常用数控加工计算公式和最全螺纹标准
- 格式:doc
- 大小:21.00 KB
- 文档页数:6
数控车床螺纹加工编程指令的应用济宁职业技术学院(山东)张玉香在目前的FANUC 和广州数控系统的车床上,加工螺纹一般可采用3 种方法:G32 直进式切削方法、G92直进式固定循环切削方法和G76 斜进式复合固定循环切削方法。
由于它们的切削方式和编程方法不同,造成的加工误差也不同,在操作使用时需仔细分析,以便加工出高精度的零件。
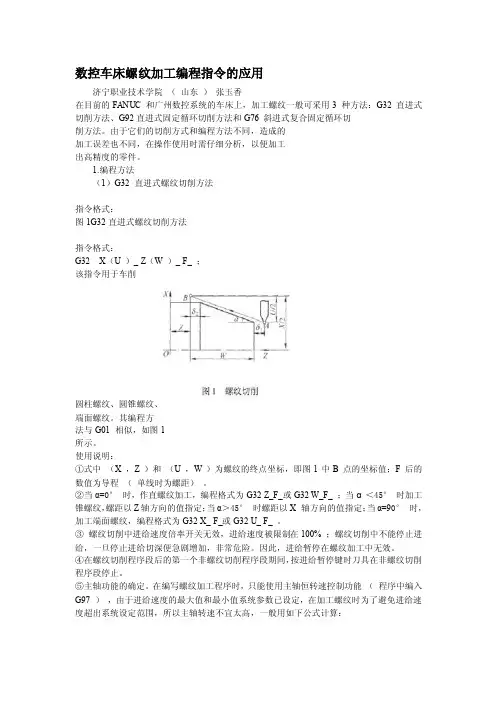
1.编程方法(1)G32 直进式螺纹切削方法指令格式:图1G32直进式螺纹切削方法指令格式:G32 X(U )_ Z(W )_ F_ ;该指令用于车削圆柱螺纹、圆锥螺纹、端面螺纹。
其编程方法与G01 相似,如图1所示。
使用说明:①式中(X ,Z )和(U ,W )为螺纹的终点坐标,即图1 中B 点的坐标值;F 后的数值为导程(单线时为螺距)。
②当α=0°时,作直螺纹加工,编程格式为G32 Z_F_或G32 W_F_ ;当α<45°时加工锥螺纹,螺距以Z轴方向的值指定;当α>45°时螺距以X 轴方向的值指定;当α=90°时,加工端面螺纹,编程格式为G32 X_ F_或G32 U_ F_ 。
③螺纹切削中进给速度倍率开关无效,进给速度被限制在100% ;螺纹切削中不能停止进给,一旦停止进给切深便急剧增加,非常危险。
因此,进给暂停在螺纹加工中无效。
④在螺纹切削程序段后的第一个非螺纹切削程序段期间,按进给暂停键时刀具在非螺纹切削程序段停止。
⑤主轴功能的确定。
在编写螺纹加工程序时,只能使用主轴恒转速控制功能(程序中编入G97 ),由于进给速度的最大值和最小值系统参数已设定,在加工螺纹时为了避免进给速度超出系统设定范围,所以主轴转速不宜太高,一般用如下公式计算:(取)且从粗加工到精加工,主轴转速必须保持恒定。
否则,螺距将发生变化,会出现乱牙。
⑥螺纹起点和终点轴向尺寸的确定。
螺纹加工时应注意在有效螺纹长度的两端留出足够的升速段和降速段,以剔除两端因进给伺服电动机变速而产生的不符合要求的螺纹段,通常:δ=(2~3 )螺距δ=(1~2 )螺距⑦螺纹起点和终点径向尺寸的确定。
数控车床上加工梯形螺纹内容摘要:在数控车床上加工梯形螺纹是一个全新的课题,本文通过对梯形螺纹加工的工艺分析和加工方法的研讨,探索出一套可以在数控车床上加工出合格梯形螺纹的方法在普通车床的生产实习过程中,加工梯形螺纹课题是最基本的实习课题,但在数控车床实习过程中,常常由于加工工艺方面的原因,却很少进行梯形螺纹的加工练习,甚至有人提出在数控车床上不能加工梯形螺纹,显然这种提法是错误的.其实,只要工艺分析合理,使用的加工指令得当,完全可以在数控车床上加工出合格的梯形螺纹.一、梯形螺纹加工的工艺分析1.梯形螺纹的尺寸计算梯形螺纹的代号梯形螺纹的代号用字母“Tr”及公称直径×螺距表示,单位均为mm。
左旋螺纹需在尺寸规格之后加注“LH”,右旋则不用标注。
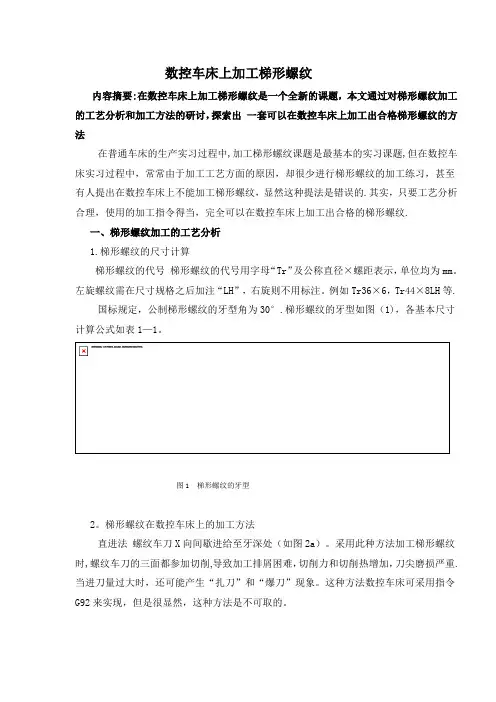
例如Tr36×6,Tr44×8LH等.国标规定,公制梯形螺纹的牙型角为30°.梯形螺纹的牙型如图(1),各基本尺寸计算公式如表1—1。
图1 梯形螺纹的牙型2。
梯形螺纹在数控车床上的加工方法直进法螺纹车刀X向间歇进给至牙深处(如图2a)。
采用此种方法加工梯形螺纹时,螺纹车刀的三面都参加切削,导致加工排屑困难,切削力和切削热增加,刀尖磨损严重.当进刀量过大时,还可能产生“扎刀”和“爆刀”现象。
这种方法数控车床可采用指令G92来实现,但是很显然,这种方法是不可取的。
斜进法螺纹车刀沿牙型角方向斜向间歇进给至牙深处(如图2b)。
采用此种方法加工梯形螺纹时,螺纹车刀始终只有一个侧刃参加切削,从而使排屑比较顺利,刀尖的受力和受热情况有所改善,在车削中不易引起“扎刀”现象。
该方法在数控车床上可采用G76指令来实现。
交错切削法螺纹车刀沿牙型角方向交错间隙进给至牙深(如图2c)。
该方法类同于斜进法,也可在数控车床上采用G76指令来实现。
切槽刀粗切槽法该方法先用切槽刀粗切出螺纹槽((如图2d),再用梯形螺纹车刀加工螺纹两侧面。
这种方法的编程与加工在数控车床上较难实现.表1—1 梯形螺纹各部分名称、代号及计算公式名称代号计算公式P 1.5~5 6~12 14~44 牙项间隙a ca c0.25 0.5 1大径d、D4d=公称直径,D4=d+a c中径d2、D2d2=d—0。

