压注模分类及结构
- 格式:docx
- 大小:141.70 KB
- 文档页数:3
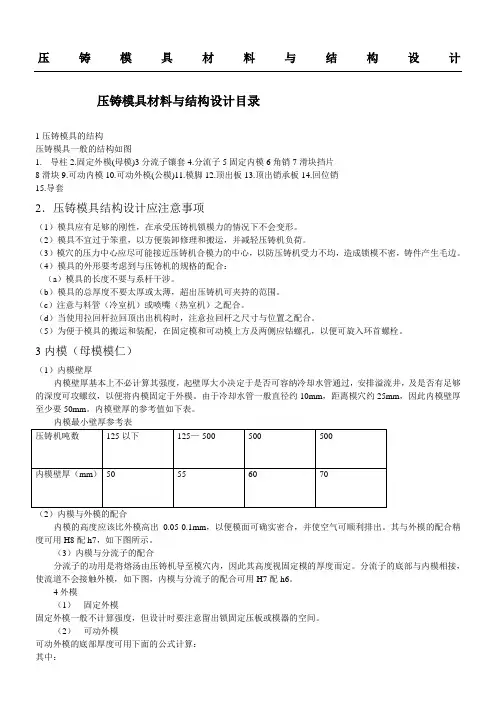
压铸模具材料与结构设计压铸模具材料与结构设计目录1压铸模具的结构压铸模具一般的结构如图1.导柱2.固定外模(母模)3分流子镶套4.分流子5固定内模6角销7滑块挡片8滑块9.可动内模10.可动外模(公模)11.模脚12.顶出板13.顶出销承板14.回位销15.导套2.压铸模具结构设计应注意事项(1)模具应有足够的刚性,在承受压铸机锁模力的情况下不会变形。
(2)模具不宜过于笨重,以方便装卸修理和搬运,并减轻压铸机负荷。
(3)模穴的压力中心应尽可能接近压铸机合模力的中心,以防压铸机受力不均,造成锁模不密,铸件产生毛边。
(4)模具的外形要考虑到与压铸机的规格的配合:(a)模具的长度不要与系杆干涉。
(b)模具的总厚度不要太厚或太薄,超出压铸机可夹持的范围。
(c)注意与料管(冷室机)或喷嘴(热室机)之配合。
(d)当使用拉回杆拉回顶出出机构时,注意拉回杆之尺寸与位置之配合。
(5)为便于模具的搬运和装配,在固定模和可动模上方及两侧应钻螺孔,以便可旋入环首螺栓。
3内模(母模模仁)(1)内模壁厚内模壁厚基本上不必计算其强度,起壁厚大小决定于是否可容纳冷却水管通过,安排溢流井,及是否有足够的深度可攻螺纹,以便将内模固定于外模。
由于冷却水管一般直径约10mm,距离模穴约25mm,因此内模壁厚至少要50mm。
内模壁厚的参考值如下表。
内模最小壁厚参考表(2)内模与外模的配合内模的高度应该比外模高出0.05-0.1mm,以便模面可确实密合,并使空气可顺利排出。
其与外模的配合精度可用H8配h7,如下图所示。
(3)内模与分流子的配合分流子的功用是将熔汤由压铸机导至模穴内,因此其高度视固定模的厚度而定。
分流子的底部与内模相接,使流道不会接触外模,如下图,内模与分流子的配合可用H7配h6。
4外模(1)固定外模固定外模一般不计算强度,但设计时要注意留出锁固定压板或模器的空间。
(2)可动外模可动外模的底部厚度可用下面的公式计算:其中:h:外模底部之厚度(mm)p:铸造压力(kg/cm2)L:模脚之间距(mm)a:成品之长度(mm)b:成品之宽度(mm)B:外模之宽度(mm)E:钢的杨氏模数=2.1×106kg/cm2d:外模在开模方向的最大变形量(mm),一般取d≤0.05mm.例:某铸件长300mm,宽250mm,铸造压力选定280(kg/cm2),外模之宽度560(mm),模脚之间距360(mm),最大变形量取0.05(mm)。

模具结构基础知识一、模具的定义和分类模具是制造工业产品的重要工具之一,它是用于生产各种零部件、产品的工具,包括压铸模、注塑模、冲压模等。
根据使用方式和结构形式不同,可以将模具分为以下几类:1. 压铸模:用于压铸金属制品,如汽车发动机缸体、底盘等。
2. 注塑模:用于注塑塑料制品,如电视机壳体、电子设备外壳等。
3. 冲压模:用于冲压金属制品,如汽车车身件、家电外壳等。
4. 焊接夹具:用于焊接零部件或组装产品时固定位置和保持稳定。
二、模具结构基本组成部分一个完整的模具由以下几个基本组成部分组成:1. 模架:支撑整个模具的主要骨架,通常由上下两个半壳体组成,上半壳体称为上模板,下半壳体称为下模板。
2. 模腔:用于成形产品的空间,在上下两个半壳体中间形成。
根据不同的产品形状和尺寸需求,可以设计出不同形状和尺寸的模腔。
3. 模仁:用于成形产品的核心部分,通常安装在上模板上,与模腔配合使用。
4. 引导柱和导套:引导柱是固定在上下两个半壳体中间,用于保持模具的位置和稳定性;导套则是安装在引导柱上,用于保持引导柱与半壳体之间的间隙,以便半壳体之间的移动。
