通止规培训资料
- 格式:pptx
- 大小:704.67 KB
- 文档页数:9
通止规的用法及治理1.止规应用前:应经相干磨练计量机构磨练计量及格后,方可投入临盆现场应用.应用时:应留意被测螺纹公役等级及误差代号与环规标识公役等级.误差代号雷同(如M24*1.56h与M24*1.55g两种环规外形雷同,其螺纹公役带不雷同,错用后将产生批量不及格品).磨练测量进程:起首要清算清洁被测螺纹油污及杂质,然后在环规与被测螺纹对正后,用大母指与食指迁移转变环规,旋入螺纹长度在2个螺距之内为及格,不然判为不及格品.2.通规应用前:应经相干磨练计量机构磨练计量及格后,方可投入临盆现场应用.应用时:应留意被测螺纹公役等级及误差代号与环规标识的公役等级.误差代号雷同(如M24*1.56h与M24*1.55g两种环规外形雷同,其螺纹公役带不雷同,错用后将产生批量不及格品).磨练测量进程:起首要清算清洁被测螺纹塞规油污及杂质,然后在环规与被测螺纹对正后,用大母指与食指迁移转变环规,使其在自由状况下旋合经由过程螺纹全体长度剖断及格,不然以不通剖断. 3.留意事项在用量具应在每个工作日用校订塞规计量一次. 经校订塞规计量超差或者达到计量器具周检刻日的环规,由计量治理人员收回.标识隔离并作响应的处理措施.可调节螺纹环规经调剂后,测量部位会产生掉圆,此现象由计量修复人员经螺纹磨削加工后再次计量剖断,各尺寸及格后方可投入应用.报废环规应标识隔离并实时处理,不得流入临盆现场.4.保护与保养量具(环规)应用完毕后,应实时清算清洁测量部位附着物,存放在划定的量具盒内. 临盆现场在用量具应摆放在工艺定置地位,轻拿轻放,以防止磕碰而破坏测量概况.严禁将量具作为切削对象强迫旋入螺纹,防止造成早期磨损. 可调节螺纹环规严禁非计量工作人员随便调剂,确保量具的精确性.环规长时光不必,应交计量治理部分妥当保管.。
通止规使用方法通止规是一种常见的测量工具,通常用于测量和检验物体的尺寸和形状。
它由一个主规、一个分规和一组测定螺旋组成。
通止规的使用方法相对简单,以下将介绍通止规的基本用法。
建议在操作之前先对通止规进行校准,以确保测量结果的准确性。
第一步:准备工作在开始测量之前,确保通止规和被测对象都处于干燥、清洁的状态。
检查通止规的刀口和分规的刻度,确保它们没有损坏或磨损。
同时,检查通止规的螺旋螺纹是否灵活,如有需要可以涂抹一些润滑油。
第二步:选择合适的刀口通止规通常配备多个刀口,用于适应不同的测量需求。
根据被测对象的形状和尺寸,选择合适的刀口。
通常情况下,需要选择比被测对象稍大一些的刀口,以确保正确的测量。
第三步:调整通止规将刀口插入通止规的主规和分规之间的夹持槽中,确保刀口完全嵌入。
然后,旋转通止规的螺旋螺纹,使主规和分规之间的距离适应被测对象的尺寸。
调整时要注意,螺旋螺纹的旋转方向和程度,以避免对被测对象施加过大的力。
第四步:进行测量将已调整好的通止规轻轻放置在被测对象上,确保刀口和被测对象接触牢固。
然后,用适当的力度夹紧通止规,使其与被测对象保持稳定。
在进行测量时,要注意保持通止规与被测对象的垂直方向。
第五步:读取测量结果完成测量后,松开通止规的夹紧力度,将其从被测对象上取下。
然后,使用放大镜或其他放大工具,仔细观察通止规上刻度的读数。
确保读数的准确性和对刻度的正确理解。
