数控机床的伺服驱动系统
- 格式:docx
- 大小:205.76 KB
- 文档页数:10

数控系统伺服驱动器接线及参数设定数控系统是一种实现数控机床运动控制的系统,它通过数控程序控制伺服驱动器驱动电机实现机床各轴的精确定位和运动控制。
正确的接线和参数设定对于数控系统的稳定运行和良好性能至关重要。
一、数控系统伺服驱动器接线1.电源线接线:将电源线的两根火线分别接入伺服驱动器的AC1和AC2端口,将零线接入伺服驱动器的COM端口。
2.电动机线接线:将电动机的三根相线分别接入伺服驱动器的U、V、W端口,注意保持相序正确。
3.编码器线接线:将编码器的信号线分别接入伺服驱动器的A相、B相和Z相端口,注意保持对应关系。
4.I/O信号线接线:将数控系统的输入信号线分别接入伺服驱动器的I/O端口,将数控系统的输出信号线分别接入伺服驱动器的O/I端口。
二、数控系统伺服驱动器参数设定伺服驱动器的参数设定包括基本参数设定和运动参数设定。
1.基本参数设定:包括电源参数设定、电机参数设定和编码器参数设定。
-电源参数设定:设置电源电压和频率等基本参数,确保电源供电稳定。
-电机参数设定:设置电机类型、额定电流、极数等参数,确保驱动器与电机匹配。
-编码器参数设定:设置编码器型号、分辨率等参数,确保编码器信号精确反馈。
2.运动参数设定:包括速度参数设定、加速度参数设定和位置参数设定。
-速度参数设定:设置速度环的比例增益、积分增益和速度限制等参数,确保速度控制精度。
-加速度参数设定:设置加速度环的比例增益、积分增益和加速度限制等参数,确保加速度控制平稳。
-位置参数设定:设置位置环的比例增益、积分增益和位置限制等参数,确保位置控制准确。
3.其他参数设定:包括滤波参数设定、限位参数设定和插补参数设定等。
-滤波参数设定:设置滤波器的截止频率和衰减系数等参数,确保驱动器与电机的振动减小。
-限位参数设定:设置限位开关的触发逻辑和触发动作等参数,确保机床在限位时及时停止。
-插补参数设定:设置插补周期、插补梯度和插补速度等参数,确保插补运动的平滑与快速。
数控机床伺服系统的分类数控机床伺服系统按用途和功能分为进给驱动系统和主轴驱动系统;按控制原理和有无检测反馈环节分为开环伺服系统、闭环伺服系统和半闭环伺服系统;按使用的执行元件分为电液伺服系统和电气伺服系统。
1.按用途和功能分:(1)进给驱动系统:是用于数控机床工作台坐标或刀架坐标的控制系统,控制机床各坐标轴的切削进给运动,并提供切削过程所需的力矩。
主要关心其力矩大小、调速范围大小、调节精度高低、动态响应的快速性。
进给驱动系统一般包括速度控制环和位置控制环。
(2)主轴驱动系统:用于控制机床主轴的旋转运动,为机床主轴提供驱动功率和所需的切削力。
主要关心其是否有足够的功率、宽的恒功率调节范围及速度调节范围;它只是一个速度控制系统。
2.按使用的执行元件分:(1)电液伺服系统其伺服驱动装置是电液脉冲马达和电液伺服马达。
其优点是在低速下可以得到很高的输出力矩,刚性好,时间常数小、反应快和速度平稳;其缺点是液压系统需要供油系统,体积大、噪声、漏油等。
(2)电气伺服系统其伺服驱动装置伺服电机(如步进电机、直流电机和交流电机等)。
其优点是操作维护方便,可靠性高。
其中,1)直流伺服系统其进给运动系统采用大惯量宽调速永磁直流伺服电机和中小惯量直流伺服电机;主运动系统采用他激直流伺服电机。
其优点是调速性能好;其缺点是有电刷,速度不高。
2)交流伺服系统其进给运动系统采用交流感应异步伺服电机(一般用于主轴伺服系统)和永磁同步伺服电机(一般用于进给伺服系统)。
优点是结构简单、不需维护、适合于在恶劣环境下工作;动态响应好、转速高和容量大。