5. 凸模和凹模:凸模是安装在下模板上的零件,用于成形产品表面;凹模则是安装在上模板上的零件,用于成形产品内部和底部。
6. 夹具和顶针:夹具是用于固定原材料或成品,保持其位置稳定;顶针则是用于将成品从模腔中顶出来。
三、常见的模具结构类型1. 平面式结构:适合制造平面形状、简单结构的产品。
由一个平面型下模板和一个平面型上模板组成。
2. 拉伸式结构:适合制造长条状、管状等拉伸型产品。
由一个拉伸型下模板和一个拉伸型上模板组成。
3. 斜侧式结构:适合制造斜侧形状、倾斜角度较大的产品。
由一个斜侧型下模板和一个斜侧型上模板组成。
4. 旋转式结构:适合制造圆柱形、球形等旋转型产品。
由一个圆柱型下模板和一个圆柱型上模板组成。
四、常见的模具材料1. 铝合金:轻质、导热性能好,适用于制造小批量生产的零件或产品。
压铸模具结构组成The Standardization Office was revised on the afternoon of December 13, 2020压铸模具结构组成(一).压铸模结构组成定模:固定在压铸机定模安装板上,有直浇道与喷嘴或压室联接动模:固定在压铸机动模安装板上,并随动模安装板作开合模移动合模时,闭合构成型腔与浇铸系统,液体金属在高压下充满型腔;开模时,动模与定模分开,借助于设在动模上的推出机构将铸件推出.(二).压铸模结构根据作用分类型腔:外表面直浇道(浇口套)成型零件二)浇注系统模浇道(镶块)型芯:内表面内浇口余料(三)导准零件:导柱;导套(四)推出机构:推杆(顶针),复位杆,推杆固定板,推板,推板导柱,推板导套.(五)侧向抽芯机构:凸台;孔穴(侧面),锲紧块,限位弹簧,螺杆.(六)排溢系统:溢浇槽,排气槽.(七)冷却系统(八)支承零件:定模;动模座板,垫块(装配,定位,安装作用)压铸模采购选择信誉好、技术高、经验丰富的专业压铸模具厂制造模具。
压铸模是一种特殊的精密机械,那些专业压铸模具厂,他们有适合生产压铸模具的精密机床,能确保模具尺寸精度;他们有经验丰富的高级模具技师,技师的丰富经验是压铸模具实用好用的保证;他们与材料供应商和热处理厂有密切的关系,他们有完善的售后服务体系……。
良好的模具设计与制造是压铸模具长寿命、低故障、高效率的基础。
低价位的劣质压铸模,将会以压铸生产中表现出的低生产效率、高故障,让您浪费很多昂贵的压铸工时,花去更多的金钱。
压铸模安装模具安装调整工应经过培训合格上岗⑴、模具安装位置符合设计要求,尽可能使模具涨型力中心与压铸机距离最小,这样可能使压铸机大杠受力比较均匀。
⑵、经常检查模具起重吊环螺栓、螺孔和起重设备是否完好,确保重吊时人身、设备、模具安全。
⑶、定期检查压铸机大杠受力误差,必要时进行调整。


压铸模具设计基础知识压铸模具是制造压铸件的关键设备,它直接影响着压铸产品的质量和生产效率。
下面将详细介绍压铸模具设计的基础知识。
一、压铸模具的分类压铸模具一般可分为冷室压铸模具和热室压铸模具两大类。
冷室压铸模具适用于铝合金和铜合金的压铸生产,相对简单,但适用于高温熔融的压铸合金。
热室压铸模具适用高熔点压铸合金,具有较高的耐热性和抗高温挤压性能。
二、压铸模具的结构1.压铸模具主要由模架、模座、模芯、出料系统和冷却系统等组成。
2.模架是模具的主架构,起着支撑模具部件和固定模具部件的作用。
3.模座是连接模具与注射机的部件,将模具安装在注射机上,保证注射过程的稳定性。
4.模芯是模具中用来形成产品内部空洞的零件,它通常由多段组成,可以根据产品的形状进行组装。
5.出料系统是将熔融的金属注入模腔的路径,通常由进料口、浇口和溢流槽等组成。
6.冷却系统是保证模具持续工作的关键部分,它能够快速降温和加热模具,确保产品冷却时间的缩短和生产效率的提高。
三、压铸模具设计的基本原则1.单向释放原则:保证产品易于从模具中脱模,避免产品损坏。
