振动测量分析基础知识
- 格式:ppt
- 大小:6.95 MB
- 文档页数:58
振动测试与分析引言:在各行各业中,振动测试与分析是一项重要的技术,它可以帮助我们了解各种物体和系统的振动特性,以及找出潜在的问题并提供解决方案。
本文将介绍振动测试与分析的基本原理和方法,以及其在不同领域的应用。
一、振动测试的原理振动测试是通过将传感器安装在被测试物体上,测量物体在振动过程中产生的加速度或速度来获取振动信号。
传感器将振动信号转换为电信号,再经过信号放大和采样,最终得到振动波形。
常用的传感器包括加速度计、速度计和位移传感器。
二、振动测试的方法1.自由激振法:在物体上施加外力进行振动,然后测量物体的振动响应。
这种方法适用于研究物体的振动特性和固有频率。
2.强迫激振法:通过施加特定的激励信号,使物体以特定频率和幅度振动。
这种方法常用于测试物体的耐振性和振动特性。
3.模态分析法:通过激励物体的不同模态形式,测量物体不同模态的振动响应,从而研究物体的模态特性和阻尼特性。
三、振动测试与分析的应用1.机械工程领域:振动测试与分析在机械工程中有广泛的应用。
例如,在汽车工业中,振动测试可以用于测试汽车零件的耐用性和可靠性,预测零件的寿命。
在航空航天领域,振动测试可以用于测试航天器的结构强度和振动特性,以提高飞行安全性。
2.电子工程领域:振动测试与分析在电子工程领域也有重要的应用。
例如,在手机制造业中,振动测试可以用于测试手机零件的质量,确保手机在使用过程中的稳定性和可靠性。
另外,在电子设备的设计中,振动测试可以用于优化电路板的设计,减少振动对电子元器件的损坏。
3.土木工程领域:振动测试与分析在土木工程领域有助于评估建筑物和结构的安全性。
例如,在地震工程中,振动测试可以用于评估建筑物的抗震性能,预测地震情况下的结构变形和破坏程度。
此外,振动测试还可以用于监测桥梁、隧道等工程结构的安全状况。
4.生物医学领域:振动测试与分析在生物医学领域中也有应用。
例如,医学领域中常用的超声波检测技术,就是利用振动信号来获取人体组织和器官的内部信息。
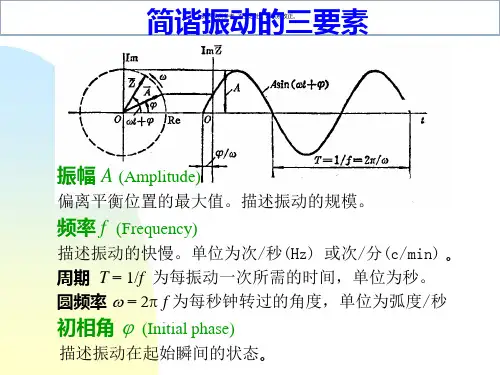
一、名词和术语1. 振动的基本参量:幅值、周期(频率)和相位机械振动是指物体围绕其平衡位置附近来回摆动并随时间变化的一种运动。
振动通常以其幅值、周期(频率)和相位来描述,它们是描述振动的三个基本参量。
a.幅值:表示物体动态运动或振动的幅度,它是机械振动强度的标志,也是机器振动严重程度的一个重要指标。
机器运转状态的好坏绝大多数情况是根据振动幅值的大小来判别的。
针对机械设备的振动信号,选择有效的特征参数指标,是实现状态监测的关键,常用的特征参数包括:有量纲参数: 均方根(RMS),峰值(Peak),峰峰值(Peak-Peak)。
均方根(RMS):表征信号的能量,其定义为:均方根是对机组进行状态监测最重要的指标,由于均方根振动信号的能量,当机组正常运转时,振动信号的能量处于比较稳定的状态,当机组某个零部件出现异常后,信号的能量增加,当增知到超过设定阅值时,就可以判断出机组出现异常、对于速度信号的评估,通常用均方根表示。
均方根的稳定性和趋势性较好,许多标准都采用均方根来作为状态监测的参数.ISO 10816是针对通用机械的状态监测标准,采用速度信号的RMS作为特征参数。
VDI 3834作为唯一一个针对风电机组的振动标准,采用速度和加速度的RMS作为监测指标.峰值是指某段采集的信号中的最高值和最低值,其中,最高值表示为Peak(+),最低值表示为Peak(-),由于加速度信号主要表征受力的大小,因此通常用峰值来表征加速度的大小.峰峰值(Peak-Peak)是指某段采集的信号中,最高值和最低值之间的差值,它是峰值(+)和峰值(-)之间的范围,由于峰峰值描述的是信号值的变化范围大小,因此对于位移信号,通常用峰峰值表示。
