--注塑参数表 -
- 格式:xls
- 大小:559.50 KB
- 文档页数:1
常用塑料注塑工艺参数表:常用塑料注塑工艺参数(2)2010-06-16 20:02:13| 分类:个人日记| 标签:|字号大中小订阅聚甲醛加工参数聚甲醛的成型收缩率聚甲醛的后收缩九、PC注塑工艺特性与工艺参数的设定1、聚集态特性属于无定型塑料,Tg为149~150℃;Tf为215~225℃;成型温度为250~310℃; 2、热稳定性较好,并随分子量的增大而提高。
但PC高温下遇水易降解,成型时要求水分含量在0.02%以下。
高温下水分对PC特别有害。
在成型前,PC树脂必须进行充分干燥(并且应当充分注意防止干燥过的物料再吸湿)。
干燥效果的快速检验法,是在注塑机上采用“对空注射”。
3、熔体粘度高,流动性较差,其流动特性接近于牛顿流体,熔体粘度受剪切速率影响较小,而对温度的变化十分敏感,在适宜的成型加工温度范围内调节加工温度,能有效地控制PC的粘度。
4、由于粘度高,注射压力较高,一般控制在80~120MPa。
对于薄壁长流程、形状复杂、浇口尺寸较小的制品,为使熔体顺利、及时充模,注射压力要适当提高至120~150MPa。
保压压力为80~100MPa。
5、成型时,冷却固化快,为延迟物料冷凝,需控制模温为80~120℃。
6、PC分子主链中有大量苯环,分子链的刚性大,注塑中易产生较大的内应力,使制品开裂或影响制品的尺寸稳定性;(在100℃以上作长时间热处理,它的刚硬性增加,内应力降低)。
PC的典型干燥曲线台湾奇美典型牌号加工参数:十、PA及玻纤增强PA注塑工艺特性与工艺参数设定 1、常用品种及其熔点:q 品种:尼龙-66;尼龙-610;尼龙-1010;尼龙-1212;尼龙-46尼龙-6;尼龙-7;尼龙-9;尼龙-11;尼龙-12;尼龙-66/6、尼龙-66/610;尼龙-6∕66∕1010;尼龙-66/6/610q 熔点:尼龙n系列:尼龙-6 215~220℃;尼龙-12为178℃;尼龙m,n系列:尼龙-46 295 ℃;尼龙-66 255~265℃;尼龙-610 215~223℃;尼龙-1010 200℃;共缩聚尼龙:由于分子链的规整性较差,结晶性和熔点一般较低,如尼龙-6∕66∕1010的熔点仅为155~175℃,但其有较好的透明性和弹性。
常用塑料注塑工艺参数表:常用塑料注塑工艺参数(2)2010-06-16 20:02:13| 分类:个人日记| 标签:|字号大中小订阅聚甲醛加工参数聚甲醛的成型收缩率聚甲醛的后收缩九、PC注塑工艺特性与工艺参数的设定1、聚集态特性属于无定型塑料,Tg 为149~150℃;Tf为215~225℃;成型温度为250~310℃; 2、热稳定性较好,并随分子量的增大而提高。
但PC高温下遇水易降解,成型时要求水分含量在0.02%以下。
高温下水分对PC特别有害。
在成型前,PC树脂必须进行充分干燥(并且应当充分注意防止干燥过的物料再吸湿)。
干燥效果的快速检验法,是在注塑机上采用“对空注射”。
3、熔体粘度高,流动性较差,其流动特性接近于牛顿流体,熔体粘度受剪切速率影响较小,而对温度的变化十分敏感,在适宜的成型加工温度范围内调节加工温度,能有效地控制PC的粘度。
4、由于粘度高,注射压力较高,一般控制在80~120MPa。
