生料磨物料平衡计算
- 格式:pdf
- 大小:232.93 KB
- 文档页数:14
物料平衡计算公式This model paper was revised by the Standardization Office on December 10, 2020物料平衡计算公式:每片主药含量理论片重=测得颗粒主药百分含量1.原辅料粉碎、过筛的物料平衡物料平衡范围: %~100 %物料平衡= %100⨯+ac b a-粉筛前重量(kg) b-粉筛后重量(kg) c-不可利用物料量(kg)2.制粒工序的物料平衡物料平衡范围: %~ %制粒工序的物料平衡=a d cb ++×100% 制粒工序的收率=ab ×100% a-制粒前所有原辅料总重(kg) b-干颗粒总重(kg)c-尾料总重(kg) d-取样量(kg)3.压片工序的物料平衡范围: %~ %压片工序的物料平衡=ad c b ++×100% 压片工序的收率=ab ×100%a-接收颗粒重量(kg) b-片子重量(kg)c-取样重量(kg) d-尾料重量(kg)4.包衣工序的物料平衡包衣工序的物料平衡范围: %~ %包衣工序的物料平衡 = b a ed c +++包衣工序的收率 = b a c+a-素片重量(kg) b-包衣剂重量(kg) c-糖衣片重量(kg) d-尾料重量(kg) e-取样量(kg)5.内包装工序物料平衡内包装工序物料平衡范围: %~ %包材物料平衡=%100⨯++++A a dc b Ba- PTP 领用量(kg) b- PTP 剩余量(kg) A- PVC领用量(kg) B- PVC 剩余量(kg) c-使用量(kg) d-废料量(kg)片剂物料平衡=%100⨯++a dc ba :领用量(Kg)b :产出量(Kg)c :取样量(Kg)d :废料量(Kg)6.外包装工序的物料平衡包装材料的物料平衡范围:100%包装材料物料平衡=%100⨯+++ea d cb e-上批结存 a-领用量 b-使用量 c-剩余量 d-残损量7.生产成品率成品率范围:90%~102%片剂收率= %100⨯++a dc ba-计划产量 b-入库量 c-留样量 d-取样量 1.粉碎过筛和称配岗位物料平衡检查:配料量╳100% 粉碎过筛后原辅料总重(物料平衡范围应控制在~%)2.制粒干燥、整粒总混岗位物料平衡检查:总混后重量+不良品╳100%干颗粒净重+润滑剂+崩解剂(物料平衡范围应控制在~%)3.充填抛光岗位物料平衡检查:胶囊总重+细粉+不良品+废胶囊壳重量╳100%颗粒总重+胶囊壳重量(物料平衡范围应控制在~%)4.铝塑内包岗位物料平衡检查:(成品板总重/平均每板重量+不良品)×规格(粒/板)╳100%胶囊领用量/平均胶囊重(物料平衡范围应控制在~%)5.总物料平衡检查:成品产量╳100%理论产量(物料平衡范围应控制在97~100%)。
物料平衡计算公式概述物料平衡计算是在化工、环境工程和其他相关领域中常见的计算方法,用于确定系统中各种物料的质量或量之间的关系。
通过物料平衡计算,我们可以准确地了解在系统中物料的流动情况,帮助进行工艺设计和优化。
物料平衡计算的基本原理物料平衡计算基于质量守恒原理,即在封闭系统中,物质总质量是不会发生变化的。
根据这个原理,我们可以建立各种物料在系统中进出的质量平衡方程,从而推导出物料的平衡计算公式。
物料平衡计算公式的推导假设一个封闭系统中有多种不同物料A、B、C…在进出系统,根据质量守恒原理,可以建立如下物料平衡计算公式:输入物料总量 = 输出物料总量 + 物料累积量根据上述公式,我们可以推导出各种复杂系统中的物料平衡计算公式。
以下是一个简单的示例:假设系统中有物料A和物料B,A进入系统的量为Fa,B进入系统的量为Fb,A和B的累积量分别为m_A和m_B,系统内A和B的反应生成物的量为Fc,出系统的物料总量为Fout。
根据质量守恒原理,我们可以得到以下物料平衡计算公式:Fa + Fb = Fout + Fc物料平衡计算的应用物料平衡计算在化工工艺设计中具有重要作用,可以帮助工程师确定在系统中各种物料的流动情况,帮助设定更加合理的操作条件。
通过物料平衡计算,可以优化工艺流程,提高生产效率和产量。