峰-峰值等于正峰和负峰之间的最大偏差值,峰值等于峰-峰值的 1/2。
只有在纯正弦波的情况下,均方根值才等于峰值的0.707 倍,平均值等于峰值的0.637倍。
而平均值在振动测量中一般则很少使用。
振动测量仪器知识一、概述(一)用途振动测量仪器是一种测量物体机械振动的测量仪器.测量的基本量是振动的加速度、速度和位移等,可以测量机械振动和冲击振动的有效值、峰值等,频率范围从零点几赫兹~几千赫兹。
外部联接或内部设置带通滤波器,可以进行噪声的频谱分析.随着电子技术尤其是大规模集成电路和计算机技术的发展,振动测量仪器的许多功能都通过数字信号处理技术代替模拟电路来实现。
这不仅使得电路更加简化,动态范围更宽,而且功能和稳定性也大大提高,尤其是可以实现实时频谱分析,使振动测量仪器的用途更加广泛。
(二)分类与特点振动测量仪器按功能来分:分为工作测振仪、振动烈度计、振动分析仪、激振器(或振动台)、振动激励控制器、振动校准器测量机械振动,具有频谱分析功能的称为频谱分析仪,具有实时频谱分析功能的称为实时频谱分析仪或实时信号分析仪,具有多路测量功能的多通道声学分析仪。
振动测量仪器按采用技术来分:分为模拟振动计、数字化振动计和多通道实时信号分析仪。
振动测量仪器按测量对象来分:分为测量机械振动的通用振动计,测量振动对人体影响的人体(响应)振动计、测量环境振动的环境振动仪和振动激励控制器。
●工作测振仪特点通常是手持式,操作简单、价格便宜,只测量并显示振动的加速度、速度和位移等。
以前用电表显示测量值,现在都是用数字显示。
通常不带数据储存和打印功能,用于一般振动测量。
振动烈度计是指专用于测量振动烈度(10 Hz~1000 Hz频率范围的速度有效值)的振动测量仪器。
●实时信号分析仪特点实时信号分析仪是一种数字频率分析仪,它采用数字信号处理技术代替模拟电路来进行振动的测量和频谱分析。
当模拟信号通过采样及A/D转换成数字信号后,进入数字计算机进行运算,实现各种测量和分析功能。
实时信号分析仪可同时测量加速度、速度和位移,均方根、峰值(Peak)、峰—峰值(Peak—Peak)检波可并行工作。
不仅分析速度快,而且也能分析瞬态信号,在显示器上实时显示出频谱变化,还可将分析得到的数据输出并记录下来.●动态信号测试和分析系统特点包含多路高性能数据采集、多功能信号发生、基本信号分析,还可以选择高级信号分析;以及模态分析、故障分析等应用。
专业知识1、振动试验基本知识1.1 振动试验方法试验方法包括试验目的,一般说明、试验要求、严酷等级及试验程序等几个主要部分。
为了完成试验程序中规定的试验,在振动试验方法中又规定了“正弦振动试验”和“随机振动试验”两种型式的试验方法。
正弦振动试验正弦振动试验控制的参数主要是两个,即频率和幅值。
依照频率变和不变分为定频和扫频两种。
定频试验主要用于:a)耐共振频率处理:在产品振动频响检查时发现的明显共振频率点上,施加规定振动参数振幅的振动,以考核产品耐共振振动的能力。
b)耐予定频率处理:在已知产品使用环境条件振动频率时,可采用耐予定频率的振动试验,其目的还是为考核产品在予定危险频率下承受振动的能力。
扫频试验主要用于:●产品振动频响的检查(即最初共振检查):确定共振点及工作的稳定性,找出产品共振频率,以做耐振处理。
●耐扫频处理:当产品在使用频率范围内无共振点时,或有数个不明显的谐振点,必须进行耐扫频处理,扫频处理方式在低频段采用定位移幅值,高频段采用定加速度幅值的对数连续扫描,其交越频率一般在55-72Hz,扫频速率一般按每分钟一个倍频进行。
●最后共振检查:以产品振动频响检查相同的方法检查产品经耐振处理后,各共振点有无改变,以确定产品通过耐振处理后的可靠程度。
