生料均化技术资料共46页文档
- 格式:ppt
- 大小:4.13 MB
- 文档页数:46
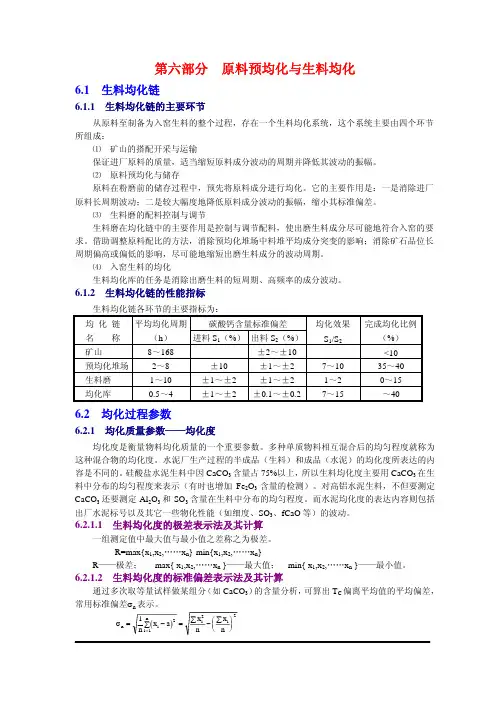
CP均化库培训第一节生料均化技术一、基本概念:(一)、物料的均化1、均化:通过采用一定的工艺措施,达到降低物料的化学成分波动振幅,使物料的化学成分均匀一致的过程。
2、均化的意义:均化是保证熟料质量、产量及降低消耗的基本措施和前提条件,也是稳定出厂水泥质量的重要途径。
3. 生料的均化:粉磨后的生料通过合理搭配或气力搅拌等方式,使其成分趋于均匀一致的过程。
(二)、评价物料均匀性的指标1、标准偏差标准偏差是一项表示物料成分均匀性的指标,其值越小,成分越均匀。
2、均化效果均化效果指均化前物料的标准偏差与均化后物料的标准偏差之比。
用H 表示,H越大,表示均化效果越好。
第二节均化方式一、均化在封闭的圆库内完成气力均化,包括:间歇式、双层式、连续式、多料流式,它们均化效果好,投资高,一般大厂采用。
二、生料均化库的发展:20世纪50年代前,主要靠机械倒库,动力消耗大,均化效果不好.因生料浆易于搅匀,当时积极发展湿法生产。
50年代初期,间歇式空气搅拌库开始迅速发展;60年代,双层库(上层搅拌库,下层储存库)出现;70年代德国缪勒、伊堡、克拉得斯·彼特斯等公司研究开发了多种连续式均化库,随后伊堡、伯力休斯、史密斯公司又研发了多料流式均化库。
三、间歇式均化库1、组成:生料搅拌库(一般设两个以上)、储存库(一般设一个,但容积较大)。
2、特点:均化效果(H)高,但耗电量大,多库间歇作业。
3、均化原理:压缩空气经库底充气装置的透气层进入库内的料层,使库内料粉松动并呈流态化。
库底充气装置各区按一定规律改变进气压力或进气量,会使已呈流态化的粉料也按同样的规律产生上下翻滚和激烈搅拌,从而使全库生料得到充分混合,最终达到成分均匀一致的目的。
4、充气装置(充气箱):(1)形式:扇形、环形、条形等,如图:(2)充气装置示意图:其透气层材质:陶瓷多孔板、水泥多孔板、涤纶或尼龙等化纤织物。
(3)充气方式:1、强气充气法:先在全区域同时低压充气10~15min,使库内生料膨胀,然后在充气区通入足够的压缩空气,其余区不充气,每隔10~15min轮换一次,如此重复,直至库内生料均匀性符合要求。
均化技术1. 物料的均化与预均化通过采用一定的工艺措施,达到降低物料的化学成分波动振幅,使物料的化学成分均匀一致的过程叫均化。
水泥生产过程中各主要环节的均化,是保证熟料质量、产量及降低能耗和各种消耗的基本措施和前提条件,也是稳定出厂水泥质量的重要途径。
实质上,水泥生产的整个过程就是一个不断均化的过程,每经过一个过程都会使原料或半成品进一步得到均化。
就生料的制备而言,原料矿山的搭配开采与搭配使用、原料的预均化、原料配合及粉磨过程中的均化、生料的均化,这四个环节相互组成一条与生料制备系统并存的生料均化系统——生料均化链。
四个环节中最重要的为原料的预均化和生料均化,这两个环节担负着生料均化链全部工作量的80%左右。
原料在存贮、取用过程中,通过采用特殊的堆、取料方式及设施,使原料的化学成分波动范围缩小,为入窑前生料成分趋于均匀一致而做的必要准备过程,通常叫做原料的预均化。
简而言之,所谓原料的预均化就是使原料在粉磨之前所进行的均化。
2. 预均化设备2.1 预均化堆场提高原料预均化效果的主要措施就是采用各类预均化堆场或预均化库来提高原料的预均化效果。
预均化堆场是一种机械化、自动化程度较高的预均化设施。
送入预均化堆场中的成分波动较大的原燃材料,通过采用堆料机连续以薄层叠堆,形成多层(200~500层)堆铺料层的具有一定长度比的料堆;而取料机则按垂直于料堆的纵向实行对成分各异的料层同时切取,完成“平铺直取”,实现各层物料的混合,其标准偏差缩小,从而达到均化的目的。
预均化堆场的布置方式有矩形和圆形两种。
矩形预均化堆场矩形预均化堆场中一般设两个料堆,一个在堆料,另一个在取料,相互交替,每个料堆的储量通常可供工厂使用5~7天。
圆形预均化堆场圆形预均化堆场的料堆为圆环状。
原料由胶带输送机送到堆场的中心上方,用回转悬臂胶带堆料机作往返回转堆料,一般用桥式刮板取料机或桥式圆盘取料机取料。