3.按控制原理分(1)开环伺服系统系统中没有位置测量装置,信号流是单向的(数控装置→进给系统),故系统稳定性好。
开环伺服系统的特点:1. 一般以功率步进电机作为伺服驱动元件。
2. 无位置反馈,精度相对闭环系统来讲不高,机床运动精度主要取决于伺服驱动电机和机械传动机构的性能和精度。
步进电机步距误差,齿轮副、丝杠螺母副的传动误差都会反映在零件上,影响零件的精度。
FANUC数控系统伺服驱动优化在数控机床上的应用FANUC数控系统是世界领先的数控系统供应商之一,其伺服驱动器在数控机床上的应用具有广泛的优化空间。
数控机床作为现代制造业的重要设备,对于提高生产效率、降低人工成本具有重要意义。
优化FANUC数控系统的伺服驱动器可以有效提高机床的精度、速度和稳定性,从而提升整体加工质量和效率。
首先,FANUC数控系统采用的伺服驱动器技术先进,具有高精度、高可靠性和高稳定性的特点。
通过优化伺服驱动器的参数设置和控制策略,可以更好地适应各种加工工艺和零件加工要求,提高机床的动态响应能力和控制精度。
在高速、高精度加工场景下,采用FANUC伺服驱动器可以更好地满足对零件尺寸、表面质量的要求,提高加工精度和一致性。
其次,FANUC数控系统伺服驱动器具有优秀的即时响应能力和反馈控制性能,在加工过程中可以更快地调节参数和优化控制策略,实现更加高效的加工过程。
通过优化伺服驱动器的反馈控制算法和响应速度,可以降低机床加工过程中的振动和误差,提高加工精度和表面质量。
同时,FANUC数控系统的伺服驱动器还支持多轴同步运动控制,可以实现多道工序的同步加工,提高加工效率和生产能力。
另外,FANUC数控系统伺服驱动器具有开放式的通信接口和灵活的编程功能,可以更方便地与其他设备或系统进行集成和通信。
通过优化伺服驱动器的通信接口和数据传输速度,可以实现数控机床与工作站、MES系统、ERP系统等的无缝对接,实现信息共享和智能化制造。
此外,FANUC 数控系统伺服驱动器还支持远程监控和故障诊断功能,可以及时发现和解决机床运行中的问题,减少生产中断和损失。
综上所述,FANUC数控系统伺服驱动器在数控机床上的优化应用具有重要意义和广泛应用前景。
通过优化伺服驱动器的参数设置、控制策略、反馈控制算法和通信接口,可以提高机床的加工精度、速度和稳定性,实现智能化、高效化生产,推动制造业的发展和升级。
同时,FANUC数控系统伺服驱动器还可以与其他先进制造技术和工业互联网技术结合,实现更加智能、柔性、绿色的制造模式,推动制造业向高质量、高效率的方向发展。
数控机床伺服系统概述
数控机床伺服系统主要由伺服电机、编码器、伺服驱动器和控制器等组成。
伺服电机是数控机床伺服系统中的动力部分,它通过电磁感应原理将电能转化为机械能,提供动力给机床的各个运动轴。
编码器是用来测量机床运动轴运动位置的装置,将位置信息反馈给伺服系统控制器,以实现精确控制。
伺服驱动器是将控制器的指令转换为电流信号,并通过控制伺服电机的电流大小和方向来控制机床运动轴的运动。
控制器是数控机床伺服系统的核心部分,它根据加工工艺要求和用户的指令,控制伺服驱动器的工作状态,实现机床运动轴的运动控制。
数控机床伺服系统的工作原理是:控制器接收用户输入的指令和加工工艺要求,根据这些信息生成相应的运动轴指令。
这些指令经过处理后,转变为驱动伺服驱动器的控制信号,通过控制伺服电机的转子和定子之间的磁场相互作用,来实现机床各个运动轴的精确运动。
1.高精度:数控机床伺服系统能够实现微小的位置调整和高精度的加工,通过编码器的反馈信号,控制器可以精确控制机床运动。
2.高响应性:数控机床伺服系统具有快速响应的特点,当控制器发送指令后,伺服电机能够迅速调整到指定位置,提高了加工效率。
3.高稳定性:数控机床伺服系统具有良好的稳定性,能够在长时间运行过程中保持精确的位置和速度控制,减少加工误差。
