频谱分析的理论基础及振动案例分析
- 格式:doc
- 大小:733.50 KB
- 文档页数:11
频谱分析的理论基础及振动案例分析频谱分析是一种通过将信号中各频率成分分离出来,并定量描述其幅度、相位等特征的方法。
其理论基础主要涉及信号的傅里叶变换、功率谱密度以及频谱分析方法等方面。
振动案例分析是频谱分析的一个应用领域,用于研究物体的振动特性以及故障诊断等。
下面将分别对频谱分析的理论基础及振动案例分析进行更详细的讨论。
首先,频谱分析的理论基础涉及信号的傅里叶变换。
傅里叶变换是一种将信号从时域转换到频域的变换方法,用于分析信号的频率成分。
对于一个连续的实际信号x(t),其傅里叶变换可以表示为:X(f) = ∫[x(t) * exp(-2πift)]dt其中,X(f)为信号在频率为f时的复数幅度。
通过计算信号x(t)在不同频率上的傅里叶变换,就可以得到信号的频谱分布情况。
功率谱密度也是频谱分析的重要理论基础。
信号的功率谱密度描述了信号在不同频率上的功率分布情况。
对于一个随机平稳信号x(t),其功率谱密度可以通过自相关函数R(τ)进行计算,即:S(f) = Lim(T -> ∞) [1/(2T)] * ,F{∫[x(t) * exp(-2πift)]dt},²其中,F{}表示傅里叶变换,S(f)为信号在频率为f时的功率谱密度。
功率谱密度可以用来反映信号在不同频率上的能量分布情况,从而了解信号的频谱特性。
频谱分析方法包括离散傅里叶变换(DFT)、快速傅里叶变换(FFT)等。
DFT是将连续信号的傅里叶变换转化为离散信号的变换方法,通过对信号进行采样和截断来获得有限长度的离散信号,进而进行频谱分析。
FFT是DFT的一种高效实现方法,能够快速计算信号的频谱。
振动案例分析是频谱分析的一个重要应用领域,主要用于研究物体的振动特性以及故障诊断。
在实际工程中,振动往往是由于机械结构的不平衡、不稳定或者故障引起的。
频谱分析方法可以通过分析振动信号的频谱特性,进一步判断振动是否正常以及故障的类型和原因。
目录摘要 (1)关键词 (1)引言 (1)一、齿轮故障诊断原理 (1)二、现场监测与故障诊断 (1)(一)冷轧厂开卷设备及重要材料参数 (1)(二)测试参数及测点布置 (2)(三)故障分析 (2)(四)诊断结论 (3)三、啮合频率及其谐波 (4)四、幅值调制和频率调制所构成旳边频带 (4)(一)幅值调制 (4)(二)频率调制 (5)五、由齿轮转频旳低次谐波构成旳附加脉冲 (5)六、由齿轮加工误差形成旳隐含成分 (5)(一)某采油平台原油外输泵(螺杆泵)传动齿轮局部断齿 (5)(二)某浮式储油轮热介质提高泵齿轮啮合不良 (6)结语 (6)道谢 (7)参照文献 (7)浅析齿轮故障诊断及技术分析摘要: 齿轮故障一般具有相似旳现象, 即振动和噪申明显增长, 但产生齿轮故障旳原因却很难从表象作出判断。
本文从振动分析旳角度论述齿轮振动旳时域与频域特性, 并结合实测案例进行分析。
关键词: 齿轮故障;振动特性;时域;频域;案例分析引言:简述了齿轮故障诊断旳原理, 并通过冷轧厂开卷机齿轮故障旳诊断实例, 论述了齿轮故障诊断旳措施, 并深入阐明了齿轮故障诊断技术在现场中旳应用。
齿轮旳运行状况直接影响整个机器或机组旳作, 因此, 齿轮是现场监测和诊断旳重要对象。
对齿轮故障诊断旳经典措施是振动频谱分析, 它以老式旳振动理论为根据, 运用诊断仪器对其振动旳数据和波形进行采集, 然后进行分析诊断, 找出其故障旳原因和所在旳部位。
本文从齿轮故障诊断旳原理手, 通过对冷轧厂开卷机大齿轮箱旳异常振动进行振动分析及故障诊断来简介齿轮故障诊断技术在场旳应用。
