催化裂化装置物料平衡与热量平衡计算
- 格式:pdf
- 大小:279.33 KB
- 文档页数:13
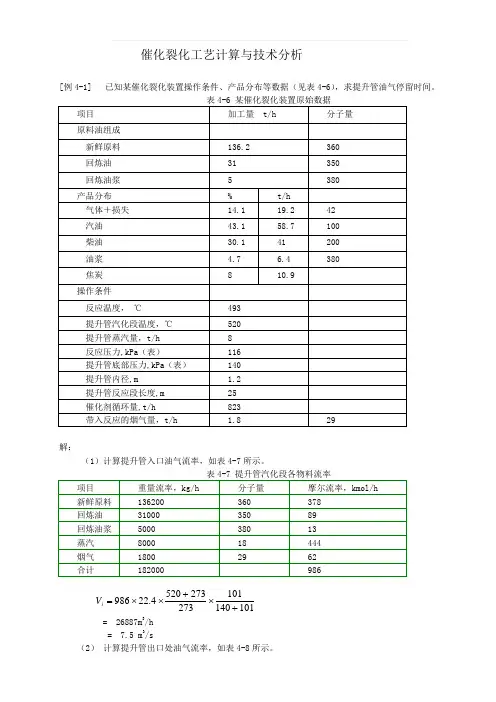
催化裂化工艺计算与技术分析[例4-1] 已知某催化裂化装置操作条件、产品分布等数据(见表4-6),求提升管油气停留时间。
解:(1)计算提升管入口油气流率,如表4-7所示。
= 26887m 3/h= 7.5 m 3/s(2) 计算提升管出口处油气流率,如表4-8所示。
1011401012732735204.22986+⨯+⨯⨯=i V= 54821m 3/h = 15.2m 3/s (3)计算油气线速 提升管横截面积:F = 0.25 πD 2= 0.25×3.14×1.22= 1.13 m 2计算入口油气流速: U i = V i /F = 7.5/1.13 = 6.6 m/s 计算出口油气流速: U o =V o /F = 15.2/1.13 = 13.5 m/s提升管内油气平均流速= 9.6 m/s(4) 计算油气平均停留时间 t = L / U m = 25 / 9.6 = 2.6 sYc =∆C k ·Rc(1+R F ) ( 4-3) 式中:∆C k ——催化剂的焦炭差,%(重);R F ——回炼比。
流量计有多种,应根据不同的流量计要求,进行校正。
(1)质量流量计是目前为许多炼厂所采用的先进的流量计,这种流量计不受检测点条件变化的影响,可以直接取得总通过量,前后数据相减即可。
(2)差压式流量计是利用流体流经节流装置时所产生的压力差实现流量测量的。
应用最广泛的节流1011161012732734931874+⨯+⨯=o V )6.65.13ln(6.65.13ln-=-=io i o m U U U U U装置是孔板,其次是喷嘴。
使用差压式流量计时,液体体积流量可用下式表示:V 实= C △实Pρ (5-1)式中:V 实—流体体积流量, m 3/h;△P —孔板前后压差,Pa ;ρ实—操作条件下流体的密度,m 3/kg ; C —常数。
流体质量流量可表示为:P CG △实实⋅=ρ (5-2)G 实——液体质量流量,t/h 。
物料平衡和热量平衡物料平衡和热量平衡是工程领域中常用的分析方法,用于研究物质和能量在化工过程中的流动与转化。
物料平衡是指在一个封闭系统中,物质的输入、输出和积累之间的关系。
热量平衡是指在一个封闭系统中,能量的输入、输出和积累之间的关系。
物料平衡是化工过程设计和优化的基础,通过物料平衡分析可以确定反应器中物料的组成和流量,以及各个装置之间的物料流动情况。
物料平衡的基本原理是质量守恒定律,即物料的输入和输出之和等于物料的积累量。
在进行物料平衡分析时,首先需要确定系统的边界,即确定分析的范围。
然后根据系统的输入和输出量,编写物料平衡方程。
物料平衡方程可以分为总物料平衡和组分物料平衡两种形式。
总物料平衡是指对物料的总量进行平衡,而组分物料平衡是指对物料中各个组分的量进行平衡。
在编写物料平衡方程时,需要考虑物料的输入、输出和积累量,以及反应或转化过程中的损失。
物料平衡方程可以通过实验数据或估算方法得到,也可以通过模拟计算得到。
通过求解物料平衡方程,可以确定物料的流动情况和组成,为工程设计和操作提供依据。
热量平衡是指在化工过程中,研究能量的输入、输出和积累之间的关系。
热量平衡的基本原理是能量守恒定律,即能量的输入和输出之和等于能量的积累量。