2.对称设计原则:尽量保证模具零件左右对称,以降低模具零部件制造和装配的难度。
3.预防变形原则:通过模具结构设计和冷却系统的合理布局来降低模具零件的变形,确保产品的尺寸精度。
4.合理浇注和冷却系统原则:通过优化浇注系统设计和加强冷却系统的作用,提高压铸产品表面质量,并缩短冷却时间。
5.合理安装和调整原则:确保模具零件的安装和调整精度,提高模具的使用寿命和产品的质量。
四、压铸模具设计的步骤1.确定产品的设计要求和材料性能,进行产品分析和模具选型。
2.进行模具结构设计,包括模腔结构、模芯结构、冷却系统和出料系统等设计。
3.进行模具零部件设计,包括模板、模座、模芯、冷却水口等零部件的形状和尺寸设计。
4.进行模具零部件的制造和装配,进行试模和测试,及时修复和调整模具零部件。
5.进行模具的调试和优化,包括调整出料系统、冷却系统等,确保模具的正常工作。
压铸模结构组成及其作用(培训资料)
一、压铸模具的组成
1、定模部份:定模板、定模套(固定型腔)、定模(型腔成型零件)、浇口套、定模芯;
2、动模部份:动模板、动模支承板、动模套、动模垫板(固定动模型腔)、动模、芯子、分
流器;
3、导向零件:导柱、导套(对动模、定模部份导向、使其处于准确位置);
4、抽芯机构:斜楔块、斜导柱(加工侧孔及侧凸时成型及复位零件);
5、开模或卸料机构(开模及顶出制品):推料固定板、推杆垫板、推了杆、反推杆;
6、紧固零件:紧固螺钉、销钉(紧固连接模具各类零件,构成模具整体;
二、压铸模结构组成的作用
1、定模的作用:固定在压铸机压室一方的的定模板上,是金属液开始进入模具的部份,是
压铸模型腔的主要部份(即定模镶块),这部分直接由直浇道直接与机器的喷嘴或压室相连接;
2、动模的作用:固定在压铸机的动模板上,可作开合运动,与定模部分开、合,一般抽芯
和顶出机构全在这个部分;
3、成型部分(也叫型腔及芯子部分):构成压铸件几何形状(外形轮廓和内部型腔;
4、抽芯机构:铸件侧面(平行分型面或与分型面有一定夹角)的芯子,因影响顶出铸件,
故用活动芯在顶出前完成抽芯动作;
5、顶出机构:开模后把铸件从模具中顶出的机构,一般随动模的开启过程顶出铸件,这套
机构设在动模中;
6、浇注系统:连接成型部分与压室的,引导金属按一定方向进入模具型腔,直接影响金属
进入型腔的速度、压力、排气、排渣;
7、排气系统:型腔内的空气,金属液及涂料挥发出的气体均由这部分排出;金属液在冲填
过程中的氧化、浮渣也由此排出或集结于集渣包内;
8、冷却系统:平衡模具温度,使之在要求的温度下工作,为了减少模具的温度急剧变化(压
铸模多设有水冷装置)。
压注模分类及结构
压注成型又称传递成型,是在压缩成型基础上发展起来的一种热固性塑料的成型方法,能成型外形复杂、薄壁或壁厚变化很大、带有精细嵌件的塑件。
压注成型与压缩成型有许多共同之处,压注模与压缩模的型腔结构、脱模机构、成型零件的结构及计算方法、加热方式等也基本相同,两者最大的区别在于压注模有单独的加料室和浇注系统。
1 压注模的分类
压注模的分类方法也很多,但通常情况下,压注模是按照模具的结构特征来进行分类的。
按照加料室的结构特征,压注模可分为罐式压注模和柱塞式压注模两种形式。
下面分别进行介绍。
a罐式压注模
罐式压注模使用较为广泛,这类模具对成型设备没有特殊的要求,在普通压力机上就可以压注成型塑件,分为移动式和固定式两种。
(1)移动式
图7-1所示为典型的移动式罐式压注模,加料室与模具可分离,靠压力机上下工作台的加热板进行加热。
工作时,模具闭合后放上加料室4,将塑料加入到加料室4内,利用压力机的压力,将塑化好的物料高速压入型腔,硬化定型后,取下加料室4和压柱5,用手工或专用工具将塑件取出。
图7-1 移动式压注模
