数控机床典型机械结构概述
- 格式:pptx
- 大小:3.72 MB
- 文档页数:77
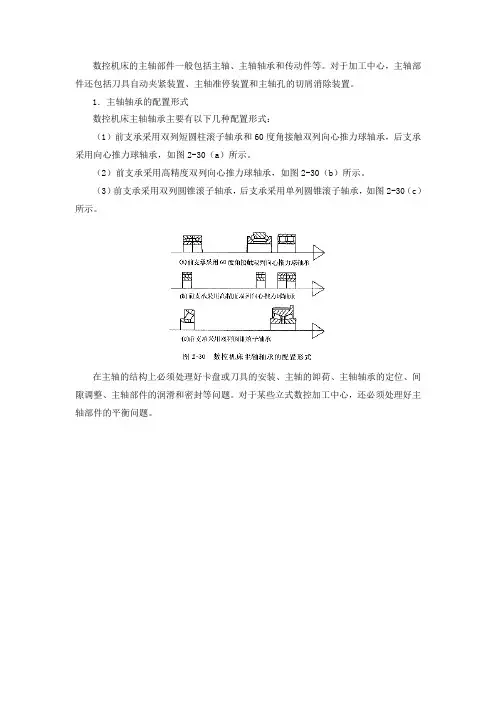
数控机床的主轴部件一般包括主轴、主轴轴承和传动件等。
对于加工中心,主轴部件还包括刀具自动夹紧装置、主轴准停装置和主轴孔的切屑消除装置。
1.主轴轴承的配置形式数控机床主轴轴承主要有以下几种配置形式:(1)前支承采用双列短圆柱滚子轴承和60度角接触双列向心推力球轴承,后支承采用向心推力球轴承,如图2-30(a)所示。
(2)前支承采用高精度双列向心推力球轴承,如图2-30(b)所示。
(3)前支承采用双列圆锥滚子轴承,后支承采用单列圆锥滚子轴承,如图2-30(c)所示。
在主轴的结构上必须处理好卡盘或刀具的安装、主轴的卸荷、主轴轴承的定位、间隙调整、主轴部件的润滑和密封等问题。
对于某些立式数控加工中心,还必须处理好主轴部件的平衡问题。
2.主轴的自动装夹和切屑消除装置在加工中心上,为了实现刀具在主轴上的自动装卸,其主轴必须设计有自动夹紧机构。
例如自动换刀数控立式镗铣床(JCS-018)的主轴部件如图2-31所示。
3.主轴准停装置加工中心的主轴部件上设有准停装置,其作用是使主轴每次都准确地停在固定不变的周向位置上,以保证自动换刀时主轴上的端面键能对准刀柄上的键槽,同时使每次装刀时刀柄与主轴的相对位置不变,提高刀具的重复安装精度,从而可提高孔加工时孔径的一致性。
另外,一些特殊工艺要求,如在通过前壁小孔镗内壁的同轴大孔,或进行反倒角等加工时,也要求主轴实现准停,使刀尖停在一个固定的方位上,以便主轴偏移一定尺寸后,使大刀刃能通过前壁小孔进入箱体内对大孔进行镗削。
目前,主轴准停装置很多,主要分为机械式和电气式两种。
JCS-018加工中心采用电气准停装置,其原理见图2-32。
在带动主轴旋转的多楔带轮1的端面上装有一个厚垫片4,垫片上装有一个体积很小的永久磁铁3,在主轴箱箱体的对应于主轴准停的位置上,装有磁传感器2。
当机床需要停车换刀时,数控装置发出主轴停转的指令,主轴电动机立即降速,在主轴以最低转速慢转几圈、永久磁铁3对准磁传感器2时,磁传感器发出准停信号,该信号经放大后,由定向电路控制主轴电动机停在规定的周向位置上。

数控车床结构范文数控车床是一种使用计算机控制系统的机床,通过预先编程的方式,能够自动进行加工,并且实现极高的准确度和效率。
数控车床的结构主要包括机床床身、主轴箱、进给箱和控制系统等部分。
一、机床床身数控车床的床身是整个机床的基础,也是承载所有组件和零部件的主要结构。
床身通常由铸铁或焊接钢板制成,具有足够的刚性和稳定性,能够承受加工过程中的各种力和震动。
床身上通常有V型或者平坦的导轨,用于安装和导向主轴箱和进给箱。
二、主轴箱主轴箱是数控车床上的一个重要部件,主要用于驱动刀具和工件的相对运动。
主轴箱通常由主轴驱动装置、主轴箱壳体、主轴箱传动装置和进给机构等组成。
主轴箱壳体上安装有主轴和主轴伺服电机,主轴通过传动装置和主轴驱动装置相连,用于旋转刀具。
进给机构通常是通过主轴箱内部的螺杆、滑块和导轨等部件来实现刀具和工件的进给运动。
三、进给箱进给箱是数控车床的另一个重要部件,用于控制刀具和工件在加工过程中的进给速度和方向。
进给箱通常由进给伺服电机、进给箱壳体、进给传动装置和进给机构等部分组成。
进给伺服电机通过传动装置与进给机构相连,实现刀具和工件的进给运动。
进给箱壳体上通常装有进给选择器,用户可以通过选择器设定进给模式、进给速度和进给方向等参数。
四、控制系统控制系统是数控车床上最为重要的部分,用于实时控制和监控机床的加工过程。
控制系统通常包括机床控制器、数控软件和人机界面等部分。
机床控制器与数控软件相连,通过预先编程的方式控制数控车床的各种运动和加工参数。
人机界面通常是通过电脑显示屏和键盘等设备,用户可以通过界面输入指令、监控加工过程和调整参数等。
总结:数控车床的结构包括机床床身、主轴箱、进给箱和控制系统等部分。
机床床身是整个机床的基础,具有足够的刚性和稳定性。