4.可编程性:数控机床伺服系统可以通过编程的方式,实现多种复杂的运动轨迹和加工工艺,提高了生产的灵活性和效率。
总之,数控机床伺服系统是数控机床中的重要组成部分,它通过控制伺服电机的运动,实现机床的高精度、高响应和高稳定性运动控制。
它的
应用使数控机床具备了更高的加工精度、更高的生产效率和更好的生产灵活性。
第五章数控机床的伺服驱动系统数控机床伺服驱动系统是指以机床移动部件(如工作台、动力头等,本书仅以工作台为例)的位置和速度作为控制量的自动控制系统,又称拖动系统。
在数控机床上,伺服驱动系统接收来自插补装置或插补软件生成的进给脉冲指令,经过一定的信号变换及电压、功率放大,将其转化为机床工作台相对于切削刀具的运动。
目前,这主要通过对交、直流伺服电机或步进电机等进给驱动元件的控制来实现。
数控机床的伺服驱动系统作为一种实现切削刀具与工件间运动的进给驱动和执行机构,是数控机床的一个重要组成部分,它在很大程度上决定了数控机床的性能,如数控机床的最高移动速度、跟踪精度、定位精度等一系列重要指标取决于伺服驱动系统性能的优劣。
因此,随着数控机床的发展,研究和开发高性能的伺服驱动系统,一直是现代数控机床研究的关键技术之一。
一、伺服驱动系统的性能对数控机床伺服驱动系统的主要性能要求有下列几点:(1)进给速度范围要大。
不仅要满足低速切削进给的要求,如5mmmin,还要能满足高速进给的要求,如10000mmmin。
(2)位移精度要高。
伺服系统的位移精度是指指令脉冲要求机床工作台进给的位移量和该指令脉冲经伺服系统转化为工作台实际位移量之间的符合程度。
两者误差愈小,伺服系统的位移精度愈高。
目前,高精度的数控机床伺服系统位移精度可达到在全程范围内。
通常,插补器或计算机的插补软件每发出一个进给脉冲指令,伺服系统将其转化为一个相应的机床工作台位移量,我们称此位移量为机床的脉冲当量。
一般机床的脉冲当量为0.01~0.005 mm脉冲,高精度的CNC M 床其脉冲当量可达0.001 mm脉冲。
脉冲当量越小,机床的位移精度越高。
(3)跟随误差要小。
即伺服系统的速度响应要快。
(4)伺服系统的工作稳定性要好。
要具有较强的抗干扰能力,保证进给速度均匀、平稳,从而使得能够加工出粗糙度低的零件。
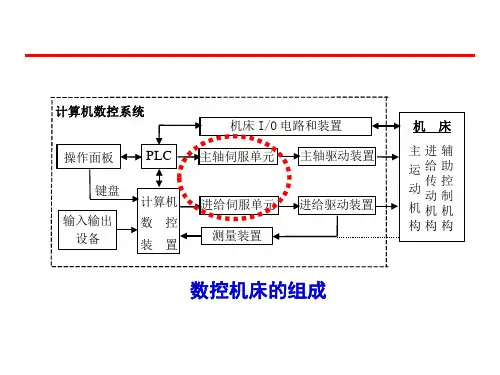
二、数控机床伺服驱动系统的基本组成数控机床伺服驱动系统的基本组成如图5-1所示。
数控机床的伺服驱动系统按有无反馈检测单元分为开环和闭环两种类型(见数控机床伺服驱动系统分类),这两种类型的伺服驱动系统的基本组成不完全相同。
但不管是哪种类型,执行元件及其驱动控制单元都必不可少。
驱动控制单元的作用是将进给指令转化为驱动执行元件所需要的信号形式,执行元件则将该信号转化为相应的机械位移。
开环伺服驱动系统由驱动控制单元、执行元件和机床组成。
通常,执行元件选用步进电机。
执行元件对系统的特性具有重要影响。
闭环伺服驱动系统由执行元件、驱动控制单元、机床,以及反馈检测单元、比较控制环节组成。
反馈检测单元将工作台的实际位置检测后反馈给比较控制环节,比较控制环节将指令信号和反馈信号进行比较,以两者的差值作为伺服系统的跟随误差经驱动控制单元,驱动和控制执行元件带动工作台运动。
在CNC系统中,由于计算机的引入,比较控制环节的功能由软件完成,从而导致系统结构的一些改变,但基本上还是由执行元件、反馈检测单元、比较控制环节、驱动控制单元和机床组成。
三、数控机床伺服驱动系统的分类数控机床的伺服驱动系统按其用途和功能分为进给驱动系统和主轴驱动系统;按其控制原理和有无位置检测反馈环节分为开环系统和闭环系统;按驱动执行元件的动作原理分为电液伺服驱动系统和电气伺服驱动系统。
