生料均化库
- 格式:xls
- 大小:83.00 KB
- 文档页数:2

第二部分生料均化库及入窑系统工艺技术操作标准1. 概述生料均化及入窑系统由生料均化库(子项号1243)及生料入窑(子项号1252)组成。
生料均化库采用一座∮18×51m多流生料均化库(MF库),库内储存料10000吨,衡量该库的主要指标为连续三天出库生料的CaCO3标准偏差S≤±0.2 %,或者库的均化值H≥7。
生料入窑系统由称量仓,流量调节阀门,固体流量计等组成,该系统可利用称量仓对流量计进行在线校正,以保证窑喂料计量精度。
为保证正常生产,提高设备和系统的运转率,操作人员必须在掌握本标准内容的基础上,掌握每台设备的性能和操作要领,以便在实际操作中随时解决出现的问题。
2. 主要工艺设备介绍(见附表)3. 工艺流程及作业原理(工艺流程简图见附图)3.1 生料均化库出MPS立磨的生料经螺旋输送机输送到位于库侧的气力提升泵,该提升泵由设于库底的罗茨风机供气。
生料经气力提升泵送料管送入库均化。
MF库均化及卸料气源来自设于库底的四台罗茨风机(1243-22、25) (其中二台备用)。
均化库均化后的生料经库底卸料装置(1243-21) 及螺旋输送机送到生料入窑系统。
库底螺旋输送机为可逆输送设备,停窑时,可将原料磨电除尘器收下的生料经提升机(1243-33)和气力提升泵送回均化库,停窑期间螺旋输送机也可用于倒库。
MF库属多流重力连续式生料均化系统,其作业意图是尽可能使物料在卸料过程中产生良好的料流重力混合作用。
均化库为新型MF库,库底充气由可编程序控制器来实现。
基本原理如下:当均化库投入运行时,中心室总是充气,而环形区是否充气取决于中心室内生料料位的高低。
3.2 生料入窑从生料库底二套卸料装置卸出的生料粉(通常一套用,另一套备用)经螺旋输送机(1251-1)、斗式提升机(1252-3、4)(其中一台备用)送入称量仓(1252-6)。
称量仓底设有一套卸料装置(1252-7),其中手动截止阀用于设备维护,气动截止阀用于截止料流,电动流量控制阀用于调节窑喂料量。
CP均化库培训第一节生料均化技术一、基本概念:(一)、物料的均化1、均化:通过采用一定的工艺措施,达到降低物料的化学成分波动振幅,使物料的化学成分均匀一致的过程。
2、均化的意义:均化是保证熟料质量、产量及降低消耗的基本措施和前提条件,也是稳定出厂水泥质量的重要途径。
3. 生料的均化:粉磨后的生料通过合理搭配或气力搅拌等方式,使其成分趋于均匀一致的过程。
(二)、评价物料均匀性的指标1、标准偏差标准偏差是一项表示物料成分均匀性的指标,其值越小,成分越均匀。
2、均化效果均化效果指均化前物料的标准偏差与均化后物料的标准偏差之比。
用H 表示,H越大,表示均化效果越好。
第二节均化方式一、均化在封闭的圆库内完成气力均化,包括:间歇式、双层式、连续式、多料流式,它们均化效果好,投资高,一般大厂采用。
二、生料均化库的发展:20世纪50年代前,主要靠机械倒库,动力消耗大,均化效果不好.因生料浆易于搅匀,当时积极发展湿法生产。
50年代初期,间歇式空气搅拌库开始迅速发展;60年代,双层库(上层搅拌库,下层储存库)出现;70年代德国缪勒、伊堡、克拉得斯·彼特斯等公司研究开发了多种连续式均化库,随后伊堡、伯力休斯、史密斯公司又研发了多料流式均化库。
三、间歇式均化库1、组成:生料搅拌库(一般设两个以上)、储存库(一般设一个,但容积较大)。
2、特点:均化效果(H)高,但耗电量大,多库间歇作业。
3、均化原理:压缩空气经库底充气装置的透气层进入库内的料层,使库内料粉松动并呈流态化。
库底充气装置各区按一定规律改变进气压力或进气量,会使已呈流态化的粉料也按同样的规律产生上下翻滚和激烈搅拌,从而使全库生料得到充分混合,最终达到成分均匀一致的目的。
4、充气装置(充气箱):(1)形式:扇形、环形、条形等,如图:(2)充气装置示意图:其透气层材质:陶瓷多孔板、水泥多孔板、涤纶或尼龙等化纤织物。