在数控车床上进行螺纹切削的方法称为使用可转位螺纹刀片的单点螺纹。
由于攻丝操作既是切削操作又是成型操作,因此攻丝刀片的形状和尺寸必须与成品螺纹的形状和尺寸相对应。
根据定义,单点螺纹加工是切削特定形状的螺旋槽的加工过程,该螺旋槽每主轴旋转均匀地前进。
螺纹的均匀性由编程的每转进给速度中的进给速度控制。
螺纹的进给速度始终是螺纹的导程,而不是螺距。
对于单头螺纹,导程和螺距是相同的。
由于单点螺纹加工是多次加工,因此CNC系统为每个线程通过提供主轴同步。
数控车床加工螺纹尺寸计算方法(方式)-数控车床加工螺纹尺寸如何计算首先,是需要知道该百度1/2锥管螺纹的大径,小径,螺距,才能加工出来。
查锥管螺纹标准,可以知道其牙数14,螺距为,牙高为,大径为,小径为,基准距离的基本值为,(最大为10,最小为),如果是外锥螺纹时,还需要知道它的有效螺纹长度应不小于(最长为15,最短为)如何应用以上查得的参数,来应用于数控加工编程以外锥管螺纹1/2为例,把外锥螺纹想象成一个梯形,底朝左,顶朝右。
底端即为大端直径,记为D,顶端即为小端直径,记为d,大径在距离小端的地方。
因为管螺纹锥度比=1:16 =(大D-小d)/锥轴线长,所以可以得到()/=1/16,计算得到d=;同理,有()/=1/16,计算得到D=)利用计算得到的D,d,加工出螺纹的外锥,“梯形”的高暂定为;计算出螺纹锥度R=(D-d)/2=下面开始编程G92和G76均可以以G92为例进行说明编程如下(此处以广数980T 为例,T0101M3 S300 G0Z5M8 X24数控车床数控小径数控车床怎样计算螺纹牙高…大径…小径…d的算法有很多种,根据不同的罗纹有不同的值。
下面我给你具体分开来算: 1:公制螺纹d=乘P;2:55度英制螺纹d=乘P; 3:60度圆锥管螺纹d=乘P; 4:55度圆锥管螺纹d=乘P; 5:55度圆柱管螺纹d=乘P; 6:60度米制锥螺纹d=乘P;注:d=螺纹小径,D=螺纹大径,P=螺距,H就是牙形高度粗牙就是M+公称直径(也就是螺纹大径)。
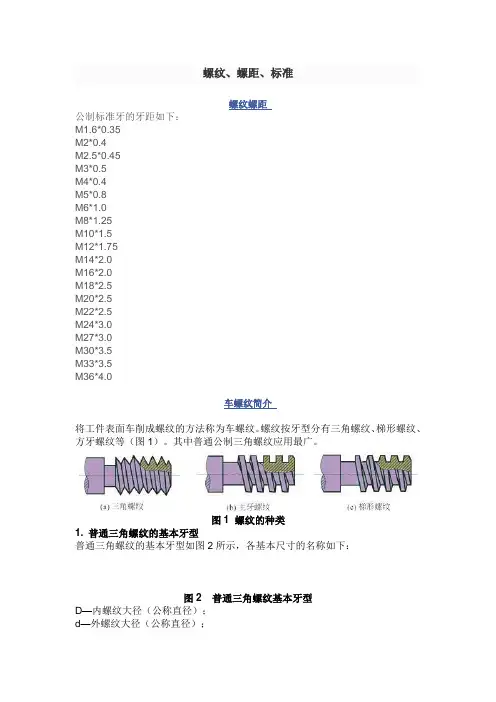
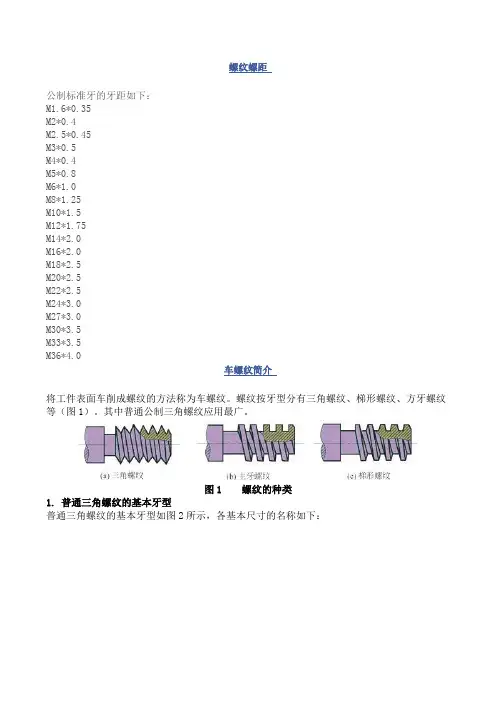
螺纹、螺距、标准螺纹螺距公制标准牙的牙距如下:M1.6*0.35M2*0.4M2.5*0.45M3*0.5M4*0.4M5*0.8M6*1.0M8*1.25M10*1.5M12*1.75M14*2.0M16*2.0M18*2.5M20*2.5M22*2.5M24*3.0M27*3.0M30*3.5M33*3.5M36*4.0车螺纹简介将工件表面车削成螺纹的方法称为车螺纹。
螺纹按牙型分有三角螺纹、梯形螺纹、方牙螺纹等(图1)。
其中普通公制三角螺纹应用最广。
图1 螺纹的种类1. 普通三角螺纹的基本牙型普通三角螺纹的基本牙型如图2所示,各基本尺寸的名称如下:图2 普通三角螺纹基本牙型D—内螺纹大径(公称直径);d—外螺纹大径(公称直径);D2 —内螺纹中径;d2—外螺纹中径;D1 —内螺纹小径;d1—外螺纹小径;P—螺距;H—原始三角形高度。
决定螺纹的基本要素有三个:牙型角α 螺纹轴向剖面内螺纹两侧面的夹角。
公制螺纹α=60o,英制螺纹α=55o。
螺距P 它是沿轴线方向上相邻两牙间对应点的距离。
螺纹中径D2(d2) 它是平螺纹理论高度H的一个假想圆柱体的直径。
在中径处的螺纹牙厚和槽宽相等。
只有内外螺纹中径都一致时,两者才能很好地配合。
2. 车削外螺纹的方法与步骤(1)准备工作1)安装螺纹车刀时,车刀的刀尖角等于螺纹牙型角α=60o,其前角γo=0o才能保证工件螺纹的牙型角,否则牙型角将产生误差。
只有粗加工时或螺纹精度要求不高时,其前角可取γo=5o~20o。
安装螺纹车刀时刀尖对准工件中心,并用样板对刀,以保证刀尖角的角平分线与工件的轴线相垂直,车出的牙型角才不会偏斜。
如图3所示。
图3 螺纹车刀几何角度与用样板对刀2)按螺纹规格车螺纹外圆,并按所需长度刻出螺纹长度终止线。
先将螺纹外径车至尺寸,然后用刀尖在工件上的螺纹终止处刻一条微可见线,以它作为车螺纹的退刀标记。
3)根据工件的螺距P,查机床上的标牌,然后调整进给箱上手柄位置及配换挂轮箱齿轮的齿数以获得所需要的工件螺距。
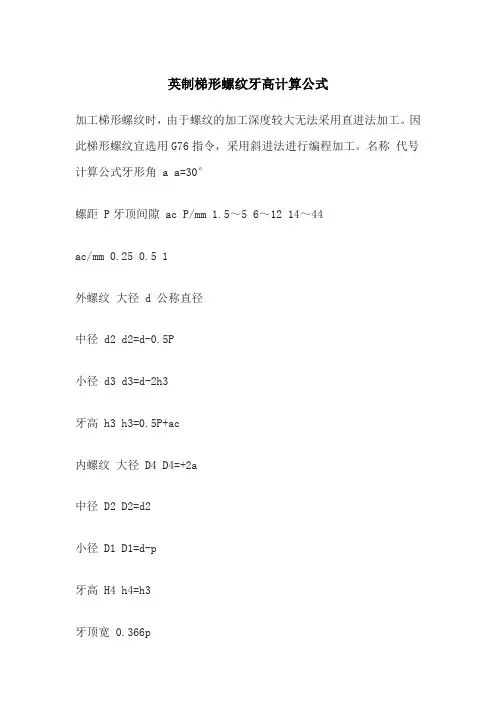
英制梯形螺纹牙高计算公式加工梯形螺纹时,由于螺纹的加工深度较大无法采用直进法加工。
