂型铸造原料来源丰富,生产批量和铸件尺寸不受限制、成本低廉,是最常用的铸造方法,砂型铸件目前约占铸件总产量的90%。
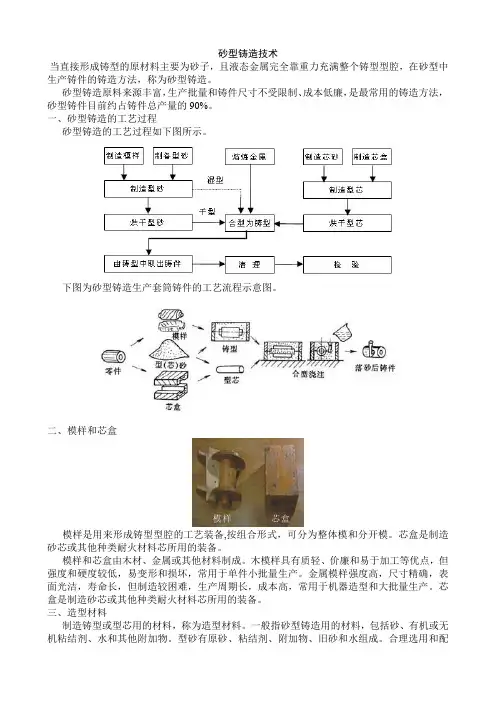
一、砂型铸造的工艺过程砂型铸造的工艺过程如下图所示。
下图为砂型铸造生产套筒铸件的工艺流程示意图。
二、模样和芯盒模样是用来形成铸型型腔的工艺装备,按组合形式,可分为整体模和分开模。
芯盒是制造砂芯或其他种类耐火材料芯所用的装备。
模样和芯盒由木材、金属或其他材料制成。
木模样具有质轻、价廉和易于加工等优点,但强度和硬度较低,易变形和损坏,常用于单件小批量生产。
金属模样强度高,尺寸精确,表面光洁,寿命长,但制造较困难,生产周期长,成本高,常用于机器造型和大批量生产。
芯盒是制造砂芯或其他种类耐火材料芯所用的装备。
三、造型材料制造铸型或型芯用的材料,称为造型材料。
一般指砂型铸造用的材料,包括砂、有机或无机粘结剂、水和其他附加物。
型砂有原砂、粘结剂、附加物、旧砂和水组成。
合理选用和配制造型材料,对提高铸件质量,降低成本具有重要意义。
(铸型是指用型砂、金属或其他耐火材料制成,包括形成铸件形状的空腔、型芯和浇冒口系统的组合整体。
)造型材料应具有良好的流动性,以便于造出轮廓完整、清晰而准确的砂型(芯);足够的强度,可保证铸型在制造、搬运及浇注时,不致变形或毁坏;良好的透气性,可保证气体及时从液态金属中排出,避免铸件产生气孔缺陷;高的耐火度,可保证型砂在高温液态金属作用下不熔化,避免铸件产生粘砂缺陷。
四、造型和制芯造型是指用型砂、模样、砂箱等工艺装备制造砂型的过程。
制芯是将芯砂制成符合芯盒形状的砂芯的过程。
1 造型1)手工造型手工造型是全部用手工或手动工具完成的造型工序,主要有以下几种方法:(1)整体模造型特点:模样为一整体,分型面为一平面,型腔在同一砂箱中,不会产生错型缺陷,操作简单。
