840D系统连接图
- 格式:pdf
- 大小:104.50 KB
- 文档页数:1
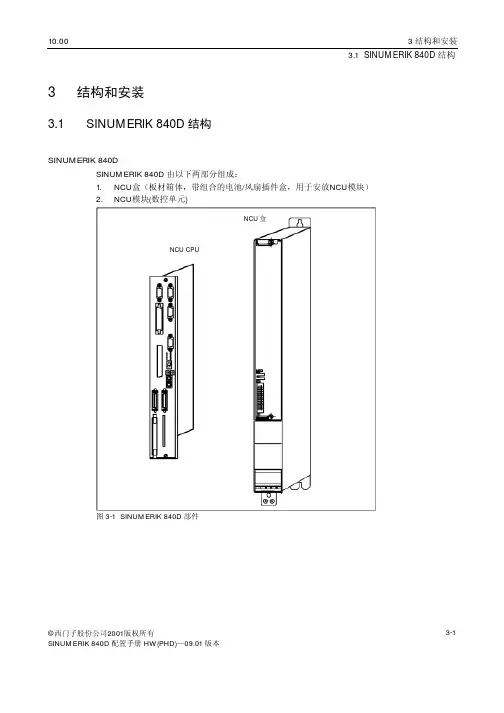
©西门子股份公司2001版权所有SINUMERIK 840D 配置手册 HW(PHD)—09.01版本3-13 结构和安装3.1 SINUMERIK 840D 结构SINUMERIK 840DSINUMERIK 840D 由以下两部分组成:1. NCU 盒(板材箱体,带组合的电池/风扇插件盒,用于安放NCU 模块)2. NCU 模块(数控单元)图3-1 SINUMERIK 840D 部件3.1 SINUMERIK 840D 结构NCU CPUNCU 盒©西门子股份公司2001版权所有SINUMERIK 840D 配置手册 HW(PHD)—09.01版本3-23.2 SINUMERIK 840D 安装准备安装SINUMERIK 840D 控制系统时,需要以下工具:• 0号和1号开槽螺钉的螺丝刀 • M4和M5Torx 螺钉的螺丝刀NCU 盒的安装在SIMODRIVE 电源模块和第一个SIMODRIVE 驱动模块之间放置NCU 盒。
紧固NCU 盒时,建议使用两个M5螺钉。
图3-2 NCU 在系统中的位置警告在关断所有电源电压后,设备中仍然会有危险电压,并持续约4分钟。
DC 总线排的安装1. 用螺丝刀在顶部松开DC 总线排上方的塑料盖板,向下并向前推开。
2. 在NCU 盒右侧取下DC 总线排。
3. 现在可以从NCU 盒包装中取出DC 总线排,安装在电源模块和第一个驱动模块之间。
使用位于模块上的螺钉(注意扭矩,M4:1.8Nm ,M5:3Nm )。
4.通过两个塑料搭子把盖板放置于相应开口处,合上盖板直至上部插销到位,结束安装。
3.2 SINUMERIK 840D 安装©西门子股份公司2001版权所有SINUMERIK 840D 配置手册 HW(PHD)—09.01版本3-3插入NCU把NCU CPU 插入NCU 盒,直至合上到位。
两个开槽螺钉(1)必须紧固(参见图3-3),确保符合EMC 要求,并具有必要的抗震性。
©西门子股份公司2001版权所有SINUMERIK 840D 配置手册 HW(PHD)—09.01版本3-13 结构和安装3.1 SINUMERIK 840D 结构SINUMERIK 840DSINUMERIK 840D 由以下两部分组成:1. NCU 盒(板材箱体,带组合的电池/风扇插件盒,用于安放NCU 模块)2. NCU 模块(数控单元)图3-1 SINUMERIK 840D 部件3.1 SINUMERIK 840D 结构NCU CPUNCU 盒©西门子股份公司2001版权所有SINUMERIK 840D 配置手册 HW(PHD)—09.01版本3-23.2 SINUMERIK 840D 安装准备安装SINUMERIK 840D 控制系统时,需要以下工具:• 0号和1号开槽螺钉的螺丝刀 • M4和M5Torx 螺钉的螺丝刀NCU 盒的安装在SIMODRIVE 电源模块和第一个SIMODRIVE 驱动模块之间放置NCU 盒。
紧固NCU 盒时,建议使用两个M5螺钉。
图3-2 NCU 在系统中的位置警告在关断所有电源电压后,设备中仍然会有危险电压,并持续约4分钟。
DC 总线排的安装1. 用螺丝刀在顶部松开DC 总线排上方的塑料盖板,向下并向前推开。
2. 在NCU 盒右侧取下DC 总线排。