此外,物料平衡计算还在环境工程领域有着广泛的应用,例如用于计算污水处理系统中不同污染物的处理效果,帮助保护环境,实现可持续发展。
结论物料平衡计算是化工、环境工程等领域中的重要计算方法,通过建立质量守恒原理的物料平衡计算公式,可以准确地描述物料在系统中的流动情况。
合理应用物料平衡计算,有助于工程师优化工艺流程,提高生产效率,保护环境,推动可持续发展。
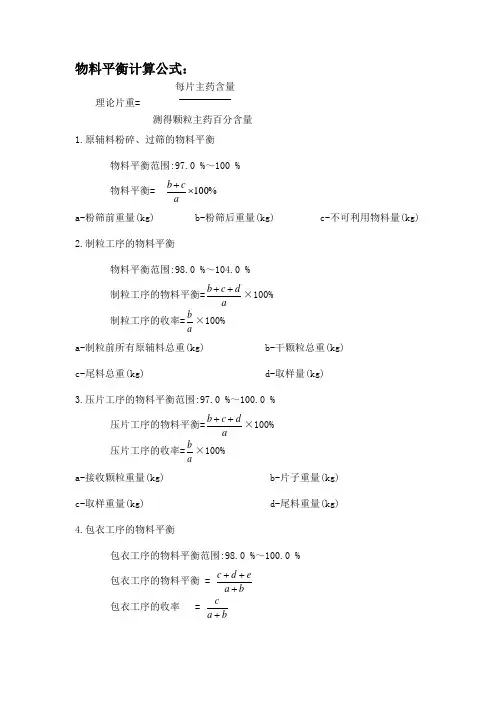
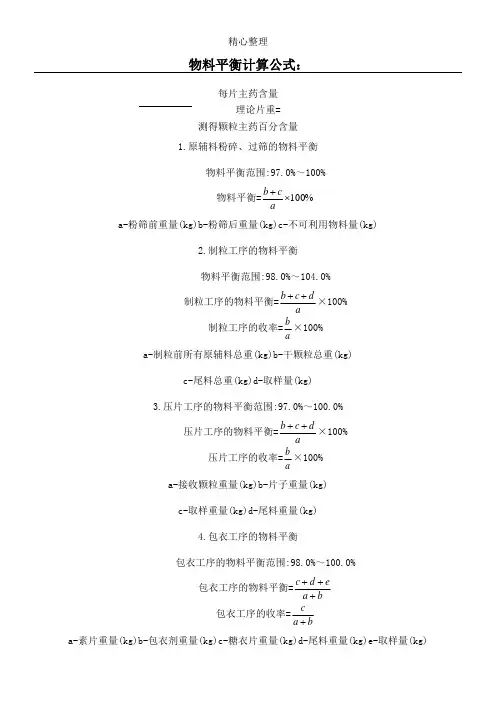
物料平衡计算公式:每片主药含量理论片重=测得颗粒主药百分含量1.原辅料粉碎、过筛的物料平衡物料平衡范围:97.0 %~100 %物料平衡= %100⨯+ac b a-粉筛前重量(kg) b-粉筛后重量(kg) c-不可利用物料量(kg)2.制粒工序的物料平衡物料平衡范围:98.0 %~104.0 %制粒工序的物料平衡=a d cb ++×100% 制粒工序的收率=ab ×100% a-制粒前所有原辅料总重(kg) b-干颗粒总重(kg)c-尾料总重(kg) d-取样量(kg)3.压片工序的物料平衡范围:97.0 %~100.0 %压片工序的物料平衡=a d cb ++×100% 压片工序的收率=ab ×100% a-接收颗粒重量(kg) b-片子重量(kg)c-取样重量(kg) d-尾料重量(kg)4.包衣工序的物料平衡包衣工序的物料平衡范围:98.0 %~100.0 %包衣工序的物料平衡 =ba e d c +++ 包衣工序的收率 =b ac +a-素片重量(kg) b-包衣剂重量(kg) c-糖衣片重量(kg) d-尾料重量(kg) e-取样量(kg)5.内包装工序物料平衡内包装工序物料平衡范围:99.5 %~100.0 %包材物料平衡=%100⨯++++Aa d cb B a- PTP 领用量(kg) b- PTP 剩余量(kg) A- PVC 领用量(kg) B- PVC 剩余量(kg) c-使用量(kg) d-废料量(kg)片剂物料平衡=%100⨯++ad c b a :领用量(Kg) b :产出量(Kg)c :取样量(Kg)d :废料量(Kg)6.外包装工序的物料平衡包装材料的物料平衡范围:100%包装材料物料平衡=%100⨯+++ea d cb e-上批结存 a-领用量 b-使用量 c-剩余量 d-残损量7.生产成品率成品率范围:90%~102%片剂收率= %100⨯++ad c b a-计划产量 b-入库量 c-留样量 d-取样量1.粉碎过筛和称配岗位物料平衡检查:配料量╳100%粉碎过筛后原辅料总重(物料平衡范围应控制在99.8~100.2%)2.制粒干燥、整粒总混岗位物料平衡检查:总混后重量+不良品╳100%干颗粒净重+润滑剂+崩解剂(物料平衡范围应控制在99.0~100.0%)3.充填抛光岗位物料平衡检查:胶囊总重+细粉+不良品+废胶囊壳重量╳100%颗粒总重+胶囊壳重量(物料平衡范围应控制在96.0~101.0%)4.铝塑内包岗位物料平衡检查:(成品板总重/平均每板重量+不良品)×规格(粒/板)╳100%胶囊领用量/平均胶囊重(物料平衡范围应控制在98.0~101.0%)5.总物料平衡检查:成品产量╳100%理论产量(物料平衡范围应控制在97~100%)。
物料平衡计算公式:
每片主药含量
理论片重=
测得颗粒主药百分含量
1.原辅料粉碎、过筛的物料平衡
物料平衡范围:97.0%~100% +c b
c-取样重量(kg)d-尾料重量(kg)
4.包衣工序的物料平衡
包衣工序的物料平衡范围:98.0%~100.0%
包衣工序的物料平衡=b
a e d c +++ 包衣工序的收率=b
a c + a-素片重量(kg)b-包衣剂重量(kg)c-糖衣片重量(kg)d-尾料重量(kg)e-取样量(kg)
5.内包装工序物料平衡
内包装工序物料平衡范围:99.5%~100.0%
包材物料平衡=%100⨯++++A
a d c
b B a-PTP 领用量(kg)b-PTP 剩余量(kg)A-PVC 领用量(kg)
B-PVC 剩余量(kg)c-使用量(kg)d-废料量(kg)
片剂物料平衡=%100⨯++d c b
粉碎过筛后原辅料总重