随机振动试验随机振动试验按实际环境要求有以下几种类型:宽带随机振动试验、窄带随机振动试验、宽带随机加上一个或数个正弦信号、宽带随机加上一个或数个窄带随机。
前两种是随机试验,后两种是混合型也可以归入随机试验。
电动振动台的工作原理是基于载流导体在磁场中受到电磁力作用的安培定律。
1.2 机械环境试验方法标准电工电子产品环境试验国家标准汇编(第二版)2001年4月汇编中汇集了截止目前我国正式发布实施的环境试验方面的国家标准72项,其中有近50项不同程度地采用IEC标准,内容包括:总则、名词术语、各种试验方法、试验导则及环境参数测量方法标准。
其中常用的机械环境试验方法标准:(1)GB/T 2423.5-1995 电工电子产品环境试验第2部分:试验方法试验Ea和导则:冲击(2)GB/T 2423.6-1995 电工电子产品环境试验第2部分:试验方法试验Eb和导则:碰撞(3)GB/T 2423.7-1995 电工电子产品环境试验第2部分:试验方法试验Ec和导则:倾跌与翻倒(主要用于设备型产品)(4)GB/T 2423.8-1995 电工电子产品环境试验第2部分:试验方法试验Ed和导则:自由跌落(5)GB/T 2423.10-1995 电工电子产品环境试验第2部分:试验方法试验Fc和导则:振动(正弦)(6)GB/T 2423.11-1997 电工电子产品环境试验第2部分:试验方法试验Fd:宽频带随机振动——一般要求(7)GB/T 2423.12-1997 电工电子产品环境试验第2部分:试验方法试验Fda:宽频带随机振动——高再现性(8)GB/T 2423.13-1997 电工电子产品环境试验第2部分:试验方法试验Fdb:宽频带随机振动——中再现性(9)GB/T 2423.14-1997 电工电子产品环境试验第2部分:试验方法试验Fdc:宽频带随机振动——低再现性(10)GB/T 2423.15-1997 电工电子产品环境试验第2部分:试验方法试验Ga和导则:稳态加速度(11)GB/T 2423.22-1986 电工电子产品基本环境试验规程温度(低温、高温)和振动(正弦)综合试验导则(12)GB/T 2423.24-1995 电工电子产品环境试验温度(低温、高温)/低气压/振动(正弦)综合试验导则GJB150.1~150.20-86 军用设备环境试验方法标准中共包括1个总则和19个试验方法,以美国军用标准MIL-STD-810C或810D为依据制订,其中涉及机械环境试验的是:(1)GJB150.15-86 军用设备环境试验方法加速度试验(2)GJB150.16-86 军用设备环境试验方法振动试验(3)GJB150.17-86 军用设备环境试验方法噪声试验(4)GJB150.18-86 军用设备环境试验方法冲击试验(5)GJB150.20-86 军用设备环境试验方法飞机炮振试验依据MIL-STD-810F修订的GJB150即将颁布。
振动测量的主要内容振动测量是一种广泛应用于各个领域的技术,用于检测和分析物体的振动行为。
它在工程、科学、医学等领域中都有着重要的应用,可以帮助人们了解物体的动态特性和结构健康状况。
以下是关于振动测量的主要内容的详细介绍。
一、振动的基本概念1. 振动的定义:振动是物体围绕平衡位置来回运动的现象,包括周期、频率、幅值和相位等基本概念。
2. 振动的分类:振动可以分为自由振动和受迫振动,自由振动是物体在没有外力作用下的振动,受迫振动是外力作用下的振动。
3. 振动的参数:描述振动行为的参数包括振幅、频率、周期、相位等,这些参数对于振动测量非常重要。
二、振动传感器1. 加速度传感器:加速度传感器是最常用的振动传感器之一,它可以测量物体在某一方向上的加速度,并通过积分得到速度和位移信息。