因此梯形螺纹宜选用G76指令,采用斜进法进行编程加工。
名称代号计算公式牙形角 a a=30°螺距 P牙顶间隙 ac P/mm 1.5~5 6~12 14~44ac/mm 0.25 0.5 1外螺纹大径 d 公称直径中径 d2 d2=d-0.5P小径 d3 d3=d-2h3牙高 h3 h3=0.5P+ac内螺纹大径 D4 D4=+2a中径 D2 D2=d2小径 D1 D1=d-p牙高 H4 h4=h3牙顶宽 0.366p牙槽底宽 0.336p-0.536ac举例哈双头左旋梯形螺纹,大径70MM,中径68MM,小径65.5MM,P=6P=6.这么大要分粗精车粗车先车3分之2在精车(粗精都要成型刀,刀尖宽为0.366P)还有螺纹长度你没说我就用L来代替了啊G28 U0 W0T101 M3 SGO X80 Z12 M8G76 P020130 Q200 R100G76 X65.5 Z15 P3900 Q350 R0 F12G0 W6G76 P020130 Q200 R100G76 X65.5 Z15 P3900 Q350 R0 F12FANUC系统数控车床G76是螺纹切削复合循环,格式和含义如下G76 P020060 Q150 R0.03;G76 X Z P Q R F ;(第一行可以套用,Q是每次吃刀量,单位微米。
R是精车余量,半径值)第二行:X、Z是目标点坐标,P是牙型高(P的单位是微米,例如P1000表示1mm),Q是第一刀的吃刀量(单位是微米,例如Q150表示0.15mm),R是你螺纹编程的螺纹起点与终点的半径差,F是螺距(导程)。
G76 P m rα QΔdmin Rd;。
螺纹螺距公制标准牙的牙距如下:M1.6*0.35M2*0.4M2.5*0.45M3*0.5M4*0.4M5*0.8M6*1.0M8*1.25M10*1.5M12*1.75M14*2.0M16*2.0M18*2.5M20*2.5M22*2.5M24*3.0M27*3.0M30*3.5M33*3.5M36*4.0车螺纹简介将工件表面车削成螺纹的方法称为车螺纹。
螺纹按牙型分有三角螺纹、梯形螺纹、方牙螺纹等(图1)。
其中普通公制三角螺纹应用最广。
图1 螺纹的种类1. 普通三角螺纹的基本牙型普通三角螺纹的基本牙型如图2所示,各基本尺寸的名称如下:图2 普通三角螺纹基本牙型D—内螺纹大径(公称直径);d—外螺纹大径(公称直径);D2 —内螺纹中径;d2—外螺纹中径;D1 —内螺纹小径;d1—外螺纹小径;P—螺距;H—原始三角形高度。
决定螺纹的基本要素有三个:牙型角α 螺纹轴向剖面内螺纹两侧面的夹角。
公制螺纹α=60o,英制螺纹α=55o。
螺距P 它是沿轴线方向上相邻两牙间对应点的距离。
螺纹中径D2(d2) 它是平螺纹理论高度H的一个假想圆柱体的直径。
在中径处的螺纹牙厚和槽宽相等。
只有内外螺纹中径都一致时,两者才能很好地配合。
2. 车削外螺纹的方法与步骤(1)准备工作1)安装螺纹车刀时,车刀的刀尖角等于螺纹牙型角α=60o,其前角γo=0o才能保证工件螺纹的牙型角,否则牙型角将产生误差。
只有粗加工时或螺纹精度要求不高时,其前角可取γo=5o~20o。
安装螺纹车刀时刀尖对准工件中心,并用样板对刀,以保证刀尖角的角平分线与工件的轴线相垂直,车出的牙型角才不会偏斜。
如图3所示。
图3 螺纹车刀几何角度与用样板对刀2)按螺纹规格车螺纹外圆,并按所需长度刻出螺纹长度终止线。
先将螺纹外径车至尺寸,然后用刀尖在工件上的螺纹终止处刻一条微可见线,以它作为车螺纹的退刀标记。
3)根据工件的螺距P,查机床上的标牌,然后调整进给箱上手柄位置及配换挂轮箱齿轮的齿数以获得所需要的工件螺距。
国际标准一、挤牙丝攻内孔径计算公式:公式:牙外径-1/2×牙距例1:公式:M3×0.5=3-(1/2×0.5)=2.75mm M6×1.0=6-(1/2×1.0)=5.5mm例2:公式:M3×0.5=3-(0.5÷2)=2.75mm M6×1.0=6-(1.0÷2)=5.5mm二、一般英制丝攻之换算公式:1英寸=25.4mm(代码)例1:(1/4-30)1/4×25.4=6.35(牙径)25.4÷30=0.846(牙距)则1/4-30换算成公制牙应为:M6.35×0.846例2:(3/16-32)3/16×25.4=4.76(牙径)25.4÷32=0.79(牙距)则3/16-32换算成公制牙应为:M4.76×0.79三、一般英制牙换算成公制牙的公式:分子÷分母×25.4=牙外径(同上)例1:(3/8-24)3÷8×25.4=9.525(牙外径)25.4÷24=1.058(公制牙距)则3/8-24换算成公制牙应为:M9.525×1.058四、美制牙换算公制牙公式:例:6-326-32 (0.06+0.013)/代码×6=0.1380.138×25.4=3.505(牙外径)25.4÷32=0.635(牙距)那么6-32换算成公制牙应为:M3.505×0.635 1、孔内径计算公式:牙外径-1/2×牙距则应为:M3.505-1/2×0.635=3.19那么6-32他内孔径应为3.192、挤压丝攻内孔算法:下孔径简易计算公式1:牙外径-(牙距×0.4250.475)/代码=下孔径例1:M6×1.0M6-(1.0×0.425)=5.575(最大下孔径)M6-(1.0×0.475)=5.525(最小)例2:切削丝攻下孔内径简易计算公式:M6-(1.0×0.85)=5.15(最大)M6-(1.0×0.95)=5.05(最小)M6-(牙距×0.860.96)/代码=下孔径例3:M6×1.0=6-1.0=5.0+0.05=5.05五、压牙外径计算简易公式:1.直径-0.01×0.645×牙距(需通规通止规止)例1:M3×0.5=3-0.01×0.645×0.5=2.58(外径)例2:M6×1.0=6-0.1×0.645×1.0=5.25(外径)六、公制牙滚造径计算公式:(饱牙计算)例1:M3×0.5=3-0.6495×0.5=2.68(车削前外径)例2:M6×1.0=6-0.6495×1.0=5.35(车削前外径)七、压花外径深度(外径)外径÷25.4×花齿距=压花前外径例:4.1÷25.4×0.8(花距)=0.13 压花深度应为0.13八、多边形材料之对角换算公式:1.四角形:对边径×1.414=对角径2.五角形:对边径×1.2361=对角径3.六角形:对边直径×1.1547=对角直径公式2:1.四角:对边径÷0.71=对角径2.六角:对边径÷0.866=对角径九、刀具厚度(切刀):材料外径÷10+0.7参考值十、锥度的计算公式:公式1:(大头直径-小头直径)÷(2×锥度的总长)=度数等于查三角函数值公式2:简易(大头直径-小头直径)÷28.7÷总长=度数UNC:统一粗牙螺纹5/16:螺纹公称尺寸,单位为英寸18:螺距为1/18,即每英寸18牙3A:公差等级,三级,外螺纹(B为内螺纹)R.H:右旋普螺纹与英制螺纹有何区别?公制螺纹用螺距来表示,美英制螺纹用每英寸内的螺纹牙数来表示,这是它们最大的区别,公制螺纹是60度等边牙型,英制螺纹是等腰55度牙型,美制螺纹60度。

螺纹螺距公制标准牙的牙距如下:M1.6*0.35M2*0.4M2.5*0.45M3*0.5M4*0.4M5*0.8M6*1.0M8*1.25M10*1.5M12*1.75M14*2.0M16*2.0M18*2.5M20*2.5M22*2.5M24*3.0M27*3.0M30*3.5M33*3.5M36*4.0车螺纹简介将工件表面车削成螺纹的方法称为车螺纹。
螺纹按牙型分有三角螺纹、梯形螺纹、方牙螺纹等(图1)。
其中普通公制三角螺纹应用最广。
图1 螺纹的种类1. 普通三角螺纹的基本牙型普通三角螺纹的基本牙型如图2所示,各基本尺寸的名称如下:图2 普通三角螺纹基本牙型D—内螺纹大径(公称直径);d—外螺纹大径(公称直径);D2 —内螺纹中径;d2—外螺纹中径;D1 —内螺纹小径;d1—外螺纹小径;P—螺距;H—原始三角形高度。
决定螺纹的基本要素有三个:牙型角α 螺纹轴向剖面内螺纹两侧面的夹角。
公制螺纹α=60o,英制螺纹α=55o。
螺距P 它是沿轴线方向上相邻两牙间对应点的距离。
螺纹中径D2(d2) 它是平螺纹理论高度H的一个假想圆柱体的直径。
在中径处的螺纹牙厚和槽宽相等。
只有内外螺纹中径都一致时,两者才能很好地配合。
2. 车削外螺纹的方法与步骤(1)准备工作1)安装螺纹车刀时,车刀的刀尖角等于螺纹牙型角α=60o,其前角γo=0o才能保证工件螺纹的牙型角,否则牙型角将产生误差。
只有粗加工时或螺纹精度要求不高时,其前角可取γo=5o~20o。
安装螺纹车刀时刀尖对准工件中心,并用样板对刀,以保证刀尖角的角平分线与工件的轴线相垂直,车出的牙型角才不会偏斜。
如图3所示。
图3 螺纹车刀几何角度与用样板对刀2)按螺纹规格车螺纹外圆,并按所需长度刻出螺纹长度终止线。
先将螺纹外径车至尺寸,然后用刀尖在工件上的螺纹终止处刻一条微可见线,以它作为车螺纹的退刀标记。
3)根据工件的螺距P,查机床上的标牌,然后调整进给箱上手柄位置及配换挂轮箱齿轮的齿数以获得所需要的工件螺距。
