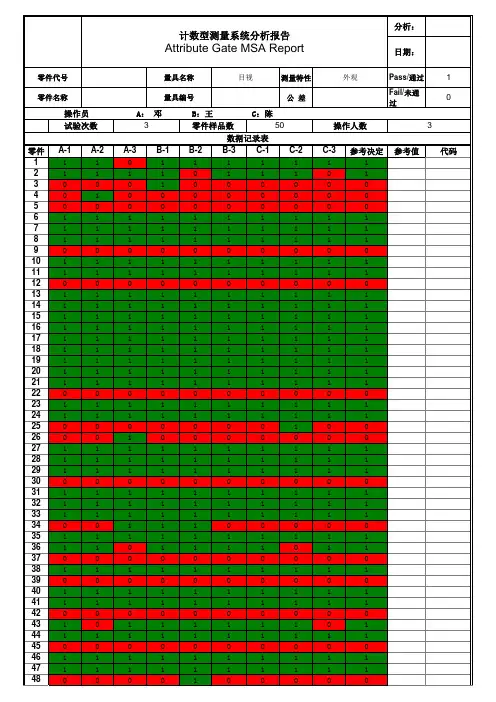
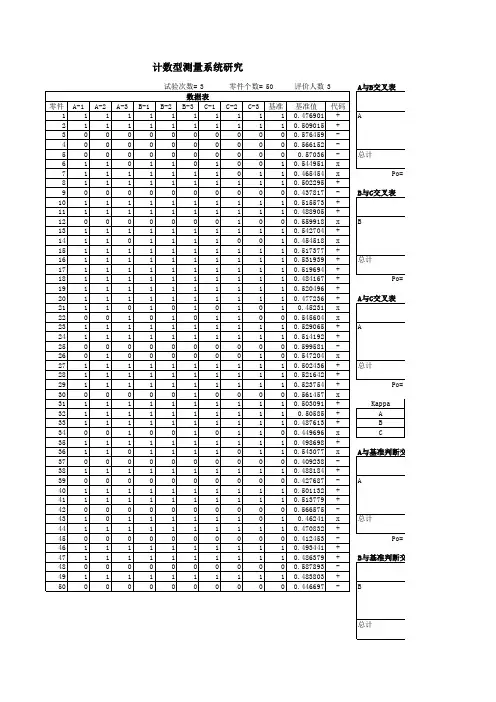
通止规计量值MSA分析大样法
- 格式:xls
- 大小:883.00 KB
- 文档页数:3

(R&R2+ PV2)TV= 0.0020判%R&R≥30%,测量系统不可以接受!定:分析評價:審核:w135********2009-8-20 21:15:01 GR&R分析報告.xls如附件,刚开始学习做MSA表格,GRR分析时测量的数据填入后结果却是不可接受,请教各位高手为什么会这样呢?数值测量方法依工具书所写:取10个样品进行编号,找三个测量员分别测量,第一次是按顺序测量,第二次和第三次是搞乱顺序后测量,期间三个人员不知道产品公差和零件编号。
天地一沙鸥2009-8-21 9:24:17 你的分析过程是正确的。
只是用来计算重复性变差、再现性变差和零件间变差的系数K应该都乘以5.15或6,你现在计算出来的实际上是标准差而不是变差。
但不影响最终的结果。
天地一沙鸥2009-8-21 9:26:02 我对各个系数稍微修改了一下,请看附件:GR&R分析报告.xls天地一沙鸥2009-8-21 9:27:27 下面是MINITAB的分析结果,证明你的计算过程是对的:量具 R&R 研究 - XBar/R 法方差分量来源方差分量贡献率合计量具 R&R 0.0000027 68.33重复性 0.0000022 55.24再现性 0.0000005 13.10部件间 0.0000013 31.67合计变异 0.0000039 100.00研究变异 %研究变来源标准差(SD) (5.15 * SD) 异 (%SV)合计量具 R&R 0.0016424 0.0084584 82.66重复性 0.0014767 0.0076048 74.32再现性 0.0007190 0.0037029 36.19部件间 0.0011181 0.0057582 56.27合计变异 0.0019869 0.0102324 100.00可区分的类别数 = 1测量值的量具 R&R天地一沙鸥2009-8-21 9:31:26 以下是MINITAB分析后的图形输出:天地一沙鸥2009-8-21 9:45:00 从测量值的均值控制图可以看出,大多数点在控制限之内,说明你这个测量系统不能很好地发现生产过程的变差,或者说你的测量系统的精度还不如生产设备的精度高。