1-下模座板;2-凸模固定板;3-凹模板;4-加料室;5-压柱;6-导柱;7-凸模;8-
手把
(2)固定式
图7-2所示为固定式罐式压注模。
其加料室在模具的内部,与模具不能不能分离,模具上设有加热装置。
图7-2 固定式压注模的结构
1-上模座板;2-压柱;3-加料室;4-浇口套;5-型芯;6-推杆;7-垫块;8-推板;9-下模座板;10-复位杆;11-拉杆;12-支承板;13-拉钩;14-下模板;15-上模板;
16-定距导柱;
17-加热器安装孔
b柱塞式压注模
与罐式压注模相比,柱塞式压注模没有主流道,只有分流道,主流道变为圆柱形的加料室,与分流道相通。
成型时,柱塞所施加的挤压力对模具不起锁模的作用,因此,需要用专用的压力机。
这种压力机有主液压缸(锁模)和辅助液压缸(成型)两个液压缸,主液压缸起锁模作用,辅助液压缸起压入成型作用。
这类模具既可以是单腔的,也可以一模多腔。
(1)上加料室式压注模
上加料室式压注模的结构如图7-3所示。
锁模液压缸在压力机的下方,自下而上合模,辅助液压缸在压力机的上方,自上而下将物料压入模腔。
合模加料后,当加入加料室内的塑料受热成熔融状态时,压力机辅助液压缸工作,柱塞将熔融物料挤入型腔,固化成型后,辅助液压缸带动柱塞上移,锁模液压缸带动下工作台将模具分型开模,塑件与浇注系统凝料留在下模,推出机构将塑件从凹模镶块5中推出。
这种结构的压注模成型时所需的挤压力小,成型质量好。
图7-3 上加料室压注模
1-加料室;2-卜模鹰板;3-上模板;4-型芯;5-凹模镶块;6-支承板;7-推杆;8-垫块;9-推板导柱;10-推板;11-下模库板;12-推杆网定板;13-复位杆;14-下模板;
15-导柱;16-导套
(2)下加料室式压注模
下加料室式压注模的结构如图7-4所示。
锁模液压缸在压力机的上方,自上而下合模,辅助液压缸在压力机的下方,自下而上将物料压入型腔。
下加料室式压注模与上加料室柱塞式压注模的主要区别在于它是先加料,后合模,最后压注成型,而上加料室柱塞式压注模是先合模,后加料,最后压注成型。
由于余料和分流道凝料与塑件一同推出,因此,下加料室式压注模清理方便,节省材料。
图7-4 下加料室压注模
l-上模座板;2-上凹模;3-下凹模;4-加料室;5-推杆;
6-下模板;7-支承板(加热板);8-垫块;9-柱塞;10-分流锥
2 压注模的结构组成
a压注模的工作原理
图7-2所示为典型的固定式压注模结构。
模具由压柱、上模、下模三部分组成,压柱2随上模座板1固定在上工作台,下模固定于压力机的下工作台上。
开模时,压柱随上模座板1向上移动,A—A分型面分型,加料室3敞开,压柱把浇注系统的凝料从浇口套中拉出。
当上模座板1上升到一定高度时,拉杆11上的螺母迫使拉钩13转动,使之与下模部分脱开,接着定距导柱16起作用,使B—B分型面分型,最后由推出机构将塑件推出。
合模时,复位杆10使推出机构复位,拉钩13靠自重将下模部分锁住。
b压注模的结构组成
压注模主要由以下几个部分组成:
(1)成型零部件
指直接与塑件接触的那部分零件,如凹模、凸模、型芯等。
(2)加料装置
由加料室和压柱组成,移动式压注模的加料室和模具是可分离的,固定式压注模加料室与模具在一起。
(3)浇注系统
与注射模相似,主要由主流道、分流道和浇口组成。
(4)导向机构
由导柱、导套组成,起定位、导向作用。
(5)侧向分型与抽芯机构
如果塑件中有侧孔或侧凹,则必须采用侧向分型与抽芯机构,具体的设计方法与注射模的结构类似。
(6)推出机构
在注射模中采用的推杆、推管、推件板等各种推出结构,在压注模中也同样适用。
(7)加热系统
压注模的加热元件主要是电热棒、电热圈,加料室、上模和下模均需要加热。
移动式压注模主要靠压力机上下工作台的加热板进行加热。