热量平衡分析可以确定反应器中的热量流动情况,以及各个装置之间的热量交换情况。
在进行热量平衡分析时,需要考虑各个装置的热量输入和输出,以及热量的传导、对流和辐射等方式的损失。
热量平衡方程可以通过实验数据或估算方法得到,也可以通过模拟计算得到。
通过求解热量平衡方程,可以确定热量的流动情况和温度分布,为工程设计和操作提供依据。
物料平衡和热量平衡在化工工程中的应用非常广泛。
通过物料平衡和热量平衡分析,可以确定化工过程中的物料流动和热量流动情况,找出问题所在,优化工艺参数,提高生产效率和产品质量。
同时,物料平衡和热量平衡也是工程安全和环保的重要手段,可以预测和控制系统中的物料和能量的流动,减少事故和污染的发生。
催化裂化催化剂单耗计算公式概述催化裂化是石油炼制中的一项重要工艺,而催化剂则是催化裂化过程中的关键因素之一。
催化剂的单耗计算对于优化生产过程、降低生产成本具有重要意义。
本文将介绍催化裂化催化剂单耗的计算公式及其应用。
催化剂单耗计算公式催化剂单耗计算公式是通过对催化剂的消耗量进行量化来评估催化裂化生产中的资源利用效率。
下面给出催化剂单耗计算公式的详细描述:公式一:单耗计算催化剂单耗=(进料中催化剂质量-出料中催化剂质量)/进料质量公式二:燃烧热值校正催化剂单耗(修正)=催化剂单耗*燃烧热值修正系数催化剂单耗计算示例为了更好地理解催化剂单耗计算公式的应用,我们将通过一个实际的示例来展示其计算过程。
示例假设某炼油厂使用的催化裂化装置进料中含有1000kg的催化剂,在经过催化裂化反应后,出料中含有800kg的催化剂。
催化过程中,进料总质量为10000k g。
燃烧热值修正系数为0.95。
根据公式一,可得:催化剂单耗=(1000k g-800kg)/10000k g=0.02k g/kg根据公式二,可得:催化剂单耗(修正)=0.02k g/kg*0.95=0.019k g/kg因此,该催化裂化装置的催化剂单耗为0.019kg/k g。
催化剂单耗计算的意义催化剂单耗计算的结果能够反映催化裂化装置中催化剂的利用效率,对生产过程进行优化具有重要意义。
通过计算催化剂单耗,可以评估催化裂化装置的状态,判断催化剂的耗用情况,并及时采取调整措施,以提高生产效益和降低生产成本。
总结本文介绍了催化裂化催化剂单耗计算公式及其应用。
催化剂的单耗计算对于优化生产过程、降低生产成本具有重要意义。
通过计算催化剂单耗,可以评估催化裂化装置的状态,提高资源利用效率。
同时,我们还通过一个示例展示了催化剂单耗计算公式的具体应用过程。
注意:在进行催化剂单耗计算时,需要准确获取催化剂的进料和出料质量,并根据实际情况进行燃烧热值的修正。
只有在真实数据的基础上进行计算,才能得到准确的催化剂单耗结果。
前言催化裂化过程是石油二次加工的重要过程之一。
监测一个催化裂化装置,唯一正确的方法就是定期考察装置的物料平衡和热平衡。
通过经常收集和研究装置运行的物料平衡和热平衡,才能更好地了解和理解装置运行的历史和现状,予期其未来,并为优化装置操作奠定基础。
理解催化裂化装置的操作,也需要深入了解装置的热平衡。
进料质量、操作条件、催化剂和设备状况的任何变化,都将影响装置的物料平衡及热平衡。
热平衡也是预测合评价装置变化的一个重要工具,这些变化将影响催化裂化产品的数量和质量。
要想深入了解和理解装置运行的物料平衡和热平衡,首先就必须正确做好物料平衡和热平衡计算。
为此目的,本文首先介绍了催化裂化物料平衡和热平衡的计算方法。