测量系统分析(MSA)作业指导书1.目的 :对所有量具、量测及试验设备实施统计分析, 藉以了解量具系统之准确度与精确度。
2. 范围 :所有控制计划(Control Plan)中包含的/或客户要求的各种量测系统均适用之.3.定义 :MSA:测量系统分析量具:是指任何用来获得测量结果的装置。
经常是用在工厂现场的装置,包括通/止规(go/no go device)。
量测系统:是对测量单元进行量化或对被测的特性进行评估,其所使用的仪器或量具、标准、操作、方法、夹具、软件、人员、环境和假设的集合;也就是说,用来获得测量结果的整个过程。
量具重复性(EV) : 一个评价人多次使用一件测量仪器,对同一零件的某一特性进行多次测量下的变差。
量具再现性(AV) : 由不同的评价人使用相同的量具,测量一个零件的一个特性的测量平均值的变差。
偏性:同一人使用同一量具在管制计划规划地点与在实验室量测同一产品之相同特性所得平均值与真值之间的差异。
稳定性:指同一量具于不同时间量测同一零件之相同特性所得之变异。
线性:指量具在预期内之偏性表现。
4.权责:量测系统测试的排定、数据分析、仪器操作人员的选择:品保部测试执行:各相关单位MSA操作人员的培训:品保部5. 执行方法QA工程师人员依公司PCP文件建立《xx年MSA实施计划表》或客户要求,并依据计划表之排程进行对仪器做量测系统分析。
取样方法:计量型取样:从代表整个工作范围的过程中随机抽取10件样品,但所抽取的10件样品其数值必须涵盖该产品过程分布(也可用之前类似过程的过程能力或者过程标准差代表TV进行计算)。
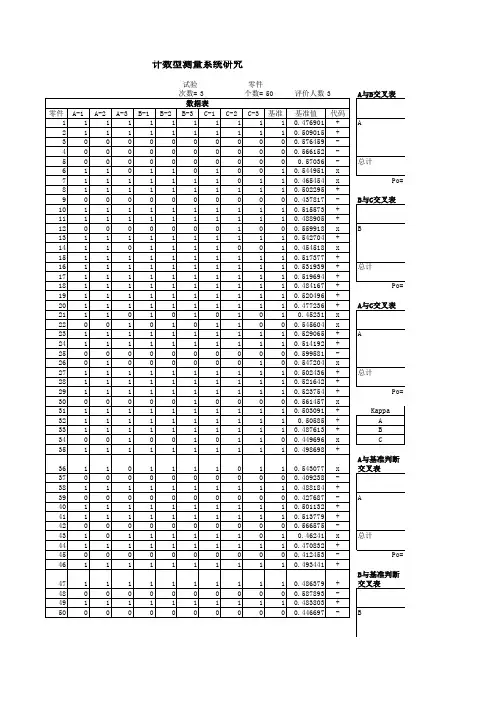
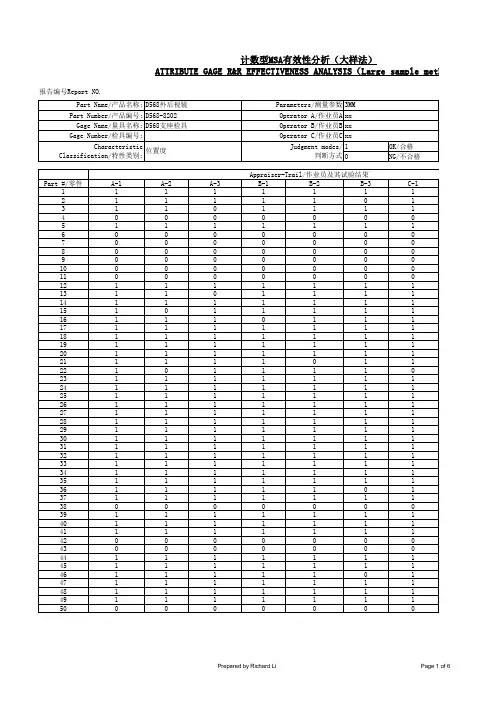
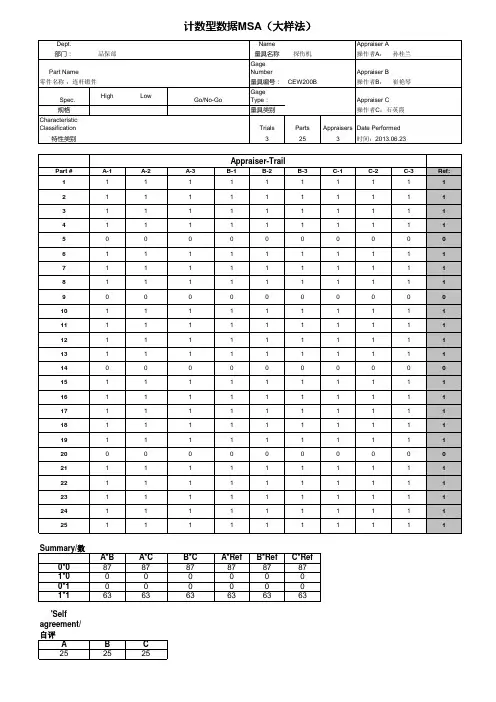
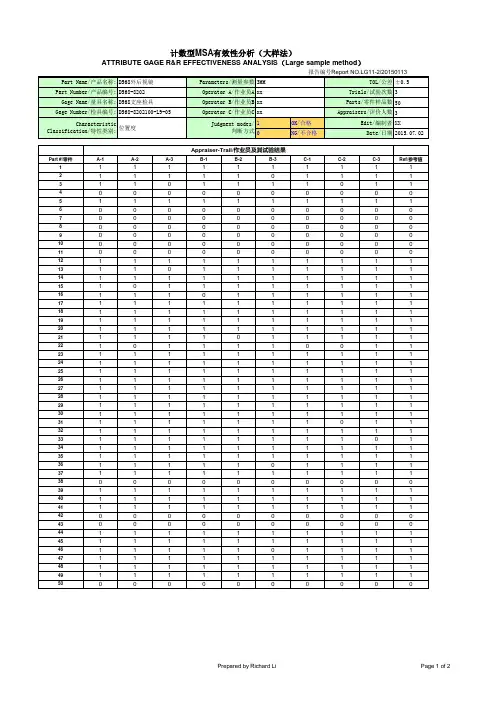
计数型取样:取50PCS样品,其中包含临近值,不良品与合格品。
测量过程中需要考虑盲测,由2或3个测量者随机抽取对每个产品各测量取一定数量样品.计数型:被评价的零件的选定随机抽取50个零件,把零件编号,由研究小组给出该50个零件的标准,必须含合格,不合格,模糊品,条件允许的情况下最好各占1/3。