(3)充气方式:1、强气充气法:先在全区域同时低压充气10~15min,使库内生料膨胀,然后在充气区通入足够的压缩空气,其余区不充气,每隔10~15min轮换一次,如此重复,直至库内生料均匀性符合要求。
生料均化库存计算公式生料均化库是水泥生产过程中的一个重要环节,而生料均化库存计算公式则是确保生产顺利进行和质量稳定的关键工具。
咱先来说说为啥生料均化库这么重要。
想象一下,水泥生产就像做饭,生料就好比各种食材,如果这些“食材”的成分和质量参差不齐,那做出来的“饭”——也就是水泥,质量能好吗?所以生料均化库就像是一个大“搅拌器”,把不同批次、不同成分的生料充分混合均匀,保证最终产品的质量稳定可靠。
那这个生料均化库存计算公式到底是咋回事呢?简单来说,它就是通过一系列的数学运算,来确定生料在均化库中的库存量、进出量以及均化效果等关键指标。
比如说,有一个水泥生产厂,它的生料均化库容量是 1000 吨。
在某一段时间内,入库的生料量是每天200 吨,出库的量是每天150 吨。
这时候,咱们就可以用公式来算算库里的生料到底还有多少。
假设我们用“库存量 = 初始库存量 + 入库量 - 出库量”这个公式。
如果初始库存量是 300 吨,那经过 5 天,库存量就是 300 + (200×5) - (150×5) = 300 + 1000 - 750 = 550 吨。
可别小看这个公式,实际生产中情况要复杂得多。
有时候生料的成分会变化,有时候进出库的速度不稳定,这都需要我们根据具体情况灵活运用公式,还要结合实际的检测数据来不断调整和优化。
我曾经在一个水泥厂里工作过,就碰到过因为生料均化库存计算不准确导致的问题。
当时厂里新来了一个负责计算的小伙子,对这个公式掌握得还不太熟练。
有一次,他算出来的库存量和实际情况相差很大,结果导致生产线上的生料供应出现了短缺,整个生产线不得不暂停了一段时间。
那损失可不小啊!从那以后,厂里加强了对相关人员的培训,确保每个人都能熟练掌握生料均化库存计算公式,再也没出现过类似的问题。
所以说,掌握好生料均化库存计算公式,对于水泥生产企业来说真的太重要了。
它不仅能保证生产的正常进行,还能提高产品的质量,降低成本,增加企业的效益。
使用生料均化库的注意事项什么是生料均化库?生料均化库(Raw Material Homogenization Library)是一种用于原材料均化处理的设备。
生料均化库的主要作用是在把各种原材料输入到生料库内后,通过其设计的装置和技术,均匀地混合各种原材料,使其成为一定比例、混合均匀的生料。
为什么要使用生料均化库?使用生料均化库主要有以下几个好处:1.调节原材料成分比例。
通过生料均化库,可以将各种原材料按照合适的比例混合,达到生产所需的产品质量和成分要求。
2.提高原材料利用率。
生料均化库可以将各种原材料充分混合,减少了不同原材料之间的浪费,提高了原材料利用率。
3.提高产品质量。
合理的原材料成分比例和混合方式,可以避免不同原材料之间的变化对最终产品质量的影响,保证了最终产品的质量稳定性。
因此,在生产中使用生料均化库是非常有必要的。
使用生料均化库需要注意什么?在使用生料均化库的过程中,需要注意以下几个问题:1. 生料库的选择在选购生料均化库时,要考虑所生产的产品所需要的原材料成分和性质,选择适合自己的生料库类型和型号。
不同的生料库类型和型号适用的原材料成分和性质不同,因此,在选择生料库时,需要根据实际情况进行选择。
2. 生料转运在将原材料进行转运和进料时,需要保持原材料的稳定性和干燥性,避免袋装原材料打穿、倒泄或者潮湿等问题产生。
在转运和进料过程中,应该保证设备和人员安全,并严格遵守相关的安全操作规程。
3. 生料均化库的维护在使用生料均化库的过程中,需要定期对设备进行检查和维护,保证设备的正常运转。