数控加工参数表 The manuscript was revised on the evening of 2021一、主轴转速n(r/min)主轴转速一般根据切削速度V来选定,计算公式为:n=1000V/(π×d)式中,d为刀具直径(mm),V为刀具切削速度(m/min)。
对于球头铣刀,工作直径要小于刀具直径,故其实际转速应大于计算转速n。
表1铣刀的切削速度V(单位:m/min)二、进给速度V f (mm/min)Vf = fz×z×n式中n为主轴转速,z为铣刀齿数,f z为每齿进给量(mm/齿).每齿进给量fz的选取主要取决于工件材料的力学性能、刀具材料、工件表面粗糙度等因素。
工件材料的强度和硬度越高,f z越小;反之则越大。
硬质合金铣刀的每齿进给量高于同类高速钢铣刀。
工件表面粗糙度要求越高,f z就越小。
1.铣削加工表2 铣刀每齿进给量f z (单位:mm/齿)2.镗削加工表3 镗孔切削用量3、攻螺纹攻螺纹前底孔直径的确定:攻米制螺纹螺距P<1mm:d0=d-PP>1mm:d0=d-(~)P式中P —螺距(mm)d0 —钻头直径(mm)d—螺纹公称直径(mm)攻不通孔螺纹钻孔深度=所需螺孔深度- d表4 攻普通螺纹前的底孔直径表5 攻英制螺纹前的底孔直径表6 攻螺纹切削速度(单位:m/min)4、钻孔加工表7 用高速钢钻头钻孔切削用量(f单位:mm/r)5、铰孔加工铰孔属于精加工工序,加工过程中应合理选择铰刀的类型及材质,高速钢铰刀属于通用铰刀,硬质合金铰刀一般用于加工钢、铸钢、灰铸铁和冷硬铸铁。
为了达到较高的孔径精度和表面质量,应采用较低的切削速度和进给量并合理选择切削液。
铰孔前应留有铰削余量,一般为~底孔直径=铰刀直径-(~)mm铰削加工时切削速度V取3~15m/min进给量f取~r注意:在正式加工之前应试铰,并检验孔径及粗糙度是否符合要求。
三、切削液的选择注:以上各表是加工中心和数控铣床常用的加工参数,供参考。
数控编程螺纹计算公式螺纹是制造工业中常用的一种连接方法。
螺纹的特点就是它的自锁性,可以牢固地连接住两个物体。
在数控加工行业中,常使用CNC设备对螺纹进行加工。
因此需要编写螺纹数控编程代码。
下面将详细介绍数控编程螺纹计算公式的相关内容以及编程规范。
1、螺纹计算公式螺纹的计算公式有很多种,下面是一个常用的计算公式:公制螺纹公式:P=1÷(0.8×π×d)公制表面粗糙度符号: Ra=Rz(最大削高度)Imperial 螺纹公式:P=1÷(8/8+5)英制表面粗糙度符号: AA=AARMS (中位面高度)其中P表示每根螺纹上的齿数,d为螺纹直径。
公制螺纹的公式和英制螺纹的公式略有不同,需要根据具体情况选择使用。
2、螺纹编程规范螺纹数控编程常用的编程语言是G代码,根据不同的数控设备厂家而定。
下面是一个常用的编程规范:1. G20或G21指令设置inch或mm在进行任何数控编程操作之前,必须先设置G20或G21指令,以明确螺旋的规格、直径等参数。
2. 根据螺距计算出移动距离在进行螺旋加工之前,必须先计算出移动距离。
移动距离应当计算出螺距的长度,再根据螺纹规格根据公式计算出每个齿的移动距离。
3. 加工初始位置的控制在确定了螺旋加工的移动距离后,还需要控制加工初始位置以确保加工的准确性。
加工初始位置的坐标系应该与螺旋的坐标系相同。
4. 使用固定的方向计算齿刀的运动在计算齿刀的运动轨迹时,必须使用固定的方向。
一般来说,为了提高加工精度,应该选择顺时针或逆时针方向作为运动方向。
5. 加工流程的控制在进行螺旋加工时,应该控制好整个加工流程,以确保加工过程的可靠性和稳定性,同时对加工过程中可能发生的异常情况进行预防控制。
总之,在进行数控编程螺纹计算公式编写时,需要注意编写规范、精确,确保螺纹加工过程的稳定性。
同时,编写人员应该具备较高的数学和机械加工知识,以确保计算和实际加工过程的一致性。
2.6螺纹类零件编程与加工1.参考答案车削外螺纹时,需要计算实际车削时的外圆柱面的直径d计,螺纹实际小径”计。
车螺纹时,零件材料因受车刀挤压而使外径胀大,因此螺纹部分的零件外径应比螺纹的公称直径小0.2〜0.4mm,一般取d n=t/-0.1P o P为螺距。
在实际生产中,为计算方便,不考虑螺纹车刀的刀尖半径r的影响,一般取螺纹实际牙型高度也实R.6495P,常取力|实=0.65尸,螺纹实际小径小计二42加实=41.3P"为外螺纹的公称直径。
2.参考答案内螺纹的底孔直径O IH及内螺纹实际大径力计的确定。