(物料平衡范围应控制在99.8~100.2%)
2.制粒干燥、整粒总混岗位物料平衡检查:
总混后重量+不良品
╳100%
干颗粒净重+润滑剂+崩解剂
(物料平衡范围应控制在99.0~100.0%)
3.充填抛光岗位物料平衡检查:
胶囊总重+细粉+不良品+废胶囊壳重量
╳100%
颗粒总重+胶囊壳重量
(物料平衡范围应控制在96.0~101.0%)
4.铝塑内包岗位物料平衡检查:
(成品板总重/平均每板重量+不良品)×规格(粒/板)
╳100%。
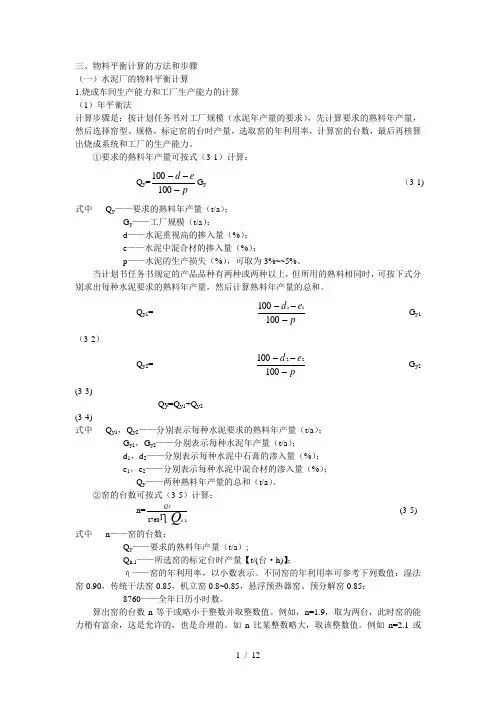
三、物料平衡计算的方法和步骤 (一)水泥厂的物料平衡计算1.烧成车间生产能力和工厂生产能力的计算 (1)年平衡法计算步骤是:按计划任务书对工厂规模(水泥年产量的要求),先计算要求的熟料年产量,然后选择窑型、规格,标定窑的台时产量,选取窑的年利用率,计算窑的台数,最后再核算出烧成系统和工厂的生产能力。
①要求的熟料年产量可按式(3-1)计算: Q y =ped ---100100G y (3-1)式中 Q y ——要求的熟料年产量(t/a );G y ——工厂规模(t/a );d ——水泥重视高的掺入量(%);e ——水泥中混合材的掺入量(%); p ——水泥的生产损失(%),可取为3%~~5%。
当计划书任务书规定的产品品种有两种或两种以上,但所用的熟料相同时,可按下式分别求出每种水泥要求的熟料年产量,然后计算熟料年产量的总和。
Q y1=pe d ---10010011G y1(3-2)Q y2=pe d ---10010022G y2(3-3)Qy=Q y1+Q y2(3-4)式中 Q y1,Q y2——分别表示每种水泥要求的熟料年产量(t/a );G y1,G y2——分别表示每种水泥年产量(t/a ); d 1,d 2——分别表示每种水泥中石膏的渗入量(%); e 1,e 2——分别表示每种水泥中混合材的渗入量(%); Q y ——两种熟料年产量的总和(t/a )。
②窑的台数可按式(3-5)计算:n=1.8760h QQyη (3-5)式中 n ——窑的台数;Q y ——要求的熟料年产量(t/a );Q h.1——所选窑的标定台时产量【t/(台·h)】;η——窑的年利用率,以小数表示。
不同窑的年利用率可参考下列数值:湿法窑0.90,传统干法窑0.85,机立窑0.8~0.85,悬浮预热器窑、预分解窑0.85;8760——全年日历小时数。
算出窑的台数n 等于或略小于整数并取整数值。
例如,n=1.9,取为两台,此时窑的能力稍有富余,这是允许的,也是合理的。
物料平衡计算公式:物料平衡计算公式:每片主药含量理论片重=测得颗粒主药百分含量1.原辅料粉碎、过筛的物料平衡物料平衡范围:97.0 %~100 %物料平衡= %100⨯+ac b a-粉筛前重量(kg) b-粉筛后重量(kg) c-不可利用物料量(kg)2.制粒工序的物料平衡物料平衡范围:98.0 %~104.0 %制粒工序的物料平衡=a d cb ++×100% 制粒工序的收率=ab ×100% a-制粒前所有原辅料总重(kg) b-干颗粒总重(kg)c-尾料总重(kg) d-取样量(kg)3.压片工序的物料平衡范围:97.0 %~100.0 %压片工序的物料平衡=a d cb ++×100% 压片工序的收率=ab ×100% a-接收颗粒重量(kg) b-片子重量(kg)c-取样重量(kg) d-尾料重量(kg)4.包衣工序的物料平衡包衣工序的物料平衡范围:98.0 %~100.0 %包衣工序的物料平衡 =ba e d c +++ 包衣工序的收率 =b ac +a-素片重量(kg) b-包衣剂重量(kg) c-糖衣片重量(kg) d-尾料重量(kg) e-取样量(kg)5.内包装工序物料平衡内包装工序物料平衡范围:99.5 %~100.0 %包材物料平衡=%100⨯++++Aa d cb B a- PTP 领用量(kg) b- PTP 剩余量(kg) A- PVC 领用量(kg)B- PVC 剩余量(kg) c-使用量(kg) d-废料量(kg)片剂物料平衡=%100⨯++ad c b a :领用量(Kg) b :产出量(Kg)c :取样量(Kg)d :废料量(Kg)6.