第六步:记录和分析测量结果根据通止规上读取的刻度,记录测量结果,并根据需要进行计算和分析。
如果需要进行多次测量,建议在使用通止规之前先将其校准,并在测量过程中保持相同的操作方式和条件。
总结:通止规是一种简单易用的测量工具,但在使用过程中仍需注意以下几个方面:1. 确保通止规和被测对象的状态干燥、清洁和整齐。
2. 选择合适的刀口,确保精确测量。
3. 调整通止规时要小心操作,避免施加过大的力。
4. 在测量过程中保持通止规与被测对象的垂直方向。
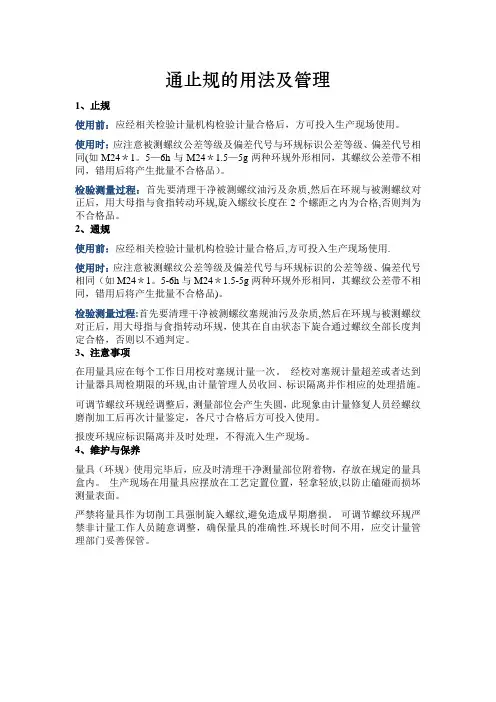
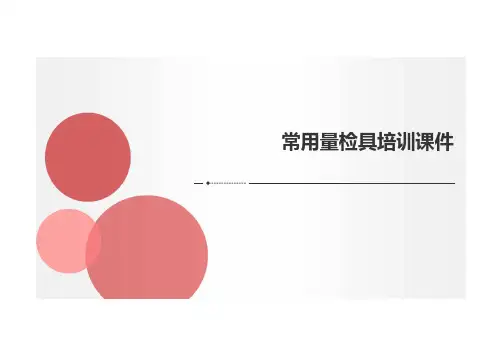
通止规的用法及管理-标准化文件发布号:(9456-EUATWK-MWUB-WUNN-INNUL-DDQTY-KII通止规的用法及管理1、止规使用前:应经相关检验计量机构检验计量合格后,方可投入生产现场使用。
使用时:应注意被测螺纹公差等级及偏差代号与环规标识公差等级、偏差代号相同(如M24*1.5-6h与M24*1.5-5g两种环规外形相同,其螺纹公差带不相同,错用后将产生批量不合格品)。
检验测量过程:首先要清理干净被测螺纹油污及杂质,然后在环规与被测螺纹对正后,用大母指与食指转动环规,旋入螺纹长度在2个螺距之内为合格,否则判为不合格品。
2、通规使用前:应经相关检验计量机构检验计量合格后,方可投入生产现场使用。
使用时:应注意被测螺纹公差等级及偏差代号与环规标识的公差等级、偏差代号相同(如M24*1.5-6h与M24*1.5-5g两种环规外形相同,其螺纹公差带不相同,错用后将产生批量不合格品)。
检验测量过程:首先要清理干净被测螺纹塞规油污及杂质,然后在环规与被测螺纹对正后,用大母指与食指转动环规,使其在自由状态下旋合通过螺纹全部长度判定合格,否则以不通判定。
3、注意事项在用量具应在每个工作日用校对塞规计量一次。
经校对塞规计量超差或者达到计量器具周检期限的环规,由计量管理人员收回、标识隔离并作相应的处理措施。
可调节螺纹环规经调整后,测量部位会产生失圆,此现象由计量修复人员经螺纹磨削加工后再次计量鉴定,各尺寸合格后方可投入使用。
报废环规应标识隔离并及时处理,不得流入生产现场。
4、维护与保养量具(环规)使用完毕后,应及时清理干净测量部位附着物,存放在规定的量具盒内。
生产现场在用量具应摆放在工艺定置位置,轻拿轻放,以防止磕碰而损坏测量表面。
严禁将量具作为切削工具强制旋入螺纹,避免造成早期磨损。
可调节螺纹环规严禁非计量工作人员随意调整,确保量具的准确性。
环规长时间不用,应交计量管理部门妥善保管。
2。
通止规的用法及管理1、止规使用前:应经相关检验计量机构检验计量合格后,方可投入生产现场使用。
使用时:应注意被测螺纹公差等级及偏差代号与环规标识公差等级、偏差代号相同(如M24*1。
5—6h与M24*1.5—5g两种环规外形相同,其螺纹公差带不相同,错用后将产生批量不合格品)。
检验测量过程:首先要清理干净被测螺纹油污及杂质,然后在环规与被测螺纹对正后,用大母指与食指转动环规,旋入螺纹长度在2个螺距之内为合格,否则判为不合格品。
2、通规使用前:应经相关检验计量机构检验计量合格后,方可投入生产现场使用.使用时:应注意被测螺纹公差等级及偏差代号与环规标识的公差等级、偏差代号相同(如M24*1。