对于薄壁长流程、形状复杂、浇口尺寸较小的制品,为使熔体顺利、及时充模,注射压力要适当提高至120~150MPa。
保压压力为80~100MPa。
5、成型时,冷却固化快,为延迟物料冷凝,需控制模温为80~120℃。
6、PC分子主链中有大量苯环,分子链的刚性大,注塑中易产生较大的内应力,使制品开裂或影响制品的尺寸稳定性;(在100℃以上作长时间热处理,它的刚硬性增加,内应力降低)。
PC的典型干燥曲线台湾奇美典型牌号加工参数:十、PA及玻纤增强PA注塑工艺特性与工艺参数设定 1、常用品种及其熔点:q 品种:尼龙-66;尼龙-610;尼龙-1010;尼龙-1212;尼龙-46尼龙-6;尼龙-7;尼龙-9;尼龙-11;尼龙-12;尼龙-66/6、尼龙-66/610;尼龙-6∕66∕1010;尼龙-66/6/610q 熔点:尼龙n系列:尼龙-6 215~220℃;尼龙-12为178℃;尼龙m,n系列:尼龙-46 295 ℃;尼龙-66 255~265℃;尼龙-610 215~223℃;尼龙-1010 200℃;共缩聚尼龙:由于分子链的规整性较差,结晶性和熔点一般较低,如尼龙-6∕66∕1010的熔点仅为155~175℃,但其有较好的透明性和弹性。
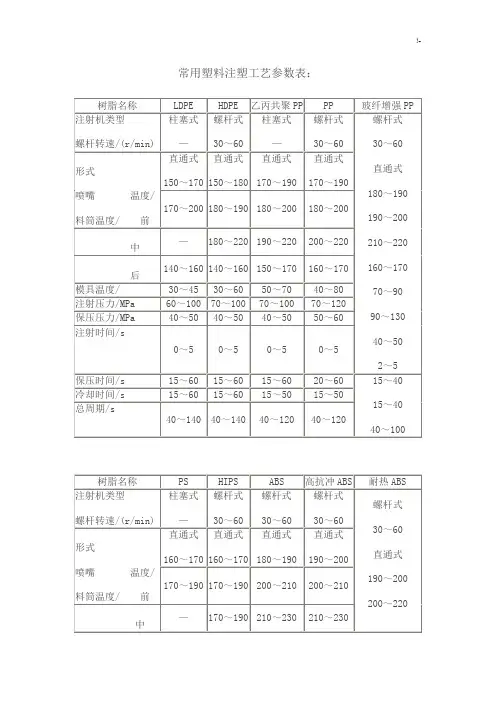
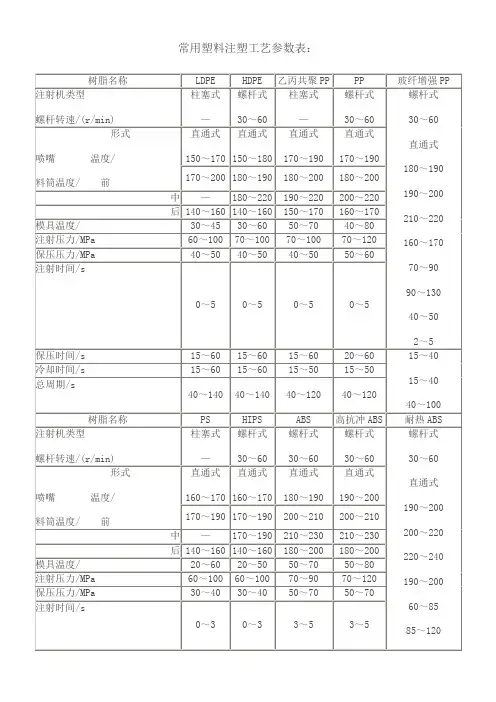
常用塑料注塑工艺参数表:常用塑料注塑工艺参数表:树脂名称LDPE HDPE 乙丙共聚PPPP 玻纤增强PP注射机类型螺杆转速/(r/min)柱塞式—螺杆式30~60柱塞式—螺杆式30~60螺杆式30~60直通式180~190190~200210~220160~17070~9090~13040~502~5形式喷嘴温度/ 料筒温度/ 前直通式150~170直通式150~180直通式170~190直通式170~190 170~200180~190180~200180~200中—180~220190~220200~220 后 140~160140~160150~170160~170模具温度/30~45 30~6050~70 40~80注射压力/MPa 60~100 70~10070~100 70~120保压压力/MPa40~50 40~5040~50 50~60注射时间/s 0~5 0~5 0~5 0~5保压时间/s15~60 15~6015~60 20~60 15~4015~4040~100冷却时间/s15~60 15~6015~50 15~50总周期/s 40~140 40~14040~120 40~120树脂名称PS HIPS ABS 高抗冲ABS耐热ABS注射机类型螺杆转速/(r/min) 柱塞式—螺杆式螺杆式30~60螺杆式30~60螺杆式30~60 30~60 直通式 190~200 200~220 220~240 190~200 60~8585~12050~803~5形式喷嘴 温度/ 料筒温度/ 前 直通式 160~170 直通式 160~170 直通式 180~190直通式 190~200 170~190 170~190 200~210200~210 中 — 170~190 210~230210~230 