物料计量是做好物料平衡的基础。
本文所采用的基本方法是:1、油品1.1 油罐检尺/输油体积计量国家标准GB/ T 1884 石油和液体石油产品密度测定法(密度计法);国家标准GB/ T 1885—1998 石油计量表;等效采用国际标准ISO 91—2:19911.2流量计计量2、液化石油气2.1球罐计量中华人民共和国石油化工行业标准SH/T 0221—92 液化石油气密度或相对密度测定法(压力密度计法)。
本标准等效采用国际标准ISO 3993—1984。
中华人民共和国石油化工行业标准SH/T 0230—92 液化石油气组成测定法(色谱法)。
用混合油品密度公式求液化石油气20℃密度。
3、焦碳计量用主风实际条件校正主风流量计表。
用奥氏分析仪、气相色谱仪或在线分析仪测再生烟气中的CO2、CO、及O2。
公式计算。
4、干气/富气用实际条件校正干气/富气流量计表。
公式计算。
干气/富气组成测定法(色谱法)。
用石油化工科学研究院分析方法。
热平衡1、方法一:不考虑焦碳吸附热、脱附热。
2、方法二:反应、再生过程中存在焦碳吸附热和脱附热。
参考文献1、石油化工工艺计算图表P113 烃加工出版社1985. 122、梁文杰:〈石油化学〉P100,P477 石油大学出版社1995.3第一节计量1.油品计量油品计量一般有二种方法:油罐检尺/输油体积法和在线流量计测定法。
寿光市鲁清防水建材有限公司重油催化裂化装置操作规程第一章装置生产任务和概况我公司重油催化裂化装置是重质油加工的主要装置,以混合蜡油掺炼部分常压渣油为原料,使用分子筛催化剂,生产高辛烷值汽油、轻柴油和液化气等。
工程设计采用国内开发的先进可靠的工艺技术,成熟可靠的新设备、新材料等,装置技术先进,经济合理。
采用集散控制系统(DCS),提高自动控制水平。
设备及仪表立足国内,尽量采用“清洁工艺”减少环境污染,严格遵循环保、安全卫生等有关规定,确保装置安全生产。
充分吸收国内生产装置长期实践积累的有利于长周期运转,降低能耗以及简化操作等方面经验,确保装置投产后高水平,安、稳、长、满、优生产。
1 装置概况1.1装置为新建催化裂化装置。
1.2装置规模设计公称能力为50×104T/a,实际可达60×104T/a,LPG收率为12~22%(w)。
1.3装置开工时数装置物料平衡按年开工时数8000小时计算。
1.4原料油设计采用的原料油为胜利蜡油、海洋油、辽河油、新疆油等,并掺炼20%常渣。
1.5产品方案生产方案采用多产液化石油气(尤其是丙烯)和高辛烷值汽油或汽油降烯烃的MIP 工艺,也可根据实际情况调整操作。
1.6催化剂及助剂采用RAG系列、COR系列催化剂为主,同时采用金属钝化剂、CO助燃剂、油浆阻垢剂、高效脱硫剂、中和缓蚀剂等。
1.7设计内容和范围本装置包括反应—再生部分、分馏部分、吸收稳定部分、离心式主风机部分、余热锅炉及产汽部分、气压机部分、产品精制部分、酸性水汽提部分。
1.8主要工艺技术及装置特点本装置为重油催化裂化装置,根据重油的催化裂化特点,装置的原料性质及产品方案等因素,选择合适的重油催化裂化的催化剂和相应的工艺技术。
以常压渣油为原料,在较高的反应温度、较深的反应深度、较低的油气分压、较高的剂油比,并在添加了择型分子筛的专用催化剂的作用下进行催化裂解反应,生产较多的丙烯及高辛烷值汽油。
化工物料能量平衡计算公式在化工生产过程中,能量平衡是一个非常重要的概念。