5-6h与M24*1.5-5g两种环规外形相同,其螺纹公差带不相同,错用后将产生批量不合格品)。
检验测量过程:首先要清理干净被测螺纹塞规油污及杂质,然后在环规与被测螺纹对正后,用大母指与食指转动环规,使其在自由状态下旋合通过螺纹全部长度判定合格,否则以不通判定。
3、注意事项在用量具应在每个工作日用校对塞规计量一次。
经校对塞规计量超差或者达到计量器具周检期限的环规,由计量管理人员收回、标识隔离并作相应的处理措施。
可调节螺纹环规经调整后,测量部位会产生失圆,此现象由计量修复人员经螺纹磨削加工后再次计量鉴定,各尺寸合格后方可投入使用。
报废环规应标识隔离并及时处理,不得流入生产现场。
4、维护与保养量具(环规)使用完毕后,应及时清理干净测量部位附着物,存放在规定的量具盒内。
生产现场在用量具应摆放在工艺定置位置,轻拿轻放,以防止磕碰而损坏测量表面。
严禁将量具作为切削工具强制旋入螺纹,避免造成早期磨损。
可调节螺纹环规严禁非计量工作人员随意调整,确保量具的准确性.环规长时间不用,应交计量管理部门妥善保管。

常用量检具培训课件4表类量具的使用01实物类检具的使用实物类检具的使用1.1通止规的使用及保养1.1.1简介通止规是光滑极限量规中的一件,是没有刻度的定尺寸的专用量具,用于检验光滑孔的直径尺寸。
1.1.2使用前注意事项1、使用前先检查通止规测量面,不能有锈迹、划痕、黑斑等;通止规的标志应正确清楚。
2、通止规的作用必须在周期检定期内,而且附有检定合格证或标记,或其它足以证明塞规是合格的文件。
1.1.3通止规的合理使用1、测量时,通止规应顺着孔的轴线插入或拔出,不能倾斜;通规塞入孔内,不许转动或摇晃。
2、测量时,需保证所测孔干净,无铁屑等杂质。
实物类检具的使用1.1.5维护及保养1、塞规是精密量具之一,使用时要轻拿轻放,不得磕碰其工作面。
2、塞规在每次使用后,须立即用清洁软布或细棉纱将塞规表面擦拭干净,涂上一薄层防锈油后,放入专用要盒内,存放干燥处3、塞规要实行周期检定,检定周期由计量部门确定。
实物类检具的使用1.2螺纹规的使用及保养1.2.1简介螺纹规又称螺纹通止规、螺纹量规,通常用来检验判定螺纹的尺寸是否正确。
螺纹尺寸由螺纹直径与螺距组成。
1.2.2使用前注意事项1、使用前先要清理干净被测螺纹油污及杂质2、螺纹规的作用必须在周期检定期内,而且附有检定合格证或标记,或其它足以证明螺纹规规是合格的文件。
1.2.3通止规的合理使用1、使用时,使螺纹规的通端(止端)与被测螺纹对正后,用大拇指与食指转动螺纹规,使其在自由状态下旋转。
通常情况下,螺纹规(通端)的通规可以在被测螺纹的任意位置转动,通过全部螺纹长度则判定为合格,否则为不合格品;在螺纹规(止端)的止规与被测螺纹对正后,旋入螺纹长度在2个螺距之内止住为合格,不可强行用力通过,否则判为不合格品。
实物类检具的使用1.2.5维护及保养1、螺纹规是精密量具之一,使用时要轻拿轻放,不得磕碰其工作面。
2、使用螺纹规时,最好带上手套,可以减少螺纹规与手上物质接触(机加工的除外)。
通止规的用法及管理1、止规使用前:应经相关检验计量机构检验计量合格后,方可投入生产现场使用。