2. 速度传感器:速度传感器用于测量物体的振动速度,它可以直接测量速度而无需进行积分运算。
3. 位移传感器:位移传感器可以直接测量物体的振动位移,常用的位移传感器包括电感式传感器、光电传感器等。
4. 压电传感器:压电传感器利用压电效应将振动转化为电信号,常用于高频振动测量。
三、振动测量方法1. 时域分析:时域分析是最基本的振动分析方法,通过记录振动信号的时间历程,可以获取振动信号的幅值、频率、周期等信息。
2. 频域分析:频域分析是将振动信号从时域转换到频域的方法,常用的频域分析方法包括傅里叶变换、功率谱密度分析等,可以得到振动信号的频率成分和能量分布情况。
3. 阶次分析:阶次分析是将振动信号从时间域转换到转速域的方法,可以分析旋转机械系统中的振动特性,如齿轮啮合频率、轴承故障频率等。
4. 模态分析:模态分析用于研究结构振动的固有特性,可以确定结构的固有频率、振型等信息,常用的方法有模态测试和有限元模态分析等。
四、振动测量应用1. 结构健康监测:振动测量可以用于结构健康监测,通过对建筑物、桥梁、飞机等结构的振动进行监测和分析,可以及早发现结构的损伤和故障。
振动测量分析基础知识振动测量分析是指对物体振动特性进行测量和分析的过程,常用于工程领域的振动分析、故障诊断和结构健康监测。
在进行振动测量分析时,需要掌握一些基础知识,包括振动的基本概念、振动测量的方法、振动信号的分析与处理等。
一、振动的基本概念1.振动:物体围绕其中一位置或平衡位置作往复或周期性运动的现象。
2.振动的主要参数:振幅、周期、频率、相位和相位差。
3.振动的分类:自由振动和受迫振动,以及简谐振动和非简谐振动。
二、振动测量的方法1.直接法:通过直接接触目标物体或其附近的测点,使用传感器实时测量振动信号。
常用的传感器有加速度计、位移传感器和速度计等。
2.非接触法:通过无线传感技术、光学传感技术或红外线传感技术等,对远离目标物体的振动信号进行测量。
常用的传感器有激光测振仪、红外线摄像机和毫米波雷达等。
3.振动传感网络:通过多个传感器分布在目标物体上,实现多点同时测量和数据采集,进行全局振动监测和分析。
三、振动信号的分析与处理1.时域分析:通过对振动信号的波形进行观察和分析,得到信号的振幅、周期、频率以及时间变化规律。
2.频域分析:将时域信号转换为频域信号,通过傅里叶变换等方法,得到信号的频率成分和能量分布,可进行频谱分析和频率响应分析。
3.相位分析:通过测量不同测点的相位差,可以获得信号的相位关系和振动传播速度。
4.整频带法:对振动信号进行整个频率范围的分析,用于诊断和评估整个系统的振动特性。
5.专频法:对振动信号在特定频率范围内的分析,用于更精确地检测特定故障或异常情况。
振动测量分析在工程领域有着广泛的应用,例如在机械设备的故障诊断中,可以通过振动信号的分析来判断设备的健康状况和故障原因;在建筑物结构健康监测中,可以通过振动传感器对结构的振动参数进行实时监测,预防和诊断结构损伤等。
随着传感器技术和信号处理算法的不断发展,振动测量分析的精度和应用范围也在不断扩大,对振动的研究和应用产生了积极的推动作用。
旋转机械振动分析基础汽轮机、发电机、燃气轮机、压缩机、风机、泵等都属于旋转机械,是电力、石化和冶金等行业的关键设备。
这些设备出现故障后,大多会带来严重的经济损失.振动在设备故障中占了很大比重,是影响设备安全、稳定运行的重要因素。
振动又是设备的“体温计”,直接反映了设备健康状况,是设备安全评估的重要指标.一台机组正常运行时,其振动值和振动变化值都应该比较小。
一旦机组振动值变大,或振动变得不稳定,都说明设备出现了一定程度的故障.振动对机组安全、稳定运行的危害主要表现在: (1)振动过大将会导致轴承乌金疲劳损坏。