特别是对于重要的部位,例如轴承、链轮等,需要进行润滑和加油,以保证其正常的运转和寿命。
4. 清洗消毒为了保证原材料的卫生和安全,需要定期对生料均化库进行清洗和消毒。
在清洗和消毒时,应该使用合适的清洗剂和消毒剂,并进行充分的漂洗和干燥,以避免污染原材料。
5. 安全操作在操作生料均化库时,应该注意设备本身的安全性和人身安全。
MF多股流生料均化库操作规程1 生料的特性1.1生料容重:0.7~1.1t/m3;1.2生料温度:<100℃;1.3生料水份:<1%。
2 生料均化库的均化系数单库使用时H=8。
3 使用与操作3.1库的装料多股流库在库顶入料口进料,库顶物料分配器将生料从六个入料口均匀注入库内形成水平料层。
注料前开启库顶收尘系统。
为了保证生料均化库的均化效果,生料均化库内生料的料面高度不应低于有效高度的60%,即库深低于15m时,多股流库内的最低料位开关发出信号,此时应及时开启生料磨;为了使收尘系统有效工作,多股流库内的最高料位开关发出信号时库的物料上方应留有足够大的空间,料面离库顶最少不能小于2m,此时应及时停止生料磨;若长时间停窑,库内生料应卸空。
3.2 库的卸料3.2.1卸料操作顺序:a)先开启均化库控制柜;b)开启库顶收尘系统;c)开启下道输送设备;d)打开出料口快速切断阀和流量控制阀;e)开启中心室和环形充气区的罗茨风机。
3.2.2设定当前模式:当均化库暂时不卸料时,采用时间模式;当均化库卸料时,采用压力模式。
当前工作模式的转换应由中控操作员通知库底卸料岗位人员在均化库控制柜的计算机上进行操作。
3.2.3充气卸料在时间模式时,均化库不卸料,中心均化仓不充气。
启动环形充气罗茨风机向环形区充气,环形充气卸料区按照A对吹区→缓冲区→B对吹区→缓冲区→C对吹区……循环往复向中心均化仓卸料。
均化库开始卸料时,中控操作员通知库底卸料岗位人员,将时间模式转换为压力模式。
设置均化库中心均化仓低料位压力为20kPa,高料位压力为50 kPa。
中控操作员应首先打开出料口快速切断阀和流量控制阀,再开启中心区的充气罗茨风机。
当中心室压力低于20kPa 时,环形充气卸料区的A对吹区开始向中心室均化仓卸料,当中心室压力达到50kPa时,A对吹区停止向中心均化仓卸料,自动转换到了缓冲区放气。
当中心室压力再次低于20kPa时,环形充气卸料区的B 对吹区开始向中心均化仓卸料,当中心室压力达到50kPa时,B对吹区停止向中心室均化仓卸料,自动转换到了缓冲区放气……循环往复向中心均化仓卸料,中心均化仓始终处于充气卸料状态。
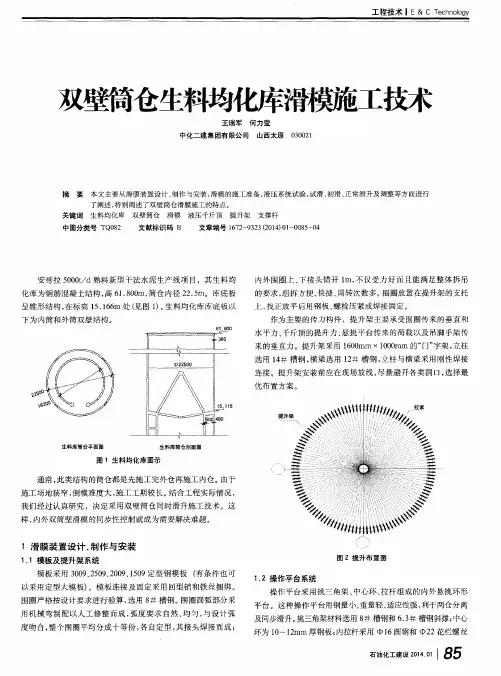
第一节生料均化库筒仓施工方案原料均化筒仓直径15m,高40m,施工中料仓浇筑混凝土垫层灌注于桩顶下5cm,将灌注桩截断后留出的钢筋弯成45 度角,在浇筑砼时锚固在基础中。
在垫层上放线定位后砌240 砖墙做地下砼基础外摸,随砌随回填土并逐层夯实,内侧抹灰、绑扎钢筋,浇砼于基础顶面,并留好筒体部位插筋。
生料仓基础厚达1.5m,砼量为260m3,属大体积混凝土施工,为保证砼连续浇筑,采用2 台固定泵和4 辆砼罐车,其浇筑方式为“分段定点、薄层浇筑、一个坡度、循序渐进、一次到顶”。
筒壁竖向钢筋接头采用电渣压力焊接头,水平筋加工成半圆环形,按设计要求采用冷挤压连接或锥螺纹连接和平螺纹连接。
筒壁采用组合钢模3M 高一段环型钢管及竖向钢管支模,Φ12 钢筋对拉螺栓加固,并用钢丝绳沿外模围囹箍紧,在模中采用车轮辐射钢丝绳拉紧轮箍原理,用钢丝绳拉紧筒壁模板进行找圆,然后用1.5kg 线垂吊直找垂差。
在两料仓间设塔吊将竖向及水平环形钢筋吊于脚手架上,竖向钢筋采用电渣压力焊接头,水平环形钢筋采用套管冷挤压接头,将钢筋绑扎成型后,浇筑砼于筒内圆锥底部。
锥体砼圆台模板采用满堂钢管脚手架支撑。