后 140~160 140~160 180~200 180~200 模具温度/ 20~60 20~50 50~70 50~80 注射压力/MPa 60~100 60~100 70~90 70~120保压压力/MPa 30~40 30~40 50~70 50~70注射时间/s 0~3 0~3 3~5 3~5保压时间/s 15~40 15~40 15~30 15~30 15~3015~3040~70 冷却时间/s 15~30 15~40 15~30 15~30 总周期/s 40~90 40~9040~70 40~70常用塑料注塑工艺参数(2)2010-06-16 20:02:13| 分类: 个人日记 | 标签: |字号大中小 订阅聚甲醛加工参数聚甲醛的成型收缩率聚甲醛的后收缩九、PC 注塑工艺特性与工艺参数的设定1、聚集态特性属于无定型塑料,Tg 为149~150℃;Tf 为215~225℃;成型温度为250~310℃; 2、热稳定性较好,并随分子量的增大而提高。
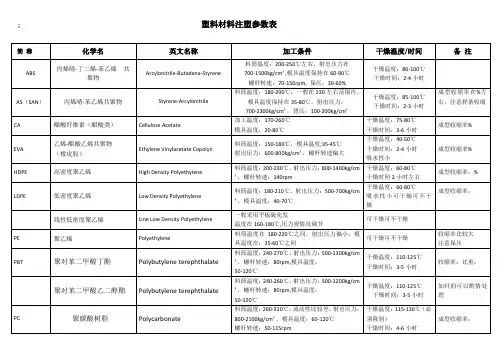

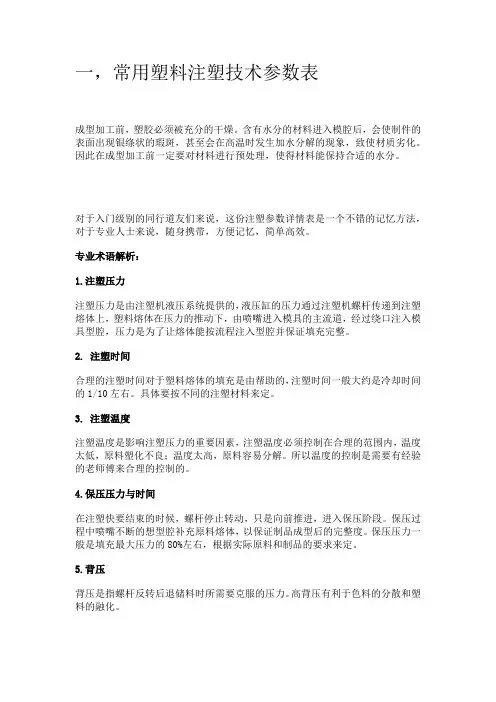
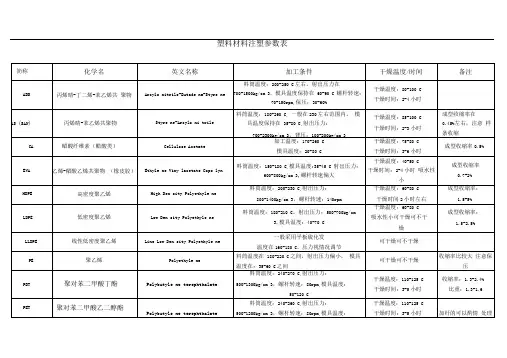
一,常用塑料注塑技术参数表成型加工前,塑胶必须被充分的干燥。
含有水分的材料进入模腔后,会使制件的表面出现银绦状的瑕斑,甚至会在高温时发生加水分解的现象,致使材质劣化。
因此在成型加工前一定要对材料进行预处理,使得材料能保持合适的水分。
对于入门级别的同行道友们来说,这份注塑参数详情表是一个不错的记忆方法,对于专业人士来说,随身携带,方便记忆,简单高效。
专业术语解析:1.注塑压力注塑压力是由注塑机液压系统提供的,液压缸的压力通过注塑机螺杆传递到注塑熔体上,塑料熔体在压力的推动下,由喷嘴进入模具的主流道,经过绕口注入模具型腔,压力是为了让熔体能按流程注入型腔并保证填充完整。
2. 注塑时间合理的注塑时间对于塑料熔体的填充是由帮助的,注塑时间一般大约是冷却时间的1/10左右。
具体要按不同的注塑材料来定。
3. 注塑温度注塑温度是影响注塑压力的重要因素,注塑温度必须控制在合理的范围内,温度太低,原料塑化不良;温度太高,原料容易分解。
所以温度的控制是需要有经验的老师傅来合理的控制的。
4.保压压力与时间在注塑快要结束的时候,螺杆停止转动,只是向前推进,进入保压阶段。
保压过程中喷嘴不断的想型腔补充原料熔体,以保证制品成型后的完整度。
保压压力一般是填充最大压力的80%左右,根据实际原料和制品的要求来定。
5.背压背压是指螺杆反转后退储料时所需要克服的压力。
高背压有利于色料的分散和塑料的融化。
常见塑料的注塑参数PP注塑技术参数干燥温度(℃)65~75 干燥时间约(hr)0.5~1模具温度(℃)35~65 残料量(mm)3~10熔胶温度(℃)200~250 背压(MPa)9~17注射压力(MPa)80~130 锁模力约(ton/in2) 2注塑速度中等回料转速(rpm)60~90螺杆类别标准螺杆(直通式喷嘴)停机处理关料闸啤清即可碎料翻用(%)15~30PE注塑技术参数干燥温度(℃)*65~75 干燥时间约(hr)0.5(可不用干燥)模具温度(℃)40~70 残料量(mm)3~10熔胶温度(℃)180~220 背压(MPa)7~18注射压力(MPa)80~130 锁模力约(ton/in2) 2注塑速度中等回料转速(rpm)60~100螺杆类别标准螺杆(直通式喷嘴)停机处理关料闸啤清即可碎料翻用(%)20~40PVC注塑技术参数干燥温度(℃)不用干燥,若潮湿时,需在70℃以下干燥1小时。