车削内螺纹时,需要计算实际车削时的内螺纹的底孔直径。
计及内螺纹实际大径。
计。
由于车刀切削时的挤压作用,内孔直径要缩小,所以车削内螺纹的底孔直径应大于螺纹小径。
计算公式如下:Di H=(D-1.0826P)0+8一般实际切削时的内螺纹的底孔直径:钢和塑性材料取Diit=D-Po铸铁和脆性材料£>i计=0-(1.05〜1.1)P。
内螺纹实际牙型高度同外螺纹,加实=0.6495P,取用实=0.65P。
内螺纹实际大径。
计二。
,内螺纹小径。
尸。
-1.3凡3.参考答案在数控车床上加工螺纹的方法有直进法、斜进法两种。
直进法适合加工导程较小的螺纹,斜进法适合加工导程较大的螺纹。
4.参考答案02604;N10G97G99M03S600;N20T0101;N30M08;N40GOOX55.0Z2.0G42;N50G71U2.5R0.5;N60G71P70Q170U0.5W0.05F0.25;N70GOOXO.OS800;N80G01F0.1Z0.0;N90X32.0;N110Z-28.0;N120X35.925;N130 Z-46.0;N140 G02 X39.925 Z-48.0 R2.0 F0.1;N150 G01 X48.0;N160 Z-84.0;N170 X55.0;N180 G70 P70Q170;N190 G01 X56.0 G40;N200 GOO X200.0Z100.0;N210M09;N220T0303;N230 M08;N240 GOO X37.0 Z-24.0 S300;N250 G01 F0.05 X30.0;N260 X37.0;N270 GOO W-2.0;N280 G01 X30.0;N290 X37.0;N300 G00W-2.0;N310G01 X30.0;N320 W4.0;N330 X37.0;N340 GOO X200.0Z 100.0;N350 M09;N360T0404;N370 M08;N380 GOO X37.0 Z2.0 S400;N390 G92 X35.1 Z-22.0 F2.0;N400 X34.5;N410X33.9;N420 X33.5;N430 X33.4;N440 X33.4;N450 GOO X2(X).0Z 100.0;N460 M09;N470T0303;N480 M08;N490 GOO X56.0 Z-84.0 S300;N500 G01 X0.0F0.05;N510G00 X200.0Z 100.0;N520 M30;N100X35.8Z-2.0;N10G97G99M03S600;N20T0101;N30M08;N40GOOX40.0Z2.0G42;N5OG71U2.5RO.5;N60G71P7OQI60U0.5W0.05F0.25;N70GOOXO.OS800;N80G01FO.lZO.O;N90X16.0;N100X19.85Z-2.0;N110Z-20.0;N120X20.0;N130X28.0Z-30.0;N140X36.0;N150乙59.();N160X40.0;N170G70P70Q160;N180G01X56.0G40:N190GOOX200.0Z100.0;N200M09;N210T0303;N220M08;N230GOOX21.0Z-20.0S300:N250G01F0.05X18.5;N260G04X2.0;N270G01X21.0;N280GOOX200.0Z100.0;N290M09;N300T0404:N310M08;N320GOOX21.0Z2.0S400;N330G92X19.2Z-18.0F1.5;N340X18.7;N350X18.2;N360X18.05;N370X18.05;N380GOOX200.0Z100.0;N390M09;N400T0303;N410M08;N420GOOX41.0Z-59.0S300;N430G01XO.OF0.05;N440GOOX200.0Z100.0;N450M30;6.参考答案02606;N10G97G99M03S600;N20T0101;N30M08;N40GOOX35.0Z2.0G42;N50G71U2.5R0.5;N60G71P70Q190U0.5W0.05F0.25 N70GOOXO.OS800;N80G01FO.lZO.O;N90X13.0;N100X15.85Z-1.5;N110Z-16.0;N120X18.67;N130X21.975乙26.