外包装工序的物料平衡包装材料的物料平衡范围:100%包装材料物料平衡=%100⨯+++ea d cb e-上批结存 a-领用量 b-使用量 c-剩余量 d-残损量7.生产成品率成品率范围:90%~102%片剂收率= %100⨯++ad c b a-计划产量 b-入库量 c-留样量 d-取样量1.粉碎过筛和称配岗位物料平衡检查:配料量╳100%粉碎过筛后原辅料总重(物料平衡范围应控制在99.8~100.2%)2.制粒干燥、整粒总混岗位物料平衡检查:总混后重量+不良品╳100%干颗粒净重+润滑剂+崩解剂(物料平衡范围应控制在99.0~100.0%)3.充填抛光岗位物料平衡检查:胶囊总重+细粉+不良品+废胶囊壳重量╳100%颗粒总重+胶囊壳重量(物料平衡范围应控制在96.0~101.0%)4.铝塑内包岗位物料平衡检查:(成品板总重/平均每板重量+不良品)×规格(粒/板)╳100%胶囊领用量/平均胶囊重(物料平衡范围应控制在98.0~101.0%)5.总物料平衡检查:成品产量╳100%理论产量(物料平衡范围应控制在97~100%)。
三、物料平衡计算的方法和步骤 (一)水泥厂的物料平衡计算1.烧成车间生产能力和工厂生产能力的计算 (1)年平衡法计算步骤是:按计划任务书对工厂规模(水泥年产量的要求),先计算要求的熟料年产量,然后选择窑型、规格,标定窑的台时产量,选取窑的年利用率,计算窑的台数,最后再核算出烧成系统和工厂的生产能力。
①要求的熟料年产量可按式(3-1)计算: Q y =ped ---100100G y (3-1)式中 Q y ——要求的熟料年产量(t/a );G y ——工厂规模(t/a );d ——水泥重视高的掺入量(%);e ——水泥中混合材的掺入量(%); p ——水泥的生产损失(%),可取为3%~~5%。
当计划书任务书规定的产品品种有两种或两种以上,但所用的熟料相同时,可按下式分别求出每种水泥要求的熟料年产量,然后计算熟料年产量的总和。
Q y1=pe d ---10010011G y1(3-2)Q y2=pe d ---10010022G y2(3-3)Qy=Q y1+Q y2(3-4)式中 Q y1,Q y2——分别表示每种水泥要求的熟料年产量(t/a );G y1,G y2——分别表示每种水泥年产量(t/a ); d 1,d 2——分别表示每种水泥中石膏的渗入量(%); e 1,e 2——分别表示每种水泥中混合材的渗入量(%); Q y ——两种熟料年产量的总和(t/a )。
②窑的台数可按式(3-5)计算:n=1.8760h QQyη (3-5)式中 n ——窑的台数;Q y ——要求的熟料年产量(t/a );Q h.1——所选窑的标定台时产量【t/(台·h)】;η——窑的年利用率,以小数表示。
不同窑的年利用率可参考下列数值:湿法窑0.90,传统干法窑0.85,机立窑0.8~0.85,悬浮预热器窑、预分解窑0.85;8760——全年日历小时数。
算出窑的台数n 等于或略小于整数并取整数值。
例如,n=1.9,取为两台,此时窑的能力稍有富余,这是允许的,也是合理的。
物料平衡计算公式 Document serial number【KK89K-LLS98YT-SS8CB-SSUT-SST108】物料平衡计算公式:每片主药含量理论片重=测得颗粒主药百分含量1.原辅料粉碎、过筛的物料平衡物料平衡范围:97.0%~100%物料平衡=%100⨯+ac b a-粉筛前重量(kg)b-粉筛后重量(kg)c-不可利用物料量(kg)2.制粒工序的物料平衡物料平衡范围:98.0%~104.0%制粒工序的物料平衡=a d cb ++×100% 制粒工序的收率=ab ×100% a-制粒前所有原辅料总重(kg)b-干颗粒总重(kg)c-尾料总重(kg)d-取样量(kg)3.压片工序的物料平衡范围:97.0%~100.0%压片工序的物料平衡=a d cb ++×100% 压片工序的收率=ab ×100% a-接收颗粒重量(kg)b-片子重量(kg)c-取样重量(kg)d-尾料重量(kg)4.包衣工序的物料平衡包衣工序的物料平衡范围:98.0%~100.0%包衣工序的物料平衡=b a e dc +++ 包衣工序的收率=ba c + a-素片重量(kg)b-包衣剂重量(kg)c-糖衣片重量(kg)d-尾料重量(kg)e-取样量(kg)5.