能量平衡是指在一个系统中能量的输入和输出之间的平衡关系。
在化工生产中,能量平衡的计算对于确定生产过程中的能量流动和能量利用效率非常重要。
本文将介绍化工物料能量平衡的计算公式,并通过一个实际案例来说明其应用。
化工物料能量平衡计算公式可以表示为:ΣEin ΣEout = ΔEsystem。
其中,ΣEin表示系统中的能量输入总和,ΣEout表示系统中的能量输出总和,ΔEsystem表示系统内能量的变化。
这个公式表明了在一个系统中,能量的输入和输出之间必须保持平衡,否则系统的能量状态将发生变化。
在化工生产中,能量的输入通常来自于原料的燃烧、电能的输入、化学反应释放的热能等。
而能量的输出则包括产品的产出、废热的排放等。
通过对这些能量的输入和输出进行计算,可以得到系统内能量的平衡状态,从而确定生产过程中的能量利用效率。
下面我们通过一个实际案例来说明化工物料能量平衡的计算方法。
假设在一个化工生产过程中,原料A和原料B通过化学反应生成产品C,同时释放出热量。
我们需要计算这个生产过程中的能量平衡状态。
首先,我们需要确定系统中的能量输入和输出。
原料A和原料B的化学反应释放的热量是能量的输入,而产品C的产出和废热的排放是能量的输出。
我们可以通过化学反应的热值和产物的产量来计算能量的输入和输出。
其次,我们需要计算系统内能量的变化。
这可以通过测量系统的温度变化来得到。
如果系统内能量发生了变化,那么就意味着系统的能量平衡状态发生了变化,我们需要对生产过程进行调整,以确保能量平衡。
最后,我们可以将能量输入和输出以及系统内能量的变化代入能量平衡计算公式中,来确定系统的能量平衡状态。
如果ΣEin ΣEout = ΔEsystem,那么系统就是能量平衡的;如果ΣEin ΣEout ≠ΔEsystem,那么系统就是能量不平衡的,我们需要对生产过程进行调整。
通过这个案例,我们可以看到化工物料能量平衡计算公式的应用。
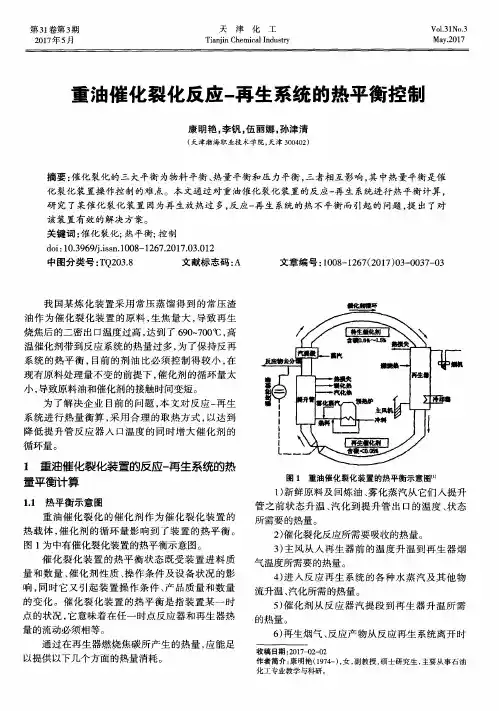
催化裂化压力平衡设计及计算为了使流化催化裂化装置中的催化剂和气体按照预定方向作稳定流动,不出现倒流、架桥、串气等现象,保持各设备之间的压力平衡是十分重要的。
通过压力平衡的计算可以确定两器的相对位置,并确定在各种不同处理量条件下两器顶部应采取的压力,而两器顶部压力的变化,又会引起藏量、循环量的变化。
同高并列式装置两器的顶部保持着大致相同的压力,两根U型管很象两根连通管,在U型管的一端施加压力时,催化剂就会从另一端流出。
同样,U型管一端的压力降低时,催化剂就可由这根U型管的另一端压过来,使U型管的一条腿为重腿,一条为轻腿时就可以达到这一目的。
高低并列式装置的两器保持着较大的压差,再生催化剂斜管相当于同高并列式装置U型管的重腿,提升管则相当于U型管的轻腿。
改变两类装置两器压差都可以改变藏量和循环量。
但对于高低并列式装置来说,改变藏量和循环量主要是靠改变待生斜管上滑阀的开度来调节的。
目前,国内催化装置绝大部分属于立管一提升管输送系统。
有的还包括斜管、快速床输送系统,含有Y型、半U型及直角弯头,粗旋分、弹射分离、三叶型快分等组件。
使压力平衡的设计计算更复杂化。
一.埃索压力平衡设计准则[1]埃索设计准则可归纳为;(1) 将FCC装置反应器一再生器压力平衡系统分别按再生剂输送线及待生剂输送线两条独立线路的压力平衡来计算。
(2) 在再生剂(或待生剂)输送线上,以线路标高取低点为基准,按催化剂流动方或划分该线路的上、下游。