();N140W-7.0;N150G02FO.lX27.975W-3.0R3.0;N160G01X30.0;N170X32.0W-1.0;N180Z-50.0;N190X35.0;N200G70P70Q190;N210G01X36.0G40;N220GOOX200.0Z100.0;N230M09;N240T0303;N250M08;N260GOOX20.0Z-16.0S300;N270G01F0.05X14.0;N280G04X2.0;N290G01X20.0;N300GOOX200.0Z100.0;N310M09;N320T0404;N33OM08;N340GOOXI7.0Z2.0S400;N350G92X15.2Z-14.5F1.5;N360X14.7;N370X14.2;N380X14.05;N390X14.05;N400GOOX200.0Z100.0;N410M09;N420T0303;N430M08;N440GOOX36.0Z-40.0S3OO;N450GO1X0.0F0.05;N460GOOX200.0Z1OO.O;N470M30;。
国际标准
一、挤牙丝攻内孔径计算公式:
公式:牙外径-1/2×牙距
例1:公式:M3×0.5=3-(1/2×0.5)=2.75mm M6×1.0=6-(1/2×1.0)=5.5mm
例2:公式:M3×0.5=3-(0.5÷2)=2.75mm M6×1.0=6-(1.0÷2)=5.5mm
二、一般英制丝攻之换算公式:
1英寸=25.4mm(代码)
例1:(1/4-30)
1/4×25.4=6.35(牙径)
25.4÷30=0.846(牙距)
则1/4-30换算成公制牙应为:M6.35×0.846
例2:(3/16-32)
3/16×25.4=4.76(牙径)
25.4÷32=0.79(牙距)
则3/16-32换算成公制牙应为:M4.76×0.79
三、一般英制牙换算成公制牙的公式:
分子÷分母×25.4=牙外径(同上)
例1:(3/8-24)
3÷8×25.4=9.525(牙外径)
25.4÷24=1.058(公制牙距)
则3/8-24换算成公制牙应为:M9.525×1.058
四、美制牙换算公制牙公式:
例:6-32
6-32 (0.06+0.013)/代码×6=0.138
0.138×25.4=3.505(牙外径)
25.4÷32=0.635(牙距)
那么6-32换算成公制牙应为:M3.505×0.635 1、孔内径计算公式:
牙外径-1/2×牙距则应为:
M3.505-1/2×0.635=3.19
那么6-32他内孔径应为3.19
2、挤压丝攻内孔算法:
下孔径简易计算公式1:
牙外径-(牙距×0.4250.475)/代码=下孔径
例1:M6×1.0
M6-(1.0×0.425)=5.575(最大下孔径)
M6-(1.0×0.475)=5.525(最小)
例2:切削丝攻下孔内径简易计算公式:
M6-(1.0×0.85)=5.15(最大)
M6-(1.0×0.95)=5.05(最小)
M6-(牙距×0.860.96)/代码=下孔径
例3:M6×1.0=6-1.0=5.0+0.05=5.05
五、压牙外径计算简易公式:
1.直径-0.01×0.645×牙距(需通规通止规止)
例1:M3×0.5=3-0.01×0.645×0.5=2.58(外径)例2:M6×1.0=6-0.1×0.645×1.0=5.25(外径)
六、公制牙滚造径计算公式:(饱牙计算)
例1:M3×0.5=3-0.6495×0.5=2.68(车削前外径)例2:M6×1.0=6-0.6495×1.0=5.35(车削前外径)
七、压花外径深度(外径)
外径÷25.4×花齿距=压花前外径
例:4.1÷25.4×0.8(花距)=0.13 压花深度应为0.13
八、多边形材料之对角换算公式:
1.四角形:对边径×1.414=对角径
2.五角形:对边径×1.2361=对角径
3.六角形:对边直径×1.1547=对角直径
公式2:1.四角:对边径÷0.71=对角径
2.六角:对边径÷0.866=对角径
九、刀具厚度(切刀):
材料外径÷10+0.7参考值
十、锥度的计算公式:
公式1:(大头直径-小头直径)÷(2×锥度的总长)=度数
等于查三角函数值
公式2:简易
(大头直径-小头直径)÷28.7÷总长=度数
UNC:统一粗牙螺纹
5/16:螺纹公称尺寸,单位为英寸
18:螺距为1/18,即每英寸18牙
3A:公差等级,三级,外螺纹(B为内螺纹)
R.H:右旋
普螺纹与英制螺纹有何区别?