内包装工序物料平衡内包装工序物料平衡范围:99.5%~100.0%包材物料平衡=%100⨯++++Aa d cb B a-PTP 领用量(kg)b-PTP 剩余量(kg)A-PVC 领用量(kg) B-PVC 剩余量(kg)c-使用量(kg)d-废料量(kg)片剂物料平衡=%100⨯++ad c b a :领用量(Kg)b :产出量(Kg)c :取样量(Kg)d :废料量(Kg)6.外包装工序的物料平衡包装材料的物料平衡范围:100%包装材料物料平衡=%100⨯+++ea d cb e-上批结存a-领用量b-使用量c-剩余量d-残损量7.生产成品率成品率范围:90%~102%片剂收率=%100⨯++ad c b a-计划产量b-入库量c-留样量d-取样量1.粉碎过筛和称配岗位物料平衡检查:配料量╳100%粉碎过筛后原辅料总重(物料平衡范围应控制在99.8~100.2%)2.制粒干燥、整粒总混岗位物料平衡检查:总混后重量+不良品╳100%干颗粒净重+润滑剂+崩解剂(物料平衡范围应控制在99.0~100.0%)3.充填抛光岗位物料平衡检查:胶囊总重+细粉+不良品+废胶囊壳重量╳100%颗粒总重+胶囊壳重量(物料平衡范围应控制在96.0~101.0%)4.铝塑内包岗位物料平衡检查:(成品板总重/平均每板重量+不良品)×规格(粒/板)╳100%胶囊领用量/平均胶囊重(物料平衡范围应控制在98.0~101.0%)5.总物料平衡检查:成品产量╳100%理论产量(物料平衡范围应控制在97~100%)。
物料平衡计算
7.物料平衡计算方法:
7.1 物料平衡计算:
配料平衡= 实际配料量(kg)
×100% 批理论配料量(kg)
物料平衡范围:99.5~100.5%
压片平衡= 【成品片重量(kg)+可回收量(kg)+不合格品量(kg)
+废弃量(kg)】×100%
领取颗粒重量(kg)
物料平衡范围:98%--100%
内包装平衡= 【实际产量(板)+取样量(板)+不合格品量(板)+废弃量
(板)】×100%
理论产量(板)
物料平衡范围:99.5%~100.5%
包装平衡= 【成品箱数(箱)×1板×10盒×20包+零头(包)×
1板×10盒+取样量(盒)×1板+不合格品量(板)】
×100%
半成品数量(板)
物料平衡范围:98%~102%
成品物料平衡= 成品入库数量+留样数量+不合格数量
×100% 理论产量(粒)
标签和类标签的包材物料平衡达100% 7.2技术经济指标:
7.2.1成品率:(理论收率)
成品率= 成品入库数量+留样量
×100% 理论产量
7.2.2成本:
成本=
车间成本(元)
成品与入库数量(片)7.2.3一次合格率:一次合格率= 一次合格品数
×100% 成品数。
精心整理
物料平衡计算公式:
每片主药含量
理论片重=
测得颗粒主药百分含量
1.原辅料粉碎、过筛的物料平衡
物料平衡范围:97.0%~100%
a-2.a-c-3.a-c-取样重量(kg)d-尾料重量(kg)
4.包衣工序的物料平衡
包衣工序的物料平衡范围:98.0%~100.0%
包衣工序的物料平衡=
b a e d
c +++ 包衣工序的收率=b
a c +
a-素片重量(kg)b-包衣剂重量(kg)c-糖衣片重量(kg)d-尾料重量(kg)e-取样量(kg)
5.内包装工序物料平衡
内包装工序物料平衡范围:99.5%~100.0%
包材物料平衡=%100⨯++++A
a d c
b B a-PTP 领用量(kg)b-PTP 剩余量(kg)A-PVC 领用量(kg)
B-PVC 剩余量(kg)c-使用量(kg)d-废料量(kg)
a c 6.e-7.a-1.配料量
╳100%
粉碎过筛后原辅料总重
(物料平衡范围应控制在99.8~100.2%)
2.制粒干燥、整粒总混岗位物料平衡检查:
总混后重量+不良品
╳100%
干颗粒净重+润滑剂+崩解剂
(物料平衡范围应控制在99.0~100.0%) 3.充填抛光岗位物料平衡检查:
胶囊总重+细粉+不良品+废胶囊壳重量
╳100%
颗粒总重+胶囊壳重量
(物料平衡范围应控制在96.0~101.0%) 4.