使用时:应注意被测螺纹公差等级及偏差代号与环规标识公差等级、偏差代号相同(如M24*与M24*两种环规外形相同,其螺纹公差带不相同,错用后将产生批量不合格品)。
检验测量过程:首先要清理干净被测螺纹油污及杂质,然后在环规与被测螺纹对正后,用大母指与食指转动环规,旋入螺纹长度在2个螺距之内为合格,否则判为不合格品。
2、通规使用前:应经相关检验计量机构检验计量合格后,方可投入生产现场使用。
使用时:应注意被测螺纹公差等级及偏差代号与环规标识的公差等级、偏差代号相同(如M24*与M24*两种环规外形相同,其螺纹公差带不相同,错用后将产生批量不合格品)。
检验测量过程:首先要清理干净被测螺纹塞规油污及杂质,然后在环规与被测螺纹对正后,用大母指与食指转动环规,使其在自由状态下旋合通过螺纹全部长度判定合格,否则以不通判定。
3、注意事项在用量具应在每个工作日用校对塞规计量一次。
经校对塞规计量超差或者达到计量器具周检期限的环规,由计量管理人员收回、标识隔离并作相应的处理措施。
可调节螺纹环规经调整后,测量部位会产生失圆,此现象由计量修复人员经螺纹磨削加工后再次计量鉴定,各尺寸合格后方可投入使用。
报废环规应标识隔离并及时处理,不得流入生产现场。
4、维护与保养量具(环规)使用完毕后,应及时清理干净测量部位附着物,存放在规定的量具盒内。
生产现场在用量具应摆放在工艺定置位置,轻拿轻放,以防止磕碰而损坏测量表面。
严禁将量具作为切削工具强制旋入螺纹,避免造成早期磨损。
可调节螺纹环规严禁非计量工作人员随意调整,确保量具的准确性。
环规长时间不用,应交计量管理部门妥善保管。
通止规使用方法图解通止规是一种常见的交通安全设施,用于指示车辆和行人在道路上的通行规则。
它起到了交通疏导和安全引导的作用,使道路通行更加有序和安全。
本文将详细介绍通止规的使用方法,帮助大家更好地理解和遵守交通规则。
一、通止规的种类通止规主要分为红绿灯、交通标志和斑马线三种类型。
红绿灯是最为常见的一种,用于指示车辆和行人的停止和行进,分为红灯、绿灯和黄灯三种灯光信号。
交通标志则是采用图形和文字来指示行驶和禁止行驶的规则;斑马线则是为行人过马路而设立的标志。
二、红绿灯的使用方法红绿灯是交通信号灯的一种,用于控制车辆的行驶和停止。
红绿灯灯头上方设有一个红色和一个绿色圆形灯片,中间有一个黄色灯片。
红灯亮时,表示禁止通行,车辆和行人都要停下来等待。
绿灯亮时,表示可以通行,但要注意交通的安全。
黄灯亮时,表示即将变成红灯,车辆和行人应该适当减速和提前准备停止。
三、交通标志的使用方法交通标志是用来指示交通规则和道路情况的设施。
共有三种形状的交通标志:圆形、三角形和正方形。
圆形的交通标志主要表示禁止行驶或警告行驶的信息,如禁止转弯、禁止停车等。
三角形的交通标志表示警告性的信息,如道路施工、行驶限制等。
正方形的交通标志则用来指示道路的信息,如道路名称、道路方向等。
四、斑马线的使用方法斑马线是为行人过马路而设立的标志,通常是一条由白色和黑色交替组成的线条。
行人在过马路时应该选择到合适的位置,等待交通信号亮起或车辆停下来后,迅速通过斑马线。
行人在过马路时应该注意交通的情况,保持警觉,确保自身的安全。
五、通止规的遵守原则遵守通止规是每个行人和驾驶人员应尽的义务,也是保障交通安全的基础。