常用塑料注塑工艺参数表:常用塑料注塑工艺参数(2)2010-06-16 20:02:13|分类:个人日记 |标签: |字号大中小订阅聚甲醛加工参数聚甲醛的成型收缩率聚甲醛的后收缩九、PC注塑工艺特性与工艺参数的设定1、聚集态特性属于无定型塑料,Tg为149~150℃;Tf为215~225℃;成型温度为250~310℃;2、热稳定性较好,并随分子量的增大而提高。
但PC高温下遇水易降解,成型时要求水分含量在0.02%以下。
高温下水分对PC特别有害。
在成型前,PC树脂必须进行充分干燥(并且应当充分注意防止干燥过的物料再吸湿)。
干燥效果的快速检验法,是在注塑机上采用“对空注射”。
3、熔体粘度高,流动性较差,其流动特性接近于牛顿流体,熔体粘度受剪切速率影响较小,而对温度的变化十分敏感,在适宜的成型加工温度范围内调节加工温度,能有效地控制PC的粘度。
4、由于粘度高,注射压力较高,一般控制在80~120MPa。
对于薄壁长流程、形状复杂、浇口尺寸较小的制品,为使熔体顺利、及时充模,注射压力要适当提高至120~150MPa。
保压压力为80~100MPa。
5、成型时,冷却固化快,为延迟物料冷凝,需控制模温为80~120℃。
6、PC 分子主链中有大量苯环,分子链的刚性大,注塑中易产生较大的内应力,使制品开裂或影响制品的尺寸稳定性;(在100℃以上作长时间热处理,它的刚硬性增加,内应力降低)。
PC的典型干燥曲线台湾奇美典型牌号加工参数:十、PA及玻纤增强PA注塑工艺特性与工艺参数设定1、常用品种及其熔点:q品种:尼龙-66;尼龙-610;尼龙-1010;尼龙-1212;尼龙-46尼龙-6;尼龙-7;尼龙-9;尼龙-11;尼龙-12;尼龙-66/6、尼龙-66/610;尼龙-6∕66∕1010;尼龙-66/6/610q熔点:尼龙n系列:尼龙-6215~220℃;尼龙-12为178℃;尼龙m,n系列:尼龙-46295℃;尼龙-66255~265℃;尼龙-610215~223℃;尼龙-1010200℃;共缩聚尼龙:由于分子链的规整性较差,结晶性和熔点一般较低,如尼龙-6∕66∕1010的熔点仅为155~175℃,但其有较好的透明性和弹性。
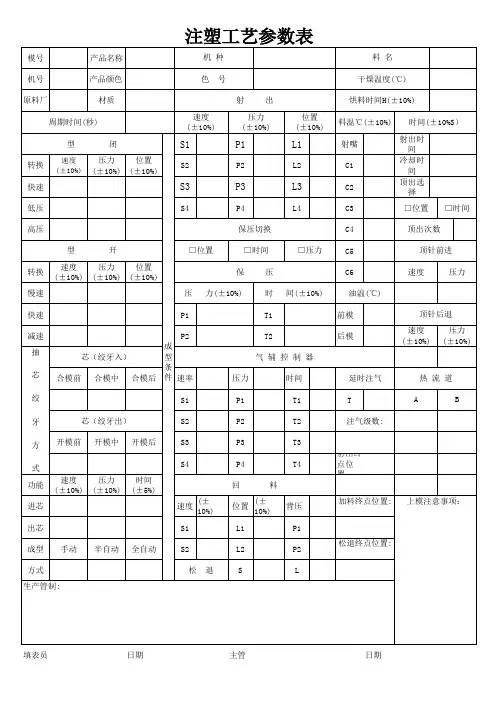
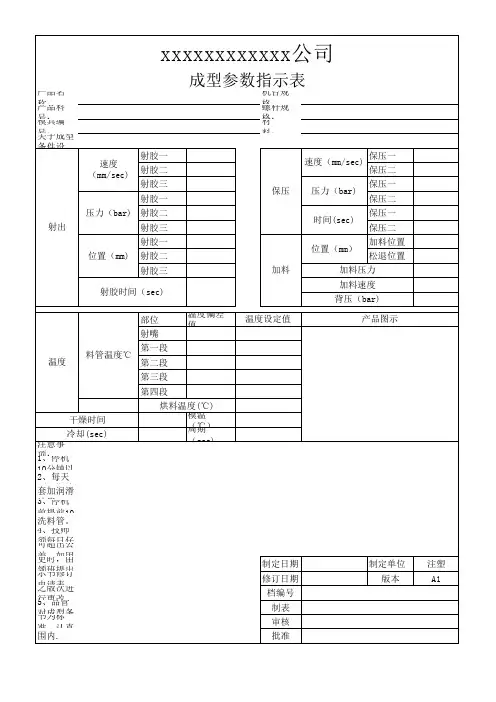