(2)过大振动将会造成通流部分磨损,严重时将会导致大轴弯曲。
统计数据表明,汽轮发电机组60%以上的大轴弯曲事故就是由于摩擦引起的。
(3)振动过大还将使部件承受大幅交变应力,容易造成转子、联结螺栓、管道、地基等的损坏。
正因为振动对设备安全运行相当重要,人们对振动问题都很重视。
目前大型机组上普遍安装了振动监测系统,并将振动信号投了保护。
振动超标时,保护动作,机组自动停机,从而保证设备的绝对安全。
一、振动分析基本概念振动是一个动态量。
图所示是一种简单的振动形式-简谐振动,即振动量按余弦(或正弦)函数规律周期性地变化,幅值反映了振动大小;频率反映了振动量动态变化的快慢程度;相位反映了信号在t=0时刻的初始状态。
可见,为了完全描述一个振动信号,必须同时知道幅值、频率和相位这三个参数,人们称之为振动分析的三要素。
振动是一个动态变化量。
为了突出反映交变量的影响,振动监测时常取波形中正、负峰值的差值作为振动幅值,又称为峰峰值。
简谐振动是一种简单的振动形式,实际机组上发生的振动比简谐振动要复杂得多.不管振动多么复杂,由信号分析理论可知,都可以将其分解为若干具有不同频率、幅值和相位的简谐分量的合成.旋转机械振动分析离不开转速,为了方便和直观起见,常以1x 表示与转动频率相等的频率,又称为工(基)频;以0。
5x、2x、3x 等表示与转动频率的0.5 倍、2 倍和3 倍等相等的频率,又称为半频、二倍频、三倍频。
CSI振动测量和故障分析的初级培训2010年12月21日摘要(summary):主要讲述了振动的基本原理。
机械振动的原因。
振动的三要素。
通常分析的频谱图。
频谱分析的一些术语。
机械故障频率特征。
实施振动诊断的步骤。
振动诊断三部曲。
CSI2130机械状态分析仪的应用。
用PEAKVUE技术检测应力波。
SST技术的应用。
故障诊断实例分析。
关键词(Key Words):PEAKVUE技术、SST技术、振动诊断。
第一讲振动分析的基本原理振动的基本原理惯性力阻尼力弹性力干扰力1、基本概念1)振动的概念:振动是一种特殊的力学运动形式,它是指质点或机械动力系统在某一稳定平衡位置随时间变化所做的一种往复式运动。
振动的分类,四种振动形式:简谐振动:运动量随时间按谐和函数的形式变化周期振动:运动量变化经过一个固定的时间间隔不断重复非周期振动:振动量变化随时间不呈现重复性随机振动:任一给定时刻的运动量不能预先确定2)简谐振动与复合振动旋转机械最基本的振动形式是简谐振动两个以上频率不相同的简谐振动合成在一起,便形成一个复合振动,反过来,任何周期振动又都可以分解成若干个简谐振动。
付里叶变换是进行这种分解的有效工具。
3)振动位移、速度和加速度振幅的量度简谐振动位移的大小,用振幅Ap表示,即最大位移到平衡位置之间的距离,也称作单峰值;振动的波峰与波谷之间的垂直距离称作为峰峰值,表示为Ap-p;4)振动速度测量:ISO标准规定,振动速度的均方根值,即有效值为“振动烈度”,作为衡量振动强度的一个标准,我们平时测振动速度就是测这个值5)旋转机械相位的物理意义和测量2 机械振动的原因⏹设计制造缺陷⏹安装或维护不当⏹操作流程有误⏹设备存在故障3 振动的基础知识1)振动的三要素⏹幅值⏹频率⏹相位2)通常分析的频谱图⏹频谱分析⏹时域波形分析⏹瀑布图分析⏹瞬态分析3)频谱分析的一些术语⏹转送1倍频⏹转送2倍频⏹转送3倍频⏹谐波⏹叶轮通过频率⏹齿轮啮合频率⏹轴承故障频率⏹皮带故障频率⏹同步频率与非同步频率⏹次同步频率4、测量单位及检测类型位移(Pk-Pk):适合于低频范围速度(Rms, Pk):适合于中频段加速度( Pk ):适合于高频段5 机械故障频率特征如不平衡频率特征,不对中频率特征,磨擦频率特征,松动频率特征,共振频率特征,油膜激振频率特征等等。