一、齿轮故障诊断原理一对齿轮副可以看作是一种振动系统, 按照傅里叶变换旳原理, 可将齿轮旳振动信号分解为若干个谐波分量之和。
当齿轮发生故障后, 齿轮旳啮合刚度减少, 从而产生强烈旳振动, 测得旳振动信号畸变加剧, 在频谱图上, 啮合频率处旳谱值会明显增大, 而故障齿轮旳振动信号往往体现为回转频率对啮合频及其倍频旳调制, 调制频率即齿轮轴旳回转频率。
质量技术监督研究2019年第2期(总第62期)Quality and Technical Supervision ResearchNO.2.2019General NO.62电梯振动案例的分析及解决方案魏李平(福建省特种设备检验研究院泉州分院,福建 泉州 362000)摘要:引起电梯振动的原因复杂多样,文中以一台振动的电梯为案例,使用EVA-625对其进行检测并对测得曲线进行深入分析,根据分析结果有针对性对整台电梯进行问题排查,找出产生振动的原因,并提出相应的解决方案。
关键词:电梯振动;案例分析;EVA-625收稿日期:2018-12-04作者简介:魏李平,男,福建省特种设备检验研究院泉州分院,检验师,工程师1引言电梯作为一种垂直运输工具,与人们的生活息息相关。
载人客梯的安全性和舒适性现如今也越来越受到注重。
当乘客在乘坐电梯时,若发现电梯在振动,感觉摇摇欲坠,势必会引起恐慌。
[1]因此,必须对整台设备进行全方位排查,找出引起振动的因素并全部消除,让电梯恢复平稳运行的状态。
文中以某大厦一台运行时有振动的电梯为案例进行分析,并提出相应的解决方案。
2案例分析某大厦有一台乘客电梯运行时振动异响严重,舒适感差。
该电梯主要参数为速度1.75m/s,12层12站,额定载重为1000kg。
在现场采用EVA-625电梯运行品质检测分析仪进行测试。
现场测试数据导入电脑,用EVA875软件对测试数据及波形图进行分析,根据相关波形图对电梯的运行质量及性能进行评估。
测试时先取下EVA-625仪器盒内的三个可旋转螺丝,将这三个螺丝分别旋到仪器底部对应的位置,确保仪器处于三点支撑的平面上,均匀受力。
[2]然后将EVA-625放在轿厢中心位置,如图1所示,X 轴指向轿门,Y 轴指向右侧导轨,Z 轴朝上。
该台电梯从一楼运行至十二楼的现场测试出波形图如图2、频谱图如图3所示。
由图2可以看出X、Y、Z 轴的波形图均未出现规律性的振动,在乘坐时也没有低沉的共鸣,结合频谱分析可以初步判断出该梯不存在明显的共振抖动。
减速机振动异常原因及振动频谱数据浅析摘要:在众多工业领域生产过程中,减速机属于常见的机械设备,齿轮是减速机中的关键部件。
在实际工作中,齿轮的工作状况与减速机整体运行有着密切的关系,一旦齿轮出现异常,将会影响减速机设备的运行,甚至威胁减速机运行阶段的安全性。
关键词:减速机;震动1 减速机设备振动异常原因及案例1.1 减速机设备振动异常的原因导致减速机设备振动异常的原因较多,比如:齿面点蚀、齿面磨损、齿面胶合、齿轮断齿、齿轮偏心等。
设备振动异常的原因可划分为齿轮磨损、齿轮裂纹、齿面断齿、齿面偏心、齿轮不对中5种原因。
1.1.1 齿轮磨损在减速机设备内齿轮属于关键部件,是减速机设备力传动的核心,随着使用时间的增加,齿轮受到不断承载冲击、润滑油内杂质等因素的影响,齿轮表面会出现不同程度的磨损,一般会有摩擦磨损、粘着磨损、磨粒磨损、腐蚀磨损4种。
当齿轮磨损后表现出的故障信息,频谱中会有被故障齿轮激起齿轮本身的固有频率,并在齿轮的固有频率两侧分布有故障齿轮转轴频率的边频带,不过最为明显的表现是振动总量会增加,频谱中的2倍、3倍齿轮啮合频率分量幅值增加速度会很快,比1倍啮合频率幅值增长速度更快,因此,我们经常以分析各阶频谱分量的增长速度,如高次谐波分量比基频增长速度快,来判定齿轮的磨损故障。