广东备 文件编号:LMZD-000000-01产品名称酷Y模具模具编号YH-09006胶原料A PPA180色粉编号见备注注塑周期14.0S±10%机台编号BT150V-11出模穴数8∧7胶原料B 色粉比例见备注制定日期2013/3/6机台吨位 150 Ton 水口比例10%AB比例%回料比例动模射嘴一段版 本A0温度设定(±10℃)200190二段三段四段烘料定模注塑2注塑1设定项目启动180178168快速慢速低压高压注塑设定关模设定设定项目注塑5注塑4注塑3503038位置 (±10mm)280压力(±10bar)303010020位置 (±10mm)01540400903548压力(±10bar)502538速度 (±10%)35速度 (±10%)15205040开模设定保压设定设定项目慢速减速中速3030快速启动注塑时间(±2S) 1.8冷却时间(±2S) 4.03020保压2保压1位置 (±10mm)260压力(±10bar)23050设定项目保压5保压4保压335382065压力(±10bar)203016速度 (±10%)15保压时间(±2S)3545速度 (±10%)加料设定顶针设定设定项目前松退加料1加料2加料3后松退顶进2位置 (±10mm)设定项目顶退1顶进2顶进1503位置 (±10mm)5301545压力(±10bar)30501004540速度 (±10%)35353035中子设定顶针模式50速度 (±10%)( )单次顶出 ( √ )重复顶出顶针次数( 2 )次设定项目80压力(±10bar)30吹气设定压力(±10bar)速度 (±10%)位置 (±10mm)1入1出2入2出3入3出位 置(±10mm)设定项目吹气1吹气2吹气3动作时间(±2S)控制模式动作时机时 间 (±2S)延 时 (±2S)粉红:B1341 比例:0.57%黄色:B1340 比例:0.6%蓝色:B1342 比例:0.46%备注PP 色粉编号见备注色粉比例见备注产品名称水果模具模具编号YH-09006胶原料A %回料比例注塑周期18.5S±10%机台编号BT150V-11出模穴数8∧8胶原料B 二段三段四段制定日期2013/3/6机台吨位 150 Ton 水口比例10%AB比例210190版 本A0温度设定(±10℃)定模动模射嘴一段注塑2注塑1设定项目启动烘料210225220快速慢速低压高压注塑设定关模设定设定项目注塑5注塑4注塑353845位置 (±10mm)350压力(±10bar)3015015位置 (±10mm)20605001005064压力(±10bar)454058速度 (±10%)35速度 (±10%)156550开模设定保压设定设定项目慢速减速中速3530快速启动注塑时间(±2S) 2.0冷却时间(±2S) 5.08020保压2保压1位置 (±10mm)380压力(±10bar)360150设定项目保压5保压4保压340453550压力(±10bar)204030速度 (±10%)20保压时间(±2S)4555速度 (±10%)加料设定顶针设定设定项目前松退加料1加料2加料3后松退顶进2位置 (±10mm)设定项目顶退1顶进2顶进1308位置 (±10mm)10201045压力(±10bar)25301005040速度 (±10%)20352025中子设定顶针模式35速度 (±10%)( )单次顶出 ( √ )重复顶出顶针次数( 2 )次设定项目85压力(±10bar)25吹气设定压力(±10bar)速度 (±10%)位置 (±10mm)1入1出2入2出3入3出位 置(±10mm)设定项目吹气1吹气2吹气3动作时间(±2S)控制模式时 间 (±2S)延 时 (±2S)香蕉模具*2草莓模具*2桃子模具*2梨子模具*2穴位分布黄色:B1358 比例:0.74%品红:B1335 比例:0.33%绿色:B1336 比例:0.6%动作时机备注:位 置(±10mm)设定项目吹气1吹气2吹气3位置 (±10mm)吹气设定压力(±10bar)速度 (±10%)中子设定顶针模式( )单次顶出 ( √ )重复顶出顶针次数( 1 )次设定项目1入1出2入2出3入3出8035速度 (±10%)20201515压力(±10bar)25302030速度 (±10%)压力(±10bar)9540903位置 (±10mm)5201550设定项目顶退1顶进2顶进1顶进2位置 (±10mm)加料设定顶针设定设定项目前松退加料1加料2加料3后松退保压时间(±2S)速度 (±10%)2040453525速度 (±10%)压力(±10bar)2040505080压力(±10bar)位置 (±10mm)33030020010050设定项目保压5保压4保压3保压2保压12530快速启动注塑时间(±2S) 2.2冷却时间(±2S)12.0速度 (±10%)254035开模设定保压设定设定项目慢速减速中速速度 (±10%)154068压力(±10bar)4055500100压力(±10bar)406075位置 (±10mm)300250125终止位置 (±10mm)04560设定项目启动快速慢速低压高压210注塑设定关模设定设定项目注塑5注塑4注塑3注塑2注塑1240245240230温度设定(±10℃)定模动模射嘴一段二段三段四段烘料2013/3/6机台吨位 150 Ton 水口比例10%AB比例回料比例版 本A0机台编号BT150V-11出模穴数4∧40.46%制定日期B1342蓝注塑周期24.0S±10%产品名称推筒模具编号NP0004-06A 1:1胶原料A PP 色粉编号胶原料B HIPS 色粉比例动作时间(±2S)控制模式动作时机时 间 (±2S)延 时 (±2S)广东备注PP 色粉编号B1342蓝 核准:审核:曾文峰 制表:黄勇HIPS 色粉比例0.46%注塑成型参数表 文件编号:LMZD-000000-04产品名称推杆模具编号NP0004-07A 胶原料A 1:1回料比例注塑周期25.0S±10%机台编号BT150V-11出模穴数8∧8胶原料B 二段三段四段制定日期2013/3/6机台吨位 150 Ton 水口比例10%AB比例版 本A0温度设定(±10℃)定模动模射嘴一段注塑2注塑1设定项目启动烘料快速慢速低压高压注塑设定关模设定设定项目注塑5注塑4注塑3位置 (±10mm)压力(±10bar)位置 (±10mm)压力(±10bar)速度 (±10%)速度 (±10%)开模设定保压设定设定项目慢速减速中速快速启动注塑时间(±2S)冷却时间(±2S)保压2保压1位置 (±10mm)压力(±10bar)设定项目保压5保压4保压3压力(±10bar)速度 (±10%)保压时间(±2S)速度 (±10%)加料设定顶针设定设定项目前松退加料1加料2加料3后松退顶进2位置 (±10mm)设定项目顶退1顶进2顶进1位置 (±10mm)压力(±10bar)速度 (±10%)中子设定顶针模式速度 (±10%)( )单次顶出 ( √ )重复顶出顶针次数( 1 )次设定项目压力(±10bar)吹气设定压力(±10bar)速度 (±10%)位置 (±10mm)1入1出2入2出3入3出位 置(±10mm)设定项目吹气1吹气2吹气3动作时间(±2S)控制模式动作时机时 间 (±2S)延 时 (±2S)广东乐美文具有限公司PP/T03S 色粉编号见备注 核准:审核:曾文峰 制表:黄勇色粉比例见备注注塑成型参数表文件编号:LMZD-000000-05产品名称人形工具模具编号NP0004-05A 胶原料A 回料比例注塑周期22.0S±10%机台编号BT150V-11出模穴数8∧8胶原料B 二段三段四段制定日期2013/3/6机台吨位 150 Ton 水口比例10%AB比例195185版 本A0温度设定(±10℃)定模动模射嘴一段注塑2注塑1设定项目启动烘料205215210快速慢速低压高压注塑设定关模设定设定项目注塑5注塑4注塑353045位置 (±10mm)350压力(±10bar)331508位置 (±10mm)265300803845压力(±10bar)452538速度 (±10%)45速度 (±10%)155545开模设定保压设定设定项目慢速减速中速2025快速启动注塑时间(±2S) 2.2冷却时间(±2S)10.05020保压2保压1位置 (±10mm)380压力(±10bar)360180设定项目保压5保压4保压3455065100压力(±10bar)303530速度 (±10%)20保压时间(±2S)4045速度 (±10%)加料设定顶针设定设定项目前松退加料1加料2加料3后松退顶进2位置 (±10mm)设定项目顶退1顶进2顶进1556位置 (±10mm)5151530压力(±10bar)30351005030速度 (±10%)15201520中子设定顶针模式30速度 (±10%)( )单次顶出 ( √ )重复顶出85压力(±10bar)25备注:广东乐美文具有限公司吹气设定压力(±10bar)速度 (±10%)位置 (±10mm)位 置(±10mm)设定项目吹气1吹气2吹气3动作时间(±2S)控制模式动作时机时 间 (±2S)延 时 (±2S)桃红:B1371 比例:0.48%穴位分布人形铲*2蓝色:B1342 比例:0.46%人形耙*2黄色:B1358 比例:0.74%人形勺*2人形刀*2见备注注塑周期27.0S±10%动物模具1 核准:审核:曾文峰 制表:黄勇机台编号B4模具编号昆山模具注塑成型参数表文件编号:LMZD-000000-06产品名称胶原料A PP/T03S 色粉编号回料比例胶原料B 色粉比例见备注二段三段四段制定日期2013/3/20机台吨位 150 Ton 出模穴数8∧8AB比例195190版 本A0温度设定(±10℃)定模动模射嘴一段注塑2注塑1设定项目启动烘料210218215快速慢速低压高压注塑设定关模设定设定项目注塑5注塑4注塑3603038位置 (±10mm)320压力(±10bar)2010015位置 (±10mm)250400803845压力(±10bar)501528速度 (±10%)20速度 (±10%)54535开模设定保压设定设定项目慢速减速中速3523快速启动注塑时间(±2S) 