电气伺服驱动系统又分为直流伺服驱动系统和交流伺服驱动系统。
1.进给驱动与主轴驱动进给驱动是用于数控机床工作台或刀架坐标的控制系统,控制机床各坐标轴的切削进给运动,并提供切削过程所需的转矩。
主轴驱动控制机床主轴的旋转运动,为机床主轴提供驱动功率和所需的切削力。
一般地,对于进给驱动系统,主要关心它的转矩大小、调节范围的大小和调节精度的高低,以及动态响应速度的快慢。
对于主轴驱动系统,主要关心其是否具有足够的功率、宽的恒功率调节范围及速度调节范围。
2.开环控制和闭环控制数控机床伺服驱动系统按有无位置反馈分两种基本的控制结构,即开环控制和闭环控制,如图5--1所示。
由此形成位置开环控制系统和位置闭环控制系统。
闭环控制系统又可根据位置检测装置在机床上安装的位置不同,进一步分为半闭环伺服驱动控制系统和全闭环伺服驱动控制系统。
若位置检测装置安装在机床的工作台上,构成的伺服驱动控制系统为全闭环控制系统;若位置检测装置安装在机床丝杠上,构成的伺服驱动控制系统则为半闭环控制系统。
现代数控机床的伺服驱动多采用闭环控制系统。
开环控制系统常用于经济型数控或老设备的改造。
3.直流伺服驱动与交流伺服驱动70年代和80年代初,数控机床多采用直流伺服驱动。
直流大惯量伺服电机具有良好的宽调速性能,输出转矩大,过载能力强,而且,由于电机惯性与机床传动部件的惯量相当,构成闭环后易于调整。
而直流中小惯量伺服电机及其大功率晶体管脉宽调制驱动装置,比较适应数控机床对频繁启动、制动,以及快速定位、切削的要求。
但直流电机一个最大的特点是具有电刷和机械换向器,这限制了它向大容量、高电压、高速度方向的发展,使其应用受到限制。
进入80年代,在电机控制领域交流电机调速技术取得了突破性进展,交流伺服驱动系统大举进入电气传动调速控制的各个领域。
交流伺服驱动系统的最大优点是交流电机容易维修,制造简单,易于向大容量、高速度方向发展,适合于在较恶劣的环境中使用。
同时,从减少伺服驱动系统外形尺寸和提高可靠性角度来看,采用交流电机比直流电机将更合理§ 5—2开环步进式伺服驱动系统步进式伺服驱动系统是典型的开环控制系统。
在此系统中,执行元件是步进电机。
它受驱动控制线路的控制,将代表进给脉冲的电平信号直接变换为具有一定方向、大小和速度的机械转角位移,并通过齿轮和丝杠带动工作台移动。
由于该系统没有反馈检测环节,它的精度较差,速度也受到步进电机性能的限制。
但它的结构和控制简单、容易调整,故在速度和精度要求不太高的场合具有一定的使用价值。
一、步进电机的种类、结构及工作原理1.步进电机的种类步进电机的分类方式很多,常见的分类方式有按产生力矩的原理、按输出力矩的大小以及按定子和转子的数量进行分类等。
根据不同的分类方式,可将步进电机分为多种类型,如表5--1所示。
表5-1 步进电机的分类2.步进电机的结构目前,我国使用的步进电机多为反应式步进电机。
在反应式步进电机中,有轴向分相和径向分相两种,如表5--1所述。
图5--2是一典型的单定子、径向分相、反应式伺服步进电机的结构原理图。
它与普通电机一样,分为定子和转子两部分,其中定子又分为定子铁心和定子绕组。
定子铁心由电工钢片叠压而成,其形状如图中所示。
定子绕组是绕置在定子铁心 6 个均匀分布的齿上的线圈,在直径方向上相对的两个齿上的线圈串联在一起,构成一相控制绕组。
图5--2所示的步进电机可构成三相控制绕组,故也称三相步进电机。
若任一相绕组通电,便形成一组定子磁极,其方向即图中所示的NS极。
在定子的每个磁极上,即定子铁心上的每个齿上又开了5个小齿,齿槽等宽,齿间夹角为9°,转子上没有绕组,只有均匀分布的40个小齿,齿槽也是等宽的,齿间夹角也是9°,与磁极上的小齿一致。