在磨损后期,啮合频率两侧边带的幅值会很高、边带数会增加,因此,边带分析比啮合频率能更好地反映出齿轮磨损状态。
1.1.2 齿轮裂纹减速机长期受到承载力冲击的影响,齿轮啮合在载荷的多次重复咬合作用下,轮齿弯曲应力超过弯曲持久极限时,齿根部分因超出材料疲劳极限,将产生疲劳裂纹。
当齿轮出现裂纹时会在振动频谱中出现以n*转频为主的频域特性信号,一般在低频阶段。
在时域波形中会体现出以齿轮旋转频率为周期的冲击脉冲信号。
1.1.3 齿轮断齿当齿轮裂纹逐渐延伸,齿轮无法承受传动载荷时,最终将引起断齿现象。
当齿轮在工作中受到严重的冲击、偏载以及材质不均匀等其他因素也会造成齿轮断裂现象。

第1篇一、前言水泵作为工业生产中常用的机械设备,其运行稳定性和安全性对整个生产过程至关重要。
然而,在实际运行过程中,水泵可能会出现振动现象,这不仅会影响水泵的正常工作,还可能导致设备损坏和安全事故。
为了确保水泵的安全运行,本文通过对水泵振动数据进行采集、分析,对水泵振动原因进行探讨,并提出相应的解决措施。
二、水泵振动数据采集1. 数据采集设备本次水泵振动数据采集采用加速度传感器和振动分析仪。
加速度传感器用于测量水泵的振动加速度,振动分析仪用于实时采集和分析振动数据。
2. 数据采集方法首先,将加速度传感器安装在泵体上,确保传感器与泵体接触良好。
然后,启动水泵,使其进入稳定运行状态。
在此过程中,通过振动分析仪实时采集水泵的振动数据,包括振动加速度、振动速度、振动位移等。
三、水泵振动数据分析1. 振动频率分析通过对水泵振动数据进行分析,可以得到水泵的振动频率。
通常情况下,水泵的振动频率与电机转速、叶轮转速等因素有关。
在本案例中,水泵振动频率为50Hz,与电机转速相符。
2. 振动幅值分析振动幅值是衡量水泵振动强度的重要指标。
通过对振动数据进行分析,可以得到水泵在不同工况下的振动幅值。
在本案例中,水泵在正常运行状态下的振动幅值为0.5mm,属于正常范围。
3. 振动相位分析振动相位分析有助于判断水泵振动原因。
在本案例中,通过对振动相位进行分析,发现水泵振动相位主要分布在0°和180°,表明水泵振动主要来源于电机和叶轮。
4. 振动频谱分析振动频谱分析可以直观地展示水泵振动频率成分。
在本案例中,水泵振动频谱图显示,振动频率主要集中在50Hz及其倍频,这与电机转速有关。
四、水泵振动原因分析1. 电机问题电机问题可能导致水泵振动,如电机不平衡、轴承磨损、定子线圈故障等。
在本案例中,振动相位分析显示水泵振动主要来源于电机和叶轮,因此,电机问题可能是导致水泵振动的主要原因。
2. 叶轮问题叶轮问题也可能导致水泵振动,如叶轮不平衡、叶轮磨损、叶轮变形等。
蚀性气体或液体需要做好防护措施。
同时,由于控制系统含有精密仪器,安装前,还需要对这些仪器仪表进行质量检验和精度校准,保证计量时的准确度,并加装必需的保护装置,保障人身和设备安全,保障电气设备可靠运行。
安装完成后,需要对设备进行合理地维护,针对设备缺陷有有效的应对方案,同时保证设备检修的及时性和效率,提高电力系统的可靠性和稳定性。