主轴箱用于驱动刀具和工件的相对运动,进给箱用于控制刀具和工件的进给速度和方向。
控制系统是整个数控车床的大脑,通过预先编程的方式实现加工过程的控制和监控。
数控机床的机械结构在数控机床进展的最初阶段,其机械结构与通用机床相比没有多大的变化,只是在自动变速、刀架与工作台自动转位与手柄操作等方面作些改变。
随着数控技术的进展,考虑到它的操纵方式与使用特点,才对机床的生产率、加工精度与寿命提出了更高的要求。
数控机床的主体机构有下列特点:1)由于使用了高性能的无级变速主轴及伺服传动系统,数控机床的极限传动结构大为简化,传动链也大大缩短;2)为习惯连续的自动化加工与提高加工生产率,数控机床机械结构具有较高的静、动态刚度与阻尼精度,与较高的耐磨性,而且热变形小;3)为减小摩擦、消除传动间隙与获得更高的加工精度,更多地使用了高效传动部件,如滚珠丝杠副与滚动导轨、消隙齿轮传动副等;4)为了改善劳动条件、减少辅助时间、改善操作性、提高劳动生产率,使用了刀具自动夹紧装置、刀库与自动换刀装置及自动排屑装置等辅助装置。
根据数控机床的适用场合与机构特点,对数控机床结构因提出下列要求:一、较高的机床静、动刚度数控机床是按照数控编程或者手动输入数据方式提供的指令自动进行加工的。
由于机械结构(如机床床身、导轨、工作台、刀架与主轴箱等)的几何精度与变形产生的定位误差在加工过程中不能人为地调整与补偿,因此,务必把各处机械结构部件产生的弹性变形操纵在最小限度内,以保证所要求的加工精度与表面质量。
为了提高数控机床主轴的刚度,不但经常使用三支撑结构,而且选用钢性很好的双列短圆柱滚子轴承与角接触向心推力轴承铰接出相信忒力轴承,以减小主轴的径向与轴向变形。
为了提高机床大件的刚度,使用封闭界面的床身,并使用液力平衡减少移动部件因位置变动造成的机床变形。
为了提高机床各部件的接触刚度,增加机床的承载能力,使用刮研的方法增加单位面积上的接触点,并在结合面之间施加足够大的预加载荷,以增加接触面积。
这些措施都能有效地提高接触刚度。
为了充分发挥数控机床的高效加工能力,并能进行稳固切削,在保证静态刚度的前提下,还务必提高动态刚度。
数控机床进给系统机械结构数控机床进给系统,尤其是轮廓控制系统,必须对进给运动的位置和运动的速度两个方面同时实现自动控制,典型数控机床闭环控制的进给系统,通常由位置比拟和放大单元、驱动单元、机械传动装置及检测反应元件等几局部组成。
机械传动装置是指将驱动源旋转运动变为工作台直线运动的整个机械传动链,包括减速装置、转动变移动的丝杠螺母副及导向元件等。
为确保数控机床进给系统的传动精度、灵敏度和工作稳定性,数控机床一般采用低摩擦的传动副,如减摩滑动导轨、滚动导轨及静压导轨、滚珠丝杠等。
1.滚珠丝杠螺母副滚珠丝杠螺母副是回转运动与直线运动相互转换的传动装置,在数控机床上得到了广泛的应用。
它的结构特点是在具有螺旋槽的丝杠螺母间装有滚珠作为中间传动元件,以减少摩擦。
工作原理如图4-7所示。
图中丝杠和螺母上都加工有圆弧形的螺旋槽,当它们对合起来就形成了螺旋滚道。
在滚道内装有滚珠,当丝杠与螺母相对运动时,滚珠沿螺旋槽向前滚动,在丝杠上滚过数圈以后通过回程引导装置,逐个地又滚回到丝杠和螺母之间,构成一个闭合的回路管道。
图4-7 滚珠丝杠副的原理图滚珠丝杠副的优点是摩擦系数小,传动效率高, 可达~,所需传动转矩小;灵敏度高,传动平稳,不易产生爬行,随动精度和定位精度高;磨损小,寿命长,精度保持性好;可通过预紧和间隙消除措施提高轴向刚度和反向精度;运动具有可逆性,不仅可以将旋转运动变为直线运动,也可将直线运动变为旋转运动。
缺点是制造工艺复杂,本钱高,在垂直安装时不能自锁,因而需附加制动机构。
〔1〕滚珠丝杠螺母副的结构滚珠的循环方式有外循环和内循环两种。
滚珠在返回过程中与丝杠脱离接触的为外循环;滚珠在循环过程中与丝杠始终接触的为内循环。
在内、外循环中,滚珠在同一个螺母上只有一个回路管道的叫单循环,有两个回路管道的叫双列循环。
循环中的滚珠叫工作滚珠,工作滚珠所走过的滚道圈数叫工作圈数。
外循环滚珠丝杠副按滚珠循环时的返回方式主要有插管式和螺旋槽式。