在遵守通止规时,应该注意以下几个原则:首先,要遵循交通信号的规定,不随意闯红灯或违反交通标志的指示。
其次,要保持警觉,观察交通情况,确保自身的安全。
再次,要尊重他人的权益,尽量给予行人和其他车辆让行的机会。
最后,要遵守道路交通法规,不酒后驾车、超速行驶等危险行为。

通止规的用法及管理令狐文艳1、止规使用前:应经相关检验计量机构检验计量合格后,方可投入生产现场使用。
使用时:应注意被测螺纹公差等级及偏差代号与环规标识公差等级、偏差代号相同(如M24*1.5-6h与M24*1.5-5g两种环规外形相同,其螺纹公差带不相同,错用后将产生批量不合格品)。
检验测量过程:首先要清理干净被测螺纹油污及杂质,然后在环规与被测螺纹对正后,用大母指与食指转动环规,旋入螺纹长度在2个螺距之内为合格,否则判为不合格品。
2、通规使用前:应经相关检验计量机构检验计量合格后,方可投入生产现场使用。
使用时:应注意被测螺纹公差等级及偏差代号与环规标识的公差等级、偏差代号相同(如M24*1.5-6h与M24*1.5-5g两种环规外形相同,其螺纹公差带不相同,错用后将产生批量不合格品)。
检验测量过程:首先要清理干净被测螺纹塞规油污及杂质,然后在环规与被测螺纹对正后,用大母指与食指转动环规,使其在自由状态下旋合通过螺纹全部长度判定合格,否则以不通判定。
3、注意事项在用量具应在每个工作日用校对塞规计量一次。
经校对塞规计量超差或者达到计量器具周检期限的环规,由计量管理人员收回、标识隔离并作相应的处理措施。
可调节螺纹环规经调整后,测量部位会产生失圆,此现象由计量修复人员经螺纹磨削加工后再次计量鉴定,各尺寸合格后方可投入使用。
报废环规应标识隔离并及时处理,不得流入生产现场。
4、维护与保养量具(环规)使用完毕后,应及时清理干净测量部位附着物,存放在规定的量具盒内。
生产现场在用量具应摆放在工艺定置位置,轻拿轻放,以防止磕碰而损坏测量表面。
严禁将量具作为切削工具强制旋入螺纹,避免造成早期磨损。
可调节螺纹环规严禁非计量工作人员随意调整,确保量具的准确性。
环规长时间不用,应交计量管理部门妥善保管。
通止规的用法
1. 嘿,你知道通止规咋用吗?就像我们量身高得站直了一样,通止规用的时候也要放准位置呀!比如测量一个小零件的孔径,把通止规伸进去,能顺利通过的就是合格的,通不过那可就不行咯!
2. 哎呀呀,通止规这玩意儿可有意思了!你想想看,它就像是一个严格的裁判,判断工件合不合格呢!就好比检查一个螺母,通规能过,止规不能过,这螺母就是没问题的呀!
3. 通止规的用法真的很关键呢!这不就像选美比赛要选出最美的人一样嘛,如果用错了方法,那结果不就错啦!比如说测量一个轴的直径,要是没搞对,那不就全乱套啦!
4. 哇塞,通止规的使用可不能马虎哦!它就好像是一把精准的钥匙,得准确地去开锁呀!像检测一个管道的接口,通止规能准确告诉你它合不合格呢!
5. 嘿,你可别小瞧通止规的用法哟!这就跟我们走路得走对方向一样重要呢!比如要确定一个空洞的尺寸,通止规一用,就立马清楚啦!
6. 通止规的用处可大啦!就像战场上的将军,能准确判断局势呢!就拿检测一个齿轮来说吧,通过通止规,就能知道它能不能正常工作啦!
7. 哎呀,通止规的用法可得搞清楚呀!它不就像我们的眼睛,能看清好坏呢!像检测一个零件的槽宽,通止规一上去,答案就出来咯!