上游的压力及静压头总和为催化剂流动的推动力,下游的压力、静压头及滑阀压降之总和为催化剂流动的阻力。
(3) 维持催化剂平衡循环流动的条件为:推动力=阻力。
对图1所示的装置,两条输送线上的推动力项及阻力项分别为:再生剂输送线待生剂输送线 再生器顶压 沉降器顶压 再生器稀相静压 沉降器稀相静压 二密相静压头 汽提`段静压头 推 动 力再生立管静压头待生剂斜管静压 沉降器顶压 再生器顶压 沉降器稀相静压 再生器稀相静压 提升管粗旋压降 稀相管粗旋压降 提升管总压降 稀相管压降 预提升段静压头 烧焦罐静压 阻 力再生滑阀压降待生滑阀压降图1 催化裂化反再系统结构示意图二、与压力平衡计算有关的流态化知识1、流化床的整体特性(再生器部分)沿整个流化床高度可分为四个区,即分布器作用区—密相区—弹溅区—湍流扩散区,见图2。
催化裂化工艺计算与技术分析[例4-1] 已知某催化裂化装置操作条件、产品分布等数据(见表4-6),求提升管油气停留时间。
解:(1)计算提升管入口油气流率,如表4-7所示。
= 26887m 3/h= 7.5 m 3/s(2) 计算提升管出口处油气流率,如表4-8所示。
1011401012732735204.22986+⨯+⨯⨯=i V= 54821m 3/h= 15.2m 3/s (3)计算油气线速 提升管横截面积:F = 0.25 πD 2= 0.25³3.14³1.22= 1.13 m 2计算入口油气流速: U i = V i /F = 7.5/1.13 = 6.6 m/s 计算出口油气流速: U o =V o /F = 15.2/1.13 = 13.5 m/s提升管内油气平均流速= 9.6 m/s(4) 计算油气平均停留时间 t = L / U m = 25 / 9.6 = 2.6 sYc =∆C k ²Rc(1+R F ) ( 4-3) 式中:∆C k ——催化剂的焦炭差,%(重);R F ——回炼比。
流量计有多种,应根据不同的流量计要求,进行校正。
(1)质量流量计是目前为许多炼厂所采用的先进的流量计,这种流量计不受检测点条件变化的影响,可以直接取得总通过量,前后数据相减即可。
(2)差压式流量计是利用流体流经节流装置时所产生的压力差实现流量测量的。
应用最广泛的节流1011161012732734931874+⨯+⨯=o V )6.65.13ln(6.65.13ln-=-=io i o m U U U U U装置是孔板,其次是喷嘴。
使用差压式流量计时,液体体积流量可用下式表示:V 实= C △实Pρ (5-1)式中:V 实—流体体积流量, m 3/h;△P —孔板前后压差,Pa ;ρ实—操作条件下流体的密度,m 3/kg ; C —常数。
流体质量流量可表示为:P C G △实实⋅=ρ (5-2) G 实——液体质量流量,t/h 。
反应器设计中物料平衡与能量平衡的优化方法随着工业化进程的不断推进,反应器设计成为许多化工工程师日常工作的一部分。
而在反应器设计中,物料平衡与能量平衡是至关重要的环节,直接关系到反应器的性能和效率。
如何优化物料平衡与能量平衡,提高反应器的工艺性能,成为了化工工程师们亟待解决的问题。
物料平衡是指在反应器中物质的输入与输出达到均衡。
在进行物料平衡时,首先需要确定反应器中的物种组成和反应速率,然后建立反应物料的输入和产物的输出流量的数学模型。