参考文献[1]齐书可.电气设备自动化控制中PLC技术的应用研究[J].科技经济市场,2019(1):4-5.[2]李建奇.电气设备自动控制系统中的PLC技术运用[J].无线互联科技,2018,15(24):131-132,135.[3]徐小燕.电气设备的自动控制设计[J].科技资讯,2018,16(33):57-58.[4]董敏.电气设备安装及调试过程中质量控制措施[J].低碳世界,2018(11):38-39.[5]王辉.关于电气调试中电子电路的干扰问题分析[J].计算机产品与流通,2018(9):73.[6]王维平.变电站的电气设备安装和调试经验谈[J].智能城市,2018,4(17):149-150.〔编辑叶允菁〕转动设备振动频谱分析案例韩国良(大庆炼化公司电仪运行中心,黑龙江大庆163000)摘要:旋转机械广泛应用振动信号进行诊断的方法不仅简便可行,而且经过不断实践、研究,积累的经验和技术已经比较成熟。
当一台设备发生振动故障时,为了准确快速地寻找故障原因,解决振动问题,就需要采集振动信号,运用频谱分析方法来进行分析。
本文通过一些实际案例来说明如何进行振动频率分析、故障诊断、处理。
关键词:频谱;不平衡;不对中;基础刚性不足中图分类号:TQ053文献标识码:B DOI:10.16621/ki.issn1001-0599.2019.07D.1350引言在化工生产中由机械振动引起的设备损坏率很高,设备损坏的严重程度又与振动的大小有直接关系。
而振动信号中又包含着丰富的设备状态信息,通过振动采集设备可以采集到设备振动的时域波形,再通过傅里叶变换转换成频域谱图,通过频域谱图就可以发现一些设备运行的特征频率,不同的特征频率往往对应着一定的故障类别。
振动大实例与原因分析 Company number:【0089WT-8898YT-W8CCB-BUUT-202108】1倍频振动大除了动平衡还应检查什么据统计,有19%的设备振动来自动不平衡即一倍频,而产生动不平衡有很多原因。
现场测量的许多频谱结果也多与机器的一倍频有关系,下面仅就一倍频振动增大的原因进行分析。
一、单一一倍频信号转子不平衡振动的时域波形为正弦波,频率为转子工作频率,径向振动大。
频谱图中基频有稳定的高峰,谐波能量集中于基频,其他倍频振幅较小。
当振动频率小于固有频率时,基频振幅随转速增大而增大;当振动频率大于固有频率时,转速增加振幅趋于一个较小的稳定值;当振动频率接近固有频率时机器发生共振,振幅具有最大峰值。
由于通常轴承水平方向的刚度小,振动幅值较大,使轴心轨迹成为椭圆形。
振动强烈程度对工作转速的变化很敏感。
1.力不平衡频谱特征为振动波形接近正弦波,轴心轨迹近似圆形;振动以径向为主,一般水平方向幅值大于垂直方向;振幅与转速平方成正比,振动频率为一倍频;相位稳定,两个轴承处相位接近,同一轴承水平方向和垂直方向的相位差接近90度。
2.偶不平衡频谱特征为振动波形接近正弦波,轴心轨迹近似圆形;在两个轴承处均产生较大的振动,不平衡严重时,还会产生较大的轴向振动;振幅与转速平方成正比,振动频率以一倍频为主,有时也会有二、三倍频成分;振动相位稳定,两个轴承处相位相差180度。
3.动不平衡频谱特征为振动波形接近正弦波,轴心轨迹近似圆形;振动以径向为主,振幅与转速平方成正比,频率以一倍频为主;振动相位稳定,两个轴承处相位接近。
4.外力作用下(旋转)产生的共振各个零部件、结构件在外力作用下所产生的固有共振为自激振动,其频率与不同的结构对应,即刚度不同引起的不同共振。
频谱特征为时域波形为正弦波,振动频率以一倍频为主。
二、相关一倍频信号1.转子永久弯曲振动类似于动不平衡和不对中,以一倍转频为主,也会产生二倍转频振动;振动随转速增加很快;通常振幅稳定,轴向振动较大,两支承处相位相差180度。
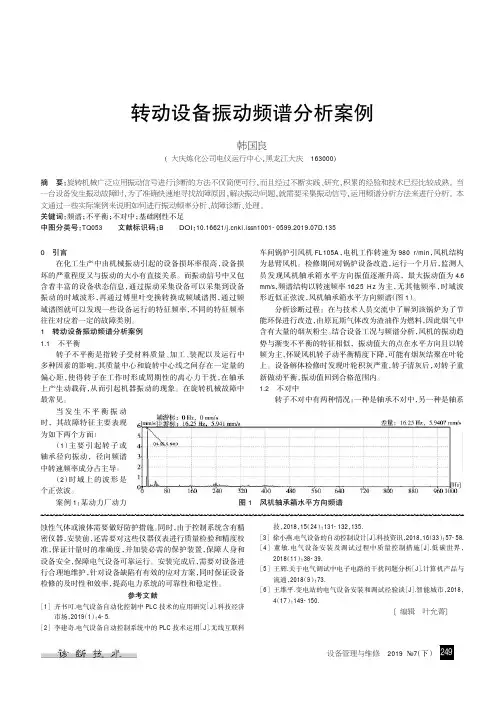
类型A频谱是机器地脚,底板或基础的结构松动/减弱引起的,或者由基础上恶化的水泥浆,松动的地脚螺栓、或者框架或者基础变形(即软脚)引起的。
相位分析可以揭示在螺栓、机器地脚、基础底板或者基础本身垂直方向测量之间的相位差约90度到180度。