公制螺纹用螺距来表示,美英制螺纹用每英寸内的螺纹牙数来表示,这是它们最大的区别,公制螺纹是60度等边牙型,英制螺纹是等腰55度牙型,美制螺纹60度。
公制螺纹用公制单位,美英制螺纹用英制单位。
管螺纹主要用来进行管道的连接,其内外螺纹的配合紧密,有直管与锥管两种。
公称直径是指所连接的管道直径,显然螺纹大径比公称直径大。
1/4,1/2,1/8是英制螺纹的公称直径,单位是英寸
最好的办法是:量两个螺纹尖的距离.如果是整数或小数是能被5整除的就是公制螺纹.
如:1MM 1.5MM 1.75MM 2MM 2.5MM 3MM 3.5MM 4MM``'''''''
英制螺纹锥度问题
1、BSP是英制管螺纹。
不过,有BSP.Tr., BSP.PI., BSP.F.之分。
BSP.Tr.是锥管螺纹,用于密封接合。
BSP.PI.是平行管螺纹,用于密封接合,只有内螺纹,与BSP.Tr.的外螺纹嵌合。
BSP.F.为平行管螺纹,用于一般的接合。
光知道BSP,可不能乱加工。
最好再做详细确认。
要不然漏了油或者煤气什么的,麻烦大了。
2、螺紋G與螺紋BSPP
一样,均为英制圆柱管螺纹代号牙型角55度
3、英制螺纹有几种?BSP螺纹的特点及表示法?
两种,BSPP(管螺纹)和BSPT(55度角锥管螺纹,与美制60度角锥管螺纹NPT相对,互不兼容)
4、G螺纹与Rp螺纹对比,哪些地方相同,哪些地方不同,两者在用途上有区别吗,能否通用。
G螺纹与Rp螺纹都是55°圆柱管螺纹。
只是国别(组织)不同而产生了不同的代号而已。
G是中国、法国、前苏联、日本的代号;
PF是日本的代号;
BSP、BSPP是英国的代号;
R、K是德国的代号(R是内螺纹、K是外螺纹);
TPYБ是前苏联的代号;
Rp是ISO的代号。
5、1/8 与NPT1/8螺纹有什么区别?
应该现在都是国标,不过NPT老标中叫Z,是60度用螺纹密封圆锥管螺纹,国标号GB/T12716-2002M,G是55度非螺纹密封圆柱管螺纹,国标号GB/T3707-2001
6、问英国标准管螺纹的英文代号是BSP吗?它有没有锥度的?
代号应该是G,圆柱管螺纹,没有锥度
7、Rp 螺纹与G螺纹均表示圆柱管螺纹,两者有何不同,能否相互代替使用。
另:Rp与Rb有何不同,能相互代替使用。
管螺纹
非螺纹密封的内外管螺纹,特征代号为G。
G1/2表示圆柱内管螺纹;
G1/2A表示圆柱外管螺纹。
用于螺纹密封的管螺纹。
Rp--表示圆柱内管螺纹;
Rc--表示圆锥内管螺纹;
R --表示圆锥外管螺纹。
螺纹代号示例:
G1/2-LH表示非螺纹密封的左旋内螺纹,尺寸代号为1/2英寸。
RP和RB是不能交换使用的
因为一个是55度牙一个是60度牙
“英制螺纹”和“管螺纹”是不是就是一回事情??
ZG是锥管的汉语拼音第一个字母。
就是锥管螺纹的意思。
3/4是四分之三英寸。
是指管子的内径是3/4英寸。
准确的来讲它的内径是19.05毫米,但这是老标准,现在已经不用了。
现在的国标规定ZG3/4″螺纹内径是20毫米。
它的表示方法应该是:ZG3/4″。
其中(″)是英寸的代表符号。
一英寸等于25.4毫米。
一英寸等于8应分。
3/4的来历是6/8=3/4。
俗称6分。
同样ZG1/2″螺纹的管子内径≈15毫米。
俗称4分。
ZG1″螺纹的管子内径≈25毫米。
俗称1寸。
ZG11/2″螺纹的管子内径≈32毫米。
俗称1寸半。
.....。
锥管螺纹只用于液压系统连接;而管螺纹G3/4″只用于水管连接。
锥管螺纹与管螺纹极为相似,区别只在锥度上。
管螺纹都是英制的!!!!!。