根据该数学模型,可以计算反应器在一定时间内的物料平衡情况,并通过调整输入流量和反应条件,达到物料平衡。
在进行物料平衡优化时,有几个关键点需要考虑。
首先是反应物料输入的选择,要根据反应的需要选择合适的原料。
其次是反应物料的进料速度,要根据反应的速率和反应器的尺寸来确定。
还有反应物料的输出和产物的回收,要根据反应的产物选择适当的方法进行回收,以提高物料利用率。
另一方面,能量平衡是指在反应过程中能量的输入与输出达到均衡。
能量平衡的优化是为了提高反应器的热效率和节能效果。
在进行能量平衡时,需要考虑反应器的热容量和热传导等因素,通过调整反应条件和热交换设备,来达到能量平衡。
优化能量平衡的方法主要包括以下几个方面。
首先是合理设计反应器的热交换设备,如换热器和冷却器等,通过充分利用废热和热能,提高热能的回收利用率。
其次是对反应物料的加热和冷却进行合理控制,避免能量的浪费。
还有调整反应物料的流动方式和反应器的结构,以降低能量的损失,提高反应器的节能性能。
在物料平衡和能量平衡的优化过程中,还需要考虑反应器的稳定性和安全性。
因为反应器在反应过程中会产生一些副产物和中间产物,在物料平衡和能量平衡的优化过程中,需要对这些产物进行合理处理,以避免对环境和人体造成危害。
总的来说,优化物料平衡和能量平衡是反应器设计中的重要任务。
通过合理选择反应物料、调整输入输出、优化能量交换设备等手段,可以提高反应器的工艺性能,实现能量的高效利用和物料的有效回收。
年产80万吨催化裂化装置设计毕业设计计算书年产80万吨催化裂化装置设计绪论1.1 概述1.1.1 催化裂化工业的意义与作用石油工业是国民经济中最重要的支柱产业之一,是提供能源,尤其是提供交通运输燃料和有机化工原料的最重要的工业。
据统计,全世界总能源需求的40%依赖于石油产品[1]。
然而作为一种不可再生资源,石油的产量在不断的下降,而社会生产,人民生活却需要大量的汽油,柴油等轻质油品,但是石油不能直接作为产品使用,必须经过各种加工过程,炼制成多种符合使用要求的各种石油产品。
而原油经过第一步加工只能得到少部分轻质油,大部分仍为渣油,因此需要对重质油进一步加工,催化裂化是对重质油加工的主要手段。
以我国目前的需要情况为例,对轻质燃料油,重质燃料油和润滑油三者需要的比例是20:6:1。
另一方面,由于内燃机的发展对汽油的质量提出更高的要求,而直馏汽油一般难以满足这些要求。
同时由于石油价格上涨和石油资源逐渐枯竭,许多国家都在努力寻找能替代石油的新能源。
寻找新能源的工作近年来虽然取得很大的进展,但是至少在几十年内,由石油生产的轻质液体燃料仍然是不可能被替代的,而且对它的需求量还不断增大。
所有的这一切都促使了石油的催化裂化工业的产生和发展。
1.1.2 催化裂化技术国内外发展现状催化裂化是最重要的重质油轻质化过程之一,在汽油和柴油等轻质油品的生产中占有重要的地位。
在一些原油加工深度较大的国家,例如德国和美国,催化裂化的处理能力达原油加工能力的30%以上。
在我国,由于多数原油偏重,氢碳比(H/C)相对较高而金属含量相对较低,因此催化裂化过程,尤其是重油催化裂化过程的地位就显得更为重要。
在我国国内最早的工业催化裂化装置出现于1936年。
几十年来,无论是规模还是技术均有了巨大发展。
现在它已经成为原油二次加工中最重要的一个加工过程。
从催化裂化技术角度来说,基本的是反应-再生型式和催化剂性能两个方面的发展。
传统的催化裂化原料是重质馏分油,主要是直馏减压馏分油,也包括焦化重馏分油。