5.。
物料平衡计算公式在化工、制造业以及环境保护等领域,物料平衡计算是一项重要的工作。
通过物料平衡计算,可以确保生产过程中物料的流动和转化得到准确控制,从而提高生产效率和产品质量。
物料平衡计算利用物质守恒定律,根据输入和输出物质的质量来推导系统内部物质的转化和流动情况。
在进行物料平衡计算时,通常需要采用一些计算公式来求解各个参数和变量。
下面将介绍几个常用的物料平衡计算公式。
1. 总质量平衡计算公式总质量平衡计算是最基本的物料平衡计算。
它根据输入和输出物质的总质量来推导系统内部物质的转化和流动情况。
总质量平衡计算公式可以表示为:输入物质的总质量 = 输出物质的总质量 + 系统内部物质的总质量变化这个公式意味着,系统内部物质的总质量随着时间的推移可能会发生变化,可能会增加或减少。
2. 组件质量平衡计算公式除了总质量平衡计算,组件质量平衡计算也是非常重要的。
它根据输入和输出物质的组件质量来推导系统内部物质的组件转化和流动情况。
组件质量平衡计算公式可以表示为:输入物质中某组件的质量 = 输出物质中某组件的质量 + 系统内部物质中某组件的质量变化这个公式可以根据具体情况来进行求解,比如针对某个特定的化学反应,可以将反应物的组件质量与生成物的组件质量进行比较,从而推导出系统内部物质的组件转化情况。
3. 能量平衡计算公式除了物质平衡计算,能量平衡计算也是非常重要的。
它根据输入和输出物质的能量来推导系统内部物质的能量转化和流动情况。
能量平衡计算公式可以表示为:输入物质的总能量 = 输出物质的总能量 + 系统内部物质的总能量变化 + 系统对外界的能量传递这个公式包含了系统内部物质能量的变化以及系统与外界交换能量的情况。
在能量平衡计算中,通常需要考虑物质的热容和热传导等因素。
4. 浓度平衡计算公式在某些情况下,需要根据输入和输出物质的浓度来推导系统内部物质的浓度转化和流动情况。
浓度平衡计算公式可以表示为:输入物质中某组件的浓度× 输入物质的总流量 = 输出物质中某组件的浓度× 输出物质的总流量 + 系统内部物质中某组件的浓度变化× 系统内部物质的总流量这个公式可以根据具体情况来进行求解,比如针对某个溶解过程,可以将溶质的浓度与溶液的总流量进行比较,从而推导出系统内部物质的浓度转化情况。
物料平衡计算公式:每片主药含量理论片重=测得颗粒主药百分含量1.原辅料粉碎、过筛的物料平衡物料平衡范围:97.0 %~100 %物料平衡= %100⨯+ac b a-粉筛前重量(kg) b-粉筛后重量(kg) c-不可利用物料量(kg)2.制粒工序的物料平衡物料平衡范围:98.0 %~104.0 %制粒工序的物料平衡=a d cb ++×100% 制粒工序的收率=ab ×100% a-制粒前所有原辅料总重(kg) b-干颗粒总重(kg)c-尾料总重(kg) d-取样量(kg)3.压片工序的物料平衡范围:97.0 %~100.0 %压片工序的物料平衡=a d cb ++×100% 压片工序的收率=ab ×100% a-接收颗粒重量(kg) b-片子重量(kg)c-取样重量(kg) d-尾料重量(kg)4.包衣工序的物料平衡包衣工序的物料平衡范围:98.0 %~100.0 %包衣工序的物料平衡 =ba e d c +++ 包衣工序的收率 =b ac +a-素片重量(kg) b-包衣剂重量(kg) c-糖衣片重量(kg) d-尾料重量(kg) e-取样量(kg)5.内包装工序物料平衡内包装工序物料平衡范围:99.5 %~100.0 %包材物料平衡=%100⨯++++Aa d cb B a- PTP 领用量(kg) b- PTP 剩余量(kg) A- PVC 领用量(kg) B- PVC 剩余量(kg) c-使用量(kg) d-废料量(kg)片剂物料平衡=%100⨯++ad c b a :领用量(Kg) b :产出量(Kg)c :取样量(Kg)d :废料量(Kg)6.外包装工序的物料平衡包装材料的物料平衡范围:100%包装材料物料平衡=%100⨯+++ea d cb e-上批结存 a-领用量 b-使用量 c-剩余量 d-残损量7.生产成品率成品率范围:90%~102%片剂收率= %100⨯++ad c b a-计划产量 b-入库量 c-留样量 d-取样量1.粉碎过筛和称配岗位物料平衡检查:配料量╳100%粉碎过筛后原辅料总重(物料平衡范围应控制在99.8~100.2%)2.制粒干燥、整粒总混岗位物料平衡检查:总混后重量+不良品╳100%干颗粒净重+润滑剂+崩解剂(物料平衡范围应控制在99.0~100.0%)3.充填抛光岗位物料平衡检查:胶囊总重+细粉+不良品+废胶囊壳重量╳100%颗粒总重+胶囊壳重量(物料平衡范围应控制在96.0~101.0%)4.铝塑内包岗位物料平衡检查:(成品板总重/平均每板重量+不良品)×规格(粒/板)╳100%胶囊领用量/平均胶囊重(物料平衡范围应控制在98.0~101.0%)5.总物料平衡检查:成品产量╳100%理论产量(物料平衡范围应控制在97~100%)。