8. 通止规真的是超级重要的工具呀!它就是那个能告诉你真相的小能手呢!所以呀,一定要掌握好它的用法,才能更好地完成工作哟!结论就是:通止规超有用,一定要用对它!。
引言概述:正文内容:
一、通止规的定义
1.通止规的概念和作用
2.通止规的分类和编号系统
3.通止规的基本特征和标准规定
二、通止规的历史背景
1.通止规的起源和发展
2.通止规的国际化标准化过程
3.通止规在电子行业中的地位和影响
三、通止规的应用领域
1.通止规在电子产品设计中的应用
2.通止规在电子元件制造中的应用
3.通止规在电子产品测试和认证中的应用
四、通止规的技术要求
1.通止规的尺寸和几何要求
2.通止规的材料和表面处理要求
3.通止规的电气性能和环境适应性要求
4.通止规的可靠性和耐久性要求
5.通止规的质量控制和检测方法
五、通止规的未来发展趋势
1.通止规的发展方向和趋势
2.通止规在新兴技术领域的应用前景
3.通止规与其他电子标准的融合与发展
总结:
通过对通止规的定义、历史背景、应用领域以及技术要求的详细阐述,可以看出通止规作为一种重要的电子元件封装标准,在电子行业中发挥着关键的作用。
未来,随着新兴技术的快速发展,通止规将面临更多的挑战和机遇,需要不断适应市场需求,不断创新和完善,以更好地推动电子行业的发展。
通过培训和学习通止规的相关知识,电子从业人员可以更好地应用和理解通止规,提高产品的质量和市场竞争力。
通止规的用法及管理之勘阻及广创作1、止规使用前:应经相关检验计量机构检验计量合格后, 方可投入生产现场使用.使用时:应注意被测螺纹公差品级及偏差代号与环规标识公差品级、偏差代号相同(如M24*1.56h与M24*1.55g两种环规外形相同, 其螺纹公差带不相同, 错用后将发生批量分歧格品).检验丈量过程:首先要清理干净被测螺纹油污及杂质, 然后在环规与被测螺纹对正后, 用年夜母指与食指转动环规, 旋入螺纹长度在2个螺距之内为合格, 否则判为分歧格品.2、通规使用前:应经相关检验计量机构检验计量合格后, 方可投入生产现场使用.使用时:应注意被测螺纹公差品级及偏差代号与环规标识的公差品级、偏差代号相同(如M24*1.56h与M24*1.55g两种环规外形相同, 其螺纹公差带不相同, 错用后将发生批量分歧格品).检验丈量过程:首先要清理干净被测螺纹塞规油污及杂质, 然后在环规与被测螺纹对正后, 用年夜母指与食指转动环规, 使其在自由状态下旋合通过螺纹全部长度判定合格, 否则以欠亨判定.3、注意事项在用量具应在每个工作日用校对塞规计量一次. 经校对塞规计量超差或者到达计量器具周检期限的环规, 由计量管理人员收回、标识隔离并作相应的处置办法.可调节螺纹环规经调整后, 丈量部位会发生失圆, 此现象由计量修复人员经螺纹磨削加工后再次计量鉴定, 各尺寸合格后方可投入使用.报废环规应标识隔离并及时处置, 不得流入生产现场.4、维护与调养量具(环规)使用完毕后, 应及时清理干净丈量部位附着物, 寄存在规定的量具盒内. 生产现场在用量具应摆放在工艺定置位置, 轻拿轻放, 以防止磕碰而损坏丈量概况.严禁将量具作为切削工具强制旋入螺纹, 防止造成早期磨损. 可调节螺纹环规严禁非计量工作人员随意调整, 确保量具的准确性.环规长时间不用, 应交计量管理部份妥善保管.。
通止规全套
通止规全套,这是一句在行业内极具声望的通用表述,它涵盖了各种情况,表明了我们要讲述的内容。
在我国,尤其是在建筑领域,通止规全套的使用变得尤为重要,它可以帮助我们更好地进行建筑施工,确保施工过程的安全性和规范性。
通止规全套,顾名思义,它是由一系列规章制度和标准组成的,旨在规范建筑施工的全过程。
它适用于各种类型的建筑施工项目,包括土建工程、装修工程等,还可用于市政建设、农业设施建设等。
通止规全套的作用是教导我们该如何进行施工,以及如何确保施工过程中始终遵循规范和safety first原则。
那么,通止规全套具体包括哪些内容呢?它主要包括以下几个方面:
1.施工前的准备工作:包括施工场地的勘察、施工图纸的审查、施工方案的安全审查等。
2.材料的安全性审查:包括脚手架、保温材料、涂料、电线等材料的审核和安全检查。
3.施工过程的安全控制:包括施工现场的安全防护措施、安全事故预防与处理、安全培训等。
4.施工质量的控制:包括施工质量的评判标准、质量检查、施工记录等。
5.环保措施:包括噪音、粉尘、废水等污染物的控制与治理。
6.现场环保管理:包括施工过程中的环境监测、环保培训等。
7.进度计划的合理性:包括施工进度计划的制定、调整与监督等。
8.现场文明施工:包括施工现场的整洁有序、文明施工等。
总之,通止规全套是建筑施工行业中不可或缺的指南,它指引我们如何确保施工过程中的安全和质量。
在施工过程中,我们要遵循通
止规全套的指导,实行科学施工,提高安全意识,从而有效地提高施工项目的整体效益。