此外,三相定子磁极上的小齿在空间位置上依次错开1 3齿距,如图5--3所示。
当A 相磁极上的小齿与转子上的小齿对齐时,B 相磁极上的齿刚好超前(或滞后)转子齿13齿距角,C 相磁极齿超前(或滞后)转子 齿2 3齿距角图5-2单定子径向分相反应式伺服步进电机结构原理图」点击进入动画观看步电机工作原理_图5-3步进电机的齿距图5--4是一个五定子、轴向分相、反应式伺服步进电机的结构原理图。
从图 中可以看出,步进电机的定子和转子在轴向分为五段,每一段都形成独立的一相定 子铁心、定子绕组和转子,图5--5所示的是其中的一段。
各段定子铁心形如内齿 轮,由硅钢片叠成。
转子形如外齿轮,也由硅钢片制成。
各段定子上的齿在圆周方向均匀分布,彼此之间错开15齿距,其转子齿彼此不错位。
当设置在定子铁心环形槽内的定子绕组通电时,形成一相环形绕组,构成图中所示的磁力线。
除上面介绍的两种形式的反应式步进电机之外,常见的步进电机还有永磁式步进电机和永磁反应式步进电机,它们的结构虽不相同,但工作原理相同。
3.步进电机的工作原理步进电机的工作原理实际上是电磁铁的作用原理。
图5--6是一种最简单的反应式步进电机,下面以它为例来说明步进电机的工作原理。
图5--6(a)中,当A相绕组通以直流电流时,根据电磁学原理,便会在AA方向上产生一磁场,在磁场电磁力的作用下,吸引转子,使转子的齿与定子AA磁极上的齿对齐。
若A相断电,B相通电,这时新的磁场其电磁力又吸引转子的两极与BB 磁极齿对齐,转子沿顺时针转过60°。
通常,步进电机绕组的通断电状态每改变一次,其转子转过的角度〉称为步距角。
因此,图5--6(a)所示步进电机的步距角: 等于60°。
如果控制线路不停地按A-43A…的顺序控制步进电机绕组的通断电,步进电机的转子便不停地顺时针转动。
若通电顺序改为LB-A…,同理,步进电机的转子将逆时针不停地转动。
端板雄路定子转子线圈机壳端盖图5-4五定子径向分相反应式伺服步进电机结构原理图上面所述的这种通电方式称为三相三拍。
还有一种三相六拍的通电方式,它的 通电顺序是:顺时针为A — AB — B — BC — C — CA — A …;逆时针为A — AC — C — CB — B — BA — A …。
若以三相六拍通电方式工作,当A 相通电转为A 和B 同时通电时,转子的磁极 将同时受到A 相绕组产生的磁场和B 相绕组产生的磁场的共同吸引,转子的磁极只 好停在A 和B 两相磁极之间,这时它的步距角-等于30°。
当由A 和B 两相同时 通电转为B 相通电时,转子磁极再沿顺时针旋转30°,与B 相磁极对齐。
其余依此 类推。
采用三相六拍通电方式,可使步距角:缩小一半。
图5—6步进电机工作原理图」点击进入动画观看步进电机工作原理(a)(b)_图5--6(b)中的步进电机,定子仍是A , B , C 三相,每相两极,但转子不是两个磁回路转子定子硅钢片图5-5 一段定子、转子及磁回路磁极而是四个。
当A相通电时,是1和3极与A相的两极对齐,很明显,当A 相断电、B相通电时,2和4极将与B相两极对齐。
这样,在三相三拍的通电方式中,步距角〉等于30°,在三相六拍通电方式中,步距角?则为15°0综上所述,可以得到如下结论:(1)步进电机定子绕组的通电状态每改变一次,它的转子便转过一个确定的角度,即步进电机的步距角-;(2)改变步进电机定子绕组的通电顺序,转子的旋转方向随之改变;(3)步进电机定子绕组通电状态的改变速度越快,其转子旋转的速度越快,即通电状态的变化频率越高,转子的转速越高;(4)步进电机步距角〉与定子绕组的相数m转子的齿数z、通电方式k有关,可用下式表示:―360°/ mzk (5--1)式中m相m拍时,k=1 ;m相2m拍时,k=2;依此类推。