物料平衡计算公式:每片主药含量理论片重=测得颗粒主药百分含量1.原辅料粉碎、过筛的物料平衡物料平衡范围: %~100 %物料平衡= %100⨯+ac b a-粉筛前重量(kg) b-粉筛后重量(kg) c-不可利用物料量(kg)2.制粒工序的物料平衡物料平衡范围: %~ %制粒工序的物料平衡=a d cb ++×100% 制粒工序的收率=ab ×100% a-制粒前所有原辅料总重(kg) b-干颗粒总重(kg)c-尾料总重(kg) d-取样量(kg)3.压片工序的物料平衡范围: %~ %压片工序的物料平衡=a d cb ++×100% 压片工序的收率=ab ×100% a-接收颗粒重量(kg) b-片子重量(kg)c-取样重量(kg) d-尾料重量(kg)4.包衣工序的物料平衡包衣工序的物料平衡范围: %~ %包衣工序的物料平衡 =ba e d c +++ 包衣工序的收率 =b ac +a-素片重量(kg) b-包衣剂重量(kg) c-糖衣片重量(kg) d-尾料重量(kg) e-取样量(kg)5.内包装工序物料平衡内包装工序物料平衡范围: %~ %包材物料平衡=%100⨯++++Aa d cb B a- PTP 领用量(kg) b- PTP 剩余量(kg) A- PVC 领用量(kg) B- PVC 剩余量(kg) c-使用量(kg) d-废料量(kg)片剂物料平衡=%100⨯++ad c b a :领用量(Kg) b :产出量(Kg)c :取样量(Kg)d :废料量(Kg)6.外包装工序的物料平衡包装材料的物料平衡范围:100%包装材料物料平衡=%100⨯+++ea d cb e-上批结存 a-领用量 b-使用量 c-剩余量 d-残损量7.生产成品率成品率范围:90%~102%片剂收率= %100⨯++ad c b a-计划产量 b-入库量 c-留样量 d-取样量1.粉碎过筛和称配岗位物料平衡检查:配料量╳100%粉碎过筛后原辅料总重(物料平衡范围应控制在~%)2.制粒干燥、整粒总混岗位物料平衡检查:总混后重量+不良品╳100%干颗粒净重+润滑剂+崩解剂(物料平衡范围应控制在~%)3.充填抛光岗位物料平衡检查:胶囊总重+细粉+不良品+废胶囊壳重量╳100%颗粒总重+胶囊壳重量(物料平衡范围应控制在~%)4.铝塑内包岗位物料平衡检查:(成品板总重/平均每板重量+不良品)×规格(粒/板)╳100%胶囊领用量/平均胶囊重(物料平衡范围应控制在~%)5.总物料平衡检查:成品产量╳100%理论产量(物料平衡范围应控制在97~100%)。
7.物料平衡计算方法:
7.1 物料平衡计算:
配料平衡= 实际配料量(kg)
×100% 批理论配料量(kg)
物料平衡范围:99.5~100.5%
压片平衡= 【成品片重量(kg)+可回收量(kg) +不合格品量(kg)
+废弃量(kg)】×100%
领取颗粒重量(kg)
物料平衡范围:98%--100%
内包装平衡= 【实际产量(板)+取样量(板)+不合格品量(板) +废弃量
(板)】×100%
理论产量(板)
物料平衡范围:99.5%~100.5%
包装平衡= 【成品箱数(箱)×1板×10盒×20包+零头(包)×
1板×10盒+取样量(盒)×1板+不合格品量(板)】
×100%
半成品数量(板)
物料平衡范围:98%~102%
成品物料平衡= 成品入库数量+留样数量+不合格数量
×100% 理论产量(粒)
标签和类标签的包材物料平衡达100% 7.2技术经济指标:
7.2.1成品率:(理论收率)
成品率= 成品入库数量+留样量
×100% 理论产量
7.2.2成本:
成本=
车间成本(元)
成品与入库数量(片)7.2.3一次合格率:
一次合格率= 一次合格品数
×100% 成品数。
精心整理
物料平衡计算公式:
每片主药含量
理论片重=
测得颗粒主药百分含量
1.原辅料粉碎、过筛的物料平衡
物料平衡范围:97.0%~100%
物料平衡=%
100a c b
a-粉筛前重量(kg)b-粉筛后重量(kg)c-不可利用物料量(kg)
2.制粒工序的物料平衡
物料平衡范围:98.0%~104.0%
制粒工序的物料平衡=a d c b
×100% 制粒工序的收率=a b
×100%
a-制粒前所有原辅料总重(kg)b-干颗粒总重(kg)
c-尾料总重(kg)d-取样量(kg)
3.压片工序的物料平衡范围:97.0%~100.0%
压片工序的物料平衡=a d c b
×100% 压片工序的收率=a b
×100%