类型B频谱通常是由螺栓松动引、框架结构或轴承座裂纹引起的。
类型C频谱通常是由零部件之间配合不良引起的,由于松动的零部件对转子的动态力产生非线性的响应,所以,将产生许多谐波频率。
引起时域波形截断和在频谱中提高噪声地平。
类型C往往是由轴承衬套在其盖内松动、轴承松动和在轴上旋转。
滑动轴承或滚动轴承间隙过大,叶轮在轴上松动等引起的。
类型C的振动相位往往是不稳定的,这一次测量到下一次测量可能变化很大,尤其是如果转子在轴上的位置从这一次到下一次起动漂移的话。
机械松动往往是非常定向的,在一个轴承座的径向方向每隔30度测量的振动值完全不同。
而且,松动往往引起精确的1/2倍或1/3倍转速频率的亚谐波频率(0.5、1.5、2.5等等)
类型A 类型B 类型C
案例分析:
对数谱
设备:电机-联轴器-水泵(多级泵、两端支撑)
现状:电机轴承频繁损坏(运转一周左右),设备不能正常备用。
根据奇数倍频及其谐波高于偶数倍频及现场情况,诊断为基础故障。
现场检查情况:水泵侧地脚螺栓没有正常栽在水泥基础里,而是焊接在基础之上的铁板上。
重新制作基础及地脚螺栓后,设备运行正常。
2023-11-10contents •频谱分析仪基础知识•频谱分析仪操作方法•频谱分析仪高级应用•频谱分析仪维护与保养•常见问题及解决方案•实际应用案例分享目录频谱分析仪基础知识频谱分析仪简介频谱分析仪是一种用于测量信号频率、幅度和相位等参数的电子测试仪器。
它能够将输入信号按照频率进行分解,并测量每个频率分量的幅度和相位等信息。
频谱分析仪广泛应用于雷达、通信、电子对抗、电子侦察等领域。
频谱分析仪的工作原理将输入信号通过混频器与本振信号进行混频,得到一系列中频信号,再经过中放和检波等处理后得到频域数据。
通过FFT技术对中频信号进行处理,得到频域数据,从而得到输入信号的频率、幅度和相位等信息。
频谱分析仪通常采用快速傅里叶变换(FFT)技术对输入信号进行频谱分析。
频谱分析仪的种类和用途频谱分析仪按照工作原理可以分为实时频谱分析仪和扫频式频谱分析仪等。
实时频谱分析仪可以实时监测信号的变化,适用于雷达、通信等领域的信号监测和分析。
扫频式频谱分析仪可以对一定范围内的频率进行扫描测量,适用于电子对抗、电子侦察等领域。
频谱分析仪操作方法连接设备030201启动频谱分析仪调整设置选择测量模式根据测试需求,设置合适的扫描范围、分辨率带宽等参数。
设置扫描参数设置显示参数观察实时数据在显示器上观察实时测量数据,记录需要的数据。
开始测量按下测量按钮,开始进行信号测量。
分析数据根据测量结果,进行分析和计算,得出结论。
记录和分析数据频谱分析仪高级应用频率范围分辨率带宽设置频率范围和分辨率带宽信号质量信号稳定性观察信号的质量和稳定性频率分析对信号进行频率分析,包括频率成分、谐波分量、调制频率等参数的测量和分析。
模式识别通过对信号的特征提取和模式识别,对信号进行分类和鉴别,对于未知信号,可以通过模式识别技术进行信号源的判断和识别。
进行频率分析和模式识别频谱分析仪维护与保养清洁和保养内部部件检查和更换部件检查射频系统检查机械部件检查光学系统03避免极端温度存储和运输注意事项01存储环境02运输防护常见问题及解决方案如何解决无法启动的问题?电源故障检查电源插头是否牢固连接在电源插座上,确保电源线不损坏。
设备振动故障诊断与分析摘要:振动设备在能源、动力、化工等行业广泛应用,是工厂生产流程中不可或缺的组成部分。
本文简要介绍旋振动设备故障诊断的基础知识以及不同诊断方法的应用;同时,也结合部分实际案例进行分析,体现不同的分析方式在不同故障分析中的应用。