2.1冷却时间(±2S)10.05035保压2保压1位置 (±10mm)380压力(±10bar)35080设定项目保压5保压4保压335505080压力(±10bar)20备广东顶进2位置 (±10mm)设定项目顶退1顶进2顶进1547位置 (±10mm)5201030压力(±10bar)30251004540速度 (±10%)101024中子设定顶针模式30速度 (±10%)( )单次顶出 ( √ )重复顶出顶针次数( 1 )次设定项目65压力(±10bar)30吹气设定压力(±10bar)速度 (±10%)位置 (±10mm)1入1出2入2出3入3出位 置(±10mm)设定项目吹气1吹气2吹气3动作时间(±2S)控制模式时 间 (±2S)延 时 (±2S)产品名称滚筒胶原料A 动作时机PPA180色粉编号见备注蓝色:B1342 比例:0.46%黄色:B1340 比例:0.6%草莓*1鸭子*1螃蟹*1香蕉*1穴位分布饼干人*1鱼*1南瓜*1乌龟*1色粉比例见备注注塑成型参数表 文件编号:LMZD-000000-06 核准:审核:曾文峰 制表:黄勇回料比例注塑周期30.0S±10%机台编号B6模具编号NP0005-02A 胶原料B 二段三段四段制定日期2013/3/20机台吨位 150 Ton 出模穴数8∧8AB比例190185版 本A0温度设定(±10℃)定模动模射嘴一段注塑2注塑1设定项目启动烘料200205205快速慢速低压高压注塑设定关模设定设定项目注塑5注塑4注塑3503545位置 (±10mm)300压力(±10bar)152508位置 (±10mm)2554001003545压力(±10bar)502535速度 (±10%)20速度 (±10%)82020开模设定保压设定设定项目慢速减速中速3530快速启动注塑时间(±2S) 2.0冷却时间(±2S)12.05020保压2保压1位置 (±10mm)380压力(±10bar)350150设定项目保压5保压4保压350505080压力(±10bar)20备注:广东乐美文具有限公司顶进2位置 (±10mm)设定项目顶退1顶进2顶进1607.5位置 (±10mm)5201550压力(±10bar)955540速度 (±10%)中子设定顶针模式速度 (±10%)( )单次顶出 ( √ )重复顶出顶针次数( 1 )次设定项目60压力(±10bar)吹气设定压力(±10bar)速度 (±10%)位置 (±10mm)1入1出2入2出3入3出位 置(±10mm)设定项目吹气1吹气2吹气3动作时间(±2S)控制模式时 间 (±2S)延 时 (±2S)黄色:B1340 比例:0.6%动作时机绿色:B1336 比例:0.6%穴位分布蓝色:B1342 比例:0.46%色粉编号见备注注塑周期18.0S±10% 核准:审核:曾文峰 制表:黄勇机台编号A6模具编号NP0005-01A 注塑成型参数表文件编号:LMZD-000000-06产品名称滚筒手柄胶原料A PS 1:1回料比例胶原料B HIPS 色粉比例见备注二段三段四段制定日期2013/3/20机台吨位 150 Ton 出模穴数4∧4AB比例210190版 本A0温度设定(±10℃)定模动模射嘴一段烘料200230220注塑设定关模设定。