a-接收颗粒重量(kg)b-片子重量(kg)
c-取样重量(kg)d-尾料重量(kg)
4.包衣工序的物料平衡
包衣工序的物料平衡范围:98.0%~100.0%
包衣工序的物料平衡=
b a e d
c 包衣工序的收率=b a
c
a-素片重量(kg)b-包衣剂重量(kg)c-糖衣片重量(kg)d-尾料重量(kg)e-取样量(kg)。
物料平衡计算公式:每片主药含量理论片重 =测得颗粒主药百分含量1.原辅料粉碎、过筛的物料平衡物料平衡范围 :97.0 % ~ 100 %物料平衡 =b c100% aa- 粉筛前重量 (kg)b-粉筛后重量(kg)c-不可利用物料量(kg) 2. 制粒工序的物料平衡物料平衡范围 :98.0 % ~ 104.0 %制粒工序的物料平衡 = b c d× 100% a制粒工序的收率 = b×100% aa- 制粒前所有原辅料总重 (kg)b-干颗粒总重 (kg) c- 尾料总重 (kg)d-取样量 (kg)3.压片工序的物料平衡范围 :97.0 % ~100.0 %压片工序的物料平衡 = bcd× 100% a压片工序的收率 = b×100% aa- 接收颗粒重量 (kg)b-片子重量 (kg) c- 取样重量 (kg)d-尾料重量 (kg) 4.包衣工序的物料平衡包衣工序的物料平衡范围:98.0 % ~100.0 %包衣工序的物料平衡=c d ea b包衣工序的收率=ca ba- 素片重量 (kg)b- 包衣剂重量 (kg)c- 糖衣片重量 (kg)d- 尾料重量 (kg)e-取样量 (kg)5. 内包装工序物料平衡内包装工序物料平衡范围 :99.5 % ~ 100.0 %包材物料平衡 =Bb ca Aa- PTP 领用量 (kg) b- B- PVC 剩余量 (kg)c-片剂物料平衡 =b cdaa :领用量 (Kg)bd100%PTP 剩余量 (kg) A- PVC 领用量 (kg)使用量 (kg)d-废料量 (kg)100%:产出量 (Kg)c :取样量 (Kg)d:废料量 (Kg)6. 外包装工序的物料平衡包装材料的物料平衡范围: 100%包装材料物料平衡 =bcd100%a ee- 上批结存a- 领用量 b- 使用量 c- 剩余量 d- 残损量7. 生产成品率成品率范围: 90%~102%bcd片剂收率 =100%a- 计划产量 b- 入库量 c- 留样量 d- 取样量1.粉碎过筛和称配岗位物料平衡检查 : 配料量╳100%粉碎过筛后原辅料总重( 物料平衡范围应控制在99.8 ~100.2%)2.制粒干燥、整粒总混岗位物料平衡检查 :总混后重量 +不良品╳100%干颗粒净重 +润滑剂 +崩解剂( 物料平衡范围应控制在99.0 ~100.0%)3.充填抛光岗位物料平衡检查 :胶囊总重 +细粉 +不良品 +废胶囊壳重量╳100%颗粒总重 +胶囊壳重量( 物料平衡范围应控制在96.0 ~101.0%)4.铝塑内包岗位物料平衡检查 :(成品板总重 /平均每板重量 +不良品 ) ×规格 (粒/板)╳100%胶囊领用量 / 平均胶囊重( 物料平衡范围应控制在98.0 ~101.0%)5.总物料平衡检查 :成品产量╳100%理论产量( 物料平衡范围应控制在97~100%)。
物料平衡怎么计算?
物料平衡计算方式:物料平衡率=(实际产量 + 抽样量 + 损耗量)/ 理论产量×100%
产品或物料实际产量或实际用量及收集到的损耗之和与理论产量或理论用量之间的比较,并考虑可允许的偏差范围。
2、在分析化学中,物料平衡是指在一个化学平衡体系中,某一给定物资的总浓度(即分析化学浓度)与各有关形式平衡浓度之和相等。
学术文献
1、所谓物料平衡,在钢铁企业中主要是指金属料的平衡。
投入品中含铁量多少,出来的产成品中含铁量多少,这之间应当平。
.每一个工序之间投入、产出都进行物料平衡,可以从根本上杜绝由于物料不平衡造成一部分原材料流失。
2、物料平衡是指包括燃料灰分、焦炭、脱硫剂及添加剂在内的固体床料在炉膛、分离器和回料装置组成的系统中形成的动态平衡
3、物料平衡是指产品或物料的理论产量或用量之间的比较,可允许有正常的偏差.因此,品牌个性定位不只是宣传产品,关键是发掘出兼容具体产品的独特风格与经营理念
4、Kw(2)HA的存在形式有HA及A-两种,其浓度和等于HA的分析浓度(所谓酸的分析浓度指未电离酸和已电离酸浓度之和)c:[A-]+[HA]=c(3)这种把一种物质在溶液中存在的各物种浓度之和等于其分析浓度的关系物称为物料平衡
循环流化床锅炉的运行是否正常,是否能够达到额定出力,物料的平衡和热量的平衡是关键。
运行时,实际燃烧份额分配与设计是否相符合,会直接影响运行工况。
参考资料
于志家.《化工过程物料平衡与能量平衡》.大连:大连理工大学出版社,2011。