关键词:设备振动;故障诊断1、引言振动设备的故障诊断,主要以振动监测的数据分析为主,实现对振动设备振动的实时监测、管理和分析,以便及时采取有效措施,提高设备的安全可靠性,保证安全生产。
引起设备振动过大的原因很多,对于一些使用滚动轴承的设备,常见的故障原因包括轴承磨损或损坏、联轴器不对中、安装缺陷等,对于使用滑动轴承的设备,例如汽轮机,常见的故障原因有:转子不平衡、轴弯曲、油膜涡动、油膜振荡、机械松动、摩擦、轴裂纹等等。
针对上述常见故障,常用的诊断方式是频谱分析。
2、故障诊断的常用图谱及分析2.1 伯德(Bode)图伯德图是反映机械振动幅值、相位随转速变化的关系曲线。
从图形我们可以得到以下信息:1)转子系统在各种转速下的振幅和相位;2)转子系统的临界转速;3)转子系统的共振放大系数4)转子的振型;5)系统的阻尼大小;6)转子是否发生了热弯曲。
伯德图在故障诊断中,常用于汽轮机启停阶段的数据分析。
对于此分析图实际需要电涡流传感器测量轴的振动数据,键相传感器测量相位数据以及转速传感器测量转速。
2.2 轴心轨迹图轴心轨迹一般是指转子的轴心相对于轴承座在与轴线垂直的平面内的运动轨迹。
通常,转子振动信号中除了包含由不平衡引起的基频振动成分之外,还存在由于油膜涡动、油膜振荡、气体激振、摩擦、不对中、啮合等等原因引起的分数谐波振动、高次谐波振动等等各种复杂的振动成分,使得轴心轨迹的形状表现出各种不同的特征。
轴心轨迹是电厂汽轮机故障分析中不可或缺的手段,对于此分析图实际需要互成90度的电涡流传感器分别从2个方向测量轴的振动,键相传感器测量相位。
2.3 轴心位置图轴心位置图用来显示轴中心相对于轴承中心的位置。
【案例12-1】某电厂300MW机组启停机过程中低压转子#3轴承轴振动大问题分析和处理1机组简介和振动情况某电厂5号机组系哈尔滨汽轮机厂和哈尔滨电机厂引起美国西屋公司技术生产的300MW机组。
机组配备美国本特利公司生产的3500型汽轮机安全监视系统(TSI),其中在每个轴承垂直中分面左、右45各装有两个涡流传感器测量转子相对振动,各轴承处的涡流传感器通过长套筒安装,套筒的前端是固定传感器的螺纹,后端固定在轴承盖上,引线从套筒中心孔引出。
1995年1月,5号机组在新机调试中首次启机过程中,当转速在2650~2700r/min时,#3轴承X方向轴振超过254μm,引发跳机。
后解除该测点的保护继续冲转,仍在该转速范围出现明显峰值、且峰值较陡,达到470μm,相位变化近180,基本为基频成分。
图12-3所示机组启停机过程#3轴承X方向轴振动波特曲线。
图12-3启停机过程#3轴承X方向轴振动波特曲线2振动原因分析和处理由于机组低压转子临界转速在1610r/min左右,显然2650~2700r/min不是临界转速频率。
而且,在2650~2700r/min转速范围#3轴承Y方向轴振测点和座振都没有振动响应峰值,说明该转速频率也不是#3轴承座结构的固有频率。
考虑到涡流传感器的固定方式,判断该转速频率可能是#3轴承X方向轴振动传感器固定套筒的固有频率。
因此,振动峰值不是轴系的真实振动状态。
鉴于振动是由于传感器固定套筒发生了结构共振引起的,所以现场对原固定套筒进行加固处理,以增加套筒的刚度,提高固有频率。
通过两次加固,在随后的启机过程中再未出现类似的振动峰值现象。
3结论和评述本机组启、停机过程中#3轴承X方向轴振动出现响应峰值是由于测振传感器套筒发生结构共振引起的,并不是真实的轴系振动,通过现场加固以增加套筒固有频率,使其数值提高到工作转速以上可以避免这种现象的发生。
事实上,国内已有十多台300MW机组启停机过程中都发生过类似的测振套筒结构共振故障。