在料堆的开口处,一端在连续堆料,另一端在连续取料。
生料的均化就是要使出磨生料在入窑前得到进一步均化,减小各种成分的波动,以保证入窑生料的质量,从而稳定和提高熟料的质量。
生料的均化有气力均化和机械均化。
气力均化是通过空气搅拌使物料混合实现均化的;机械均化是利用生料自身的重力作用切割料层,并通过机械混合实现均化的。
常见的气力均化有间歇式均化库、连续式均化库;机械均化有多库搭配和机械倒库等。
间歇式均化库系统的均化效果最好,连续式均化库系统次之,机械均化库系统的均化效果较低。
多库搭配的均化效果较差,难以满足生料质量的要求,一般来说,生料的均化至少应做到机械倒库。
水泥的均化也是不可缺少的重要工艺环节。
我国水泥企业质量管理规程规定,水泥28d抗压强度的标准偏差应不大于1.65MPa,这不但保证了水泥强度的稳定,而且保证了其它质量指标(安定性、细度、凝结时间、有害化学成分等)均趋稳定。
也为水泥制品、构件、建筑工程质量提供了方便和保证。
水泥均化与生料均化同属粉状物料均化,可用简单的均化手段(如:多库搭配、机械倒库等)均化,也可以用先进复杂的均化方法,如:间歇式空气搅拌库、连续式空气搅拌库等。
2间歇式均化库系统2.1工作原理间歇式均化库系统一般由空气搅拌库、储存库和空气压缩机组构成。
物料进入间歇式空气搅拌库,达到一定高度后,停止进料,透过库底充气箱向库内通入高压空气,使库内物料流态化,并在空气动力的作用下上下翻滚,经过一定时间的充气搅拌,库内物料得到充分混合,从而达到均化的目的,均化后的物料经化验合格后送入储存库。
2.2工艺布置和技术要点空气搅拌库的库底充气箱采取分区布置,充气箱的分区有扇形、条形和环形三种基本型式。
通过控制各区进气阀门的开闭,可以给各区交替充气(强气流法)或改变各区的充气压力(强弱气流法),使物料产生不同的翻滚效果。
充气箱有钢板充气箱和混凝土充气箱,多数采用前者,便于安装和检修、密封性好。
空气搅拌的操作控制有人工控制、机械控制和自动控制。
人工控制是由操作工人按规定要求,开闭各区的进气阀门;机械控制是通过回转式空气分配器控制各区的进气;自动控制多采用电动阀或电磁阀加时间继电器系统控制各区的进气。

均化技术1. 物料的均化与预均化通过采用一定的工艺措施,达到降低物料的化学成分波动振幅,使物料的化学成分均匀一致的过程叫均化。
水泥生产过程中各主要环节的均化,是保证熟料质量、产量及降低能耗和各种消耗的基本措施和前提条件,也是稳定出厂水泥质量的重要途径。
实质上,水泥生产的整个过程就是一个不断均化的过程,每经过一个过程都会使原料或半成品进一步得到均化。
就生料的制备而言,原料矿山的搭配开采与搭配使用、原料的预均化、原料配合及粉磨过程中的均化、生料的均化,这四个环节相互组成一条与生料制备系统并存的生料均化系统——生料均化链。
四个环节中最重要的为原料的预均化和生料均化,这两个环节担负着生料均化链全部工作量的80%左右。
原料在存贮、取用过程中,通过采用特殊的堆、取料方式及设施,使原料的化学成分波动范围缩小,为入窑前生料成分趋于均匀一致而做的必要准备过程,通常叫做原料的预均化。
简而言之,所谓原料的预均化就是使原料在粉磨之前所进行的均化。
2. 预均化设备2.1 预均化堆场提高原料预均化效果的主要措施就是采用各类预均化堆场或预均化库来提高原料的预均化效果。
预均化堆场是一种机械化、自动化程度较高的预均化设施。
送入预均化堆场中的成分波动较大的原燃材料,通过采用堆料机连续以薄层叠堆,形成多层(200~500层)堆铺料层的具有一定长度比的料堆;而取料机则按垂直于料堆的纵向实行对成分各异的料层同时切取,完成“平铺直取”,实现各层物料的混合,其标准偏差缩小,从而达到均化的目的。
预均化堆场的布置方式有矩形和圆形两种。
矩形预均化堆场矩形预均化堆场中一般设两个料堆,一个在堆料,另一个在取料,相互交替,每个料堆的储量通常可供工厂使用5~7天。
圆形预均化堆场圆形预均化堆场的料堆为圆环状。
原料由胶带输送机送到堆场的中心上方,用回转悬臂胶带堆料机作往返回转堆料,一般用桥式刮板取料机或桥式圆盘取料机取料。
在料堆的开口处,一端在连续堆料,另一端在连续取料。