3. 现在可以从NCU 盒包装中取出DC 总线排,安装在电源模块和第一个驱动模块之间。
使用位于模块上的螺钉(注意扭矩,M4:1.8Nm ,M5:3Nm )。
4.通过两个塑料搭子把盖板放置于相应开口处,合上盖板直至上部插销到位,结束安装。
3.2 SINUMERIK 840D 安装©西门子股份公司2001版权所有SINUMERIK 840D 配置手册 HW(PHD)—09.01版本3-3插入NCU把NCU CPU 插入NCU 盒,直至合上到位。
两个开槽螺钉(1)必须紧固(参见图3-3),确保符合EMC 要求,并具有必要的抗震性。
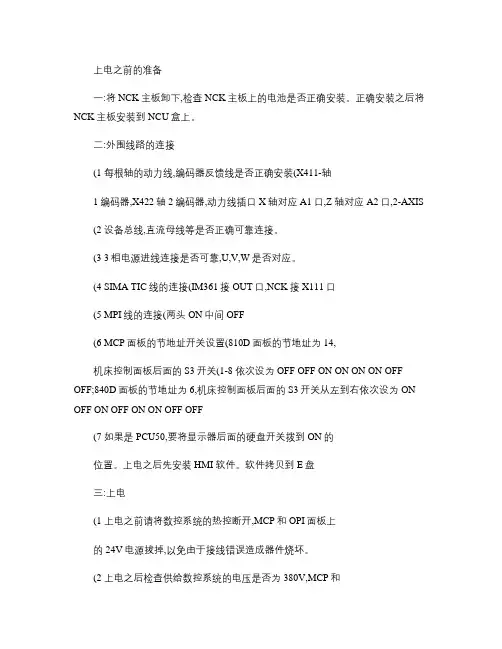
上电之前的准备一:将NCK主板卸下,检查NCK主板上的电池是否正确安装。
正确安装之后将NCK主板安装到NCU盒上。
二:外围线路的连接(1 每根轴的动力线,编码器反馈线是否正确安装(X411-轴1编码器,X422轴2编码器,动力线插口X轴对应A1口,Z 轴对应A2口,2-AXIS(2 设备总线,直流母线等是否正确可靠连接。
(3 3相电源进线连接是否可靠,U,V,W是否对应。
(4 SIMA TIC线的连接(IM361接OUT口,NCK接X111口(5 MPI线的连接(两头ON中间OFF(6 MCP面板的节地址开关设置(810D面板的节地址为14,机床控制面板后面的S3开关(1-8 依次设为OFF OFF ON ON ON ON OFF OFF;840D面板的节地址为6,机床控制面板后面的S3开关从左到右依次设为ON OFF ON OFF ON ON OFF OFF(7 如果是PCU50,要将显示器后面的硬盘开关拨到ON的位置。
上电之后先安装HMI 软件。
软件拷贝到E盘三:上电(1 上电之前请将数控系统的热控断开,MCP和OPI面板上的24V电源拔掉,以免由于接线错误造成器件烧坏。
(2 上电之后检查供给数控系统的电压是否为380V,MCP和OPI面板的电源是否为直流24V,且正负极性正确。
(3 如果2正确,断电,合上热控,MCP和OPI面板的直流电源插上,上电调试。
四:PLC,NC总清1、NC总清步骤:(1将NC启动开关S3→“1”:(2启动NC,如NC已启动,按复位按钮S1:(3待NC启动成功,七段显示器显示“6”或者“b”,将S3→“0”;这时H1(左列显示灯“+5V”显示绿灯,NC总清执行完成。
即:将S3置于1位置后,按下复位按钮S1,待七段码管显示“6”或者“b”后,将S3置于0位置。
NC总清后,SRAM内存中的内容被全部清掉,所有机器数据被预置为缺省值。
2、PLC总清步骤:(1将PLC启动开关S4→“2”;=>PS灯会亮。


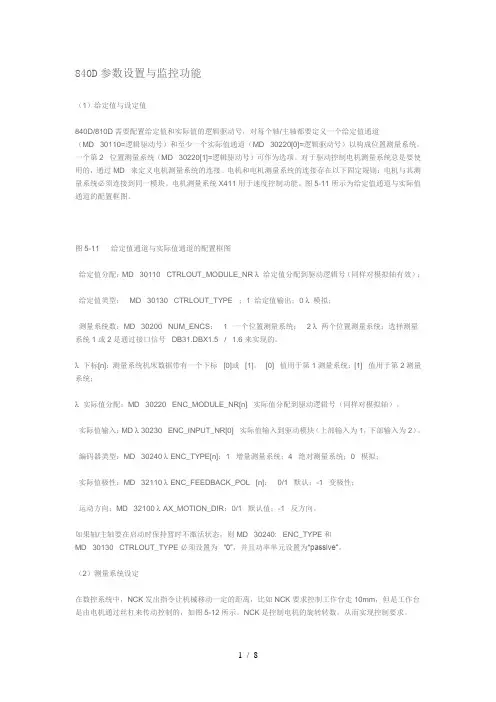
840D参数设置与监控功能(1)给定值与设定值840D/810D需要配置给定值和实际值的逻辑驱动号,对每个轴/主轴都要定义一个给定值通道(MD 30110=逻辑驱动号)和至少一个实际值通道(MD 30220[0]=逻辑驱动号)以构成位置测量系统。
一个第2 位置测量系统(MD 30220[1]=逻辑驱动号)可作为选项。
对于驱动控制电机测量系统总是要使用的,通过MD 来定义电机测量系统的连接。
电机和电机测量系统的连接存在以下固定规则:电机与其测量系统必须连接到同一模块。
电机测量系统X411用于速度控制功能。