铺伞型和环形钢管作底模支架,用三层5mm 夹板铺于支架上,找出锥体设计形状后扎双向双层结构受力钢筋并预留孔洞,再在结构受力筋表面铺三层5mm 后夹板,按锥体坡度压放射竖向钢管和水平环形支模钢筋,用对拉螺栓固定后锥体浇筑细石砼,在模上开口振捣,使锥体混凝土与筒体砼成为一体。
锥体根部以上筒壁,钢筋支模方法同下部筒体方法。
脚手架在筒壁埋16#工字钢间距2m,作为悬挑脚手架的承重构件。
通过其他挑、拉、撑、挂成型悬挑脚手架,随筒壁升高而升高,作为水平钢筋运送的通道。
采用泵送砼进行浇筑,布置环形喷淋喷水对混凝土进行养护,并在筒体根部外砌临时圆环集水槽,集住养护水,并排水于集水坑中作为第二水源。
在筒库顶部吊装大型钢结构工字大梁时,采用125t/m,汽车吊与塔吊就位后铺钢板做钢结构顶盖,详见钢结构施工方案。
生料的均化就是要使出磨生料在入窑前得到进一步均化,减小各种成分的波动,以保证入窑生料的质量,从而稳定和提高熟料的质量。
生料的均化有气力均化和机械均化。
气力均化是通过空气搅拌使物料混合实现均化的;机械均化是利用生料自身的重力作用切割料层,并通过机械混合实现均化的。
常见的气力均化有间歇式均化库、连续式均化库;机械均化有多库搭配和机械倒库等。
间歇式均化库系统的均化效果最好,连续式均化库系统次之,机械均化库系统的均化效果较低。
多库搭配的均化效果较差,难以满足生料质量的要求,一般来说,生料的均化至少应做到机械倒库。
水泥的均化也是不可缺少的重要工艺环节。
我国水泥企业质量管理规程规定,水泥28d抗压强度的标准偏差应不大于1.65MPa,这不但保证了水泥强度的稳定,而且保证了其它质量指标(安定性、细度、凝结时间、有害化学成分等)均趋稳定。
也为水泥制品、构件、建筑工程质量提供了方便和保证。
水泥均化与生料均化同属粉状物料均化,可用简单的均化手段(如:多库搭配、机械倒库等)均化,也可以用先进复杂的均化方法,如:间歇式空气搅拌库、连续式空气搅拌库等。
2间歇式均化库系统2.1工作原理间歇式均化库系统一般由空气搅拌库、储存库和空气压缩机组构成。
物料进入间歇式空气搅拌库,达到一定高度后,停止进料,透过库底充气箱向库内通入高压空气,使库内物料流态化,并在空气动力的作用下上下翻滚,经过一定时间的充气搅拌,库内物料得到充分混合,从而达到均化的目的,均化后的物料经化验合格后送入储存库。
2.2工艺布置和技术要点空气搅拌库的库底充气箱采取分区布置,充气箱的分区有扇形、条形和环形三种基本型式。
通过控制各区进气阀门的开闭,可以给各区交替充气(强气流法)或改变各区的充气压力(强弱气流法),使物料产生不同的翻滚效果。
充气箱有钢板充气箱和混凝土充气箱,多数采用前者,便于安装和检修、密封性好。
空气搅拌的操作控制有人工控制、机械控制和自动控制。
人工控制是由操作工人按规定要求,开闭各区的进气阀门;机械控制是通过回转式空气分配器控制各区的进气;自动控制多采用电动阀或电磁阀加时间继电器系统控制各区的进气。
生料均化库工作原理
生料均化库是水泥生产线中的一个重要设备,用于将原材料进行混合、均化和储存,以保证生产线的连续稳定生产。
其基本工作原理如下:
1.原料储存:原材料经过运输到达生料均化库,被储存在库
内的不同仓室中。
2.混合均化:当需要生产水泥时,库内的原材料按照一定比
例和顺序被抽取出来,通过输送系统送入均化器中进行混合均化。
均化器内部安装有特殊的混合装置,可以将原材料进行充分混合和均化,以确保生产出的水泥达到质量要求。
3.储存管理:混合均化后的原材料被送入库内的储料仓进行
储存。
储料仓内部配有物位控制装置和温度控制装置,以确保原材料的储存状态和质量。
此外,生料均化库还配有气流调节装置和除尘装置,以确保库内空气清新、温度适宜,以及防止粉尘污染环境。
需要注意的是,生料均化库的工作原理是非常复杂的,需要考虑原材料的性质、水泥生产工艺、库内温湿度等多个因素的综合影响。
因此,生料均化库的设计和运行需要专业人士进行精密计算和管理,以确保其正常稳定的运行,生产出高质量的水泥产品。