图5-11所示为给定值通道与实际值通道的配置框图。
图5-11 给定值通道与实际值通道的配置框图给定值分配:MD 30110 CTRLOUT_MODULE_NR λ给定值分配到驱动逻辑号(同样对模拟轴有效);给定值类型:MD 30130 CTRLOUT_TYPE :1 给定值输出;0 λ模拟;测量系统数:MD 30200 NUM_ENCS: 1 一个位置测量系统; 2 λ两个位置测量系统;选择测量系统1或2是通过接口信号DB31.DBX1.5 / 1.6来实现的。
λ下标[n]:测量系统机床数据带有一个下标[0]或[1]。
[0] 值用于第1测量系统;[1] 值用于第2测量系统;λ实际值分配:MD 30220 ENC_MODULE_NR[n] 实际值分配到驱动逻辑号(同样对模拟轴)。
实际值输入:MD λ 30230 ENC_INPUT_NR[0] 实际值输入到驱动模块(上部输入为1,下部输入为2)。
编码器类型:MD 30240 λ ENC_TYPE[n]:1 增量测量系统;4 绝对测量系统;0 模拟;实际值极性:MD 32110 λ ENC_FEEDBACK_POL [n]:0/1 默认;-1 变极性;运动方向:MD 32100 λ AX_MOTION_DIR:0/1 默认值;-1 反方向。
如果轴/主轴要在启动时保持暂时不激活状态,则MD 30240: ENC_TYPE和MD 30130 CTRLOUT_TYPE必须设置为“0”,并且功率单元设置为“passive”。
威海华东数控龙门镗铣床电气调机步骤目录一.通电前检查 (1)二.电源调试 (3)1.总供电电源 (3)2.交流控制电源 (3)3.空调电源 (3)4.维修照明电源 (3)5.NC供电电源 (3)6.直流24V电源 (3)三.辅助设备调试 (5)1.电柜照明灯 (5)2.机床照明灯 (5)3.维修电源 (5)4.电柜空调 (5)四.NC系统调试 (6)1.NC供电前检查 (6)2.NC系统供电 (6)3.NC系统启动 (6)4.NCK总复位操作 (8)5.PLC总复位操作 (8)6.常用机床参数设定 (8)7.机床时间设定 (11)五.系统汉化,报警文本及数据备份 (12)1.系统汉化 (12)2.报警文本 (13)3.机床数据备份 (17)六.PLC程序装入NCK中 (18)1.编程器(PG)的联接 (18)2.PLC程序装入NCK中 (20)七.机床保护调试 (21)1.急停链控制 (21)2.坐标急停链控制 (21)3.总急停开关控制 (21)4.坐标限位及回参考点 (21)5.机床锁 (21)八.进给轴和主轴的动作 (28)1.进给轴的动作 (28)2.主轴的动作 (30)九.机床全闭环的设置和螺补 (33)1.关于机床全闭环和半闭环 (33)2.机床坐标轴软限位的设置 (35)3.螺补 (35)十.附件铣头的调试 (38)1.元器件的调试 (38)2.手动附件铣头操作 (39)3.自动附件铣头操作 (41)十一.机床刀库的调试 (43)1.EASYMASK软件的使用 (43)2.马氏机构刀库的调试 (47)3.链氏刀库的调试 (53)一通电前检查检查前要求:①电柜不可与外部任何电源相连接。
②电柜中所有空气开关及断路器全部断开。
1.装置连接检查1.1.根据机床要求检查系统模块的联接,图如下。
主轴功率模块(MSD)排在电源模块(NE)和控制模块(NCU)之后,进给轴功率模块(FDD)的排列由功率大小依次由左向右排列。