1目的:1.1 评价整个测量系统(即操作、程序、量具、设备、软件及操作人员的集合)是否具有可接受的测量水平,判定该测量系统是否适用。
2范围适用与公司所有 MSA 活动,凡用于检验、测量与试验的设备、工具、仪表(器)均属于。
(包括顾客提供的计量器具)3术语定义3.1 测量系统:指由人员、量具、操作程序及其他设备或软件的集合称为测量系统。
3.2 测量系统分析研究:使用极差及均值方法,基于统计配合实际的过程选择适当的操作人数、样本数及重复测试次数,以研究主要变异形态的对象。
3.3 量具重复性:指量具由同一操作者,经多次测量同一零件或产品,其测量特性的重复能力,也指其测量之间的变异。
3.4 量具再现性:指不同操作者使用相同量具测量相同产品特性时,其操作者之间测量平均值的变异。
4确定方法:4.1 计量型量具(如游标卡尺)采用均值和极差法研究量具的重复性和再现性。
4.2 计数型量具(如通止规),采用假设实验分析法(大样发)研究。
4.3 根据类型确定相应的计量型或计数型量具或设备,选择相应的研究方法5测量设备选购5.1 测量系统必须有足够的灵敏性:5.1.1仪器要具有足够的分辨力:应至少保证仪器的分辨力能将公差分成十份或更多,即第一准则应至少是被测范围的十分之一,最好是保证为过程变差的十份之一。
5.1.2仪器要具有有效的分辨力:应保证仪器对所探测的产品或过程变差在一定的应用及环境下的变化具有足够的灵敏性。
5.2 测量系统必须是稳定的:5.2.1在重复性的条件下,仪器变差只归因于普通原因而不是特殊原因。
5.2.2测量分析者必须经常考虑到仪器的稳定性对实际应用和统计的重要性。
5.3 统计特性(误差)在预期的范围内一致,并足以满足测量的目的(产品或过程控制)。
6测量系统分析过程6.1 采用均值和极差法研究量具的重复性和再现性指导:6.1.1准备工作:6.1.1.1确定评价人数量、被测零件、样品数量及重复读数次数。
6.1.1.1.1评价人:应从日常操作该仪器的人中选择,并且采用盲测(即选定评价人事先不知道本次研究事件),评价人数量至少为 3 人。
测量系统分析(MSA)作业指导书1.目的:对所有量具、量测及试验设备实施统计分析,藉以了解量具系统之准确度与精确度。
2. 范围:所有控制计划(Control Plan)中包含的/或客户要求的各种量测系统均适用之.3.定义:3。
1 MSA:测量系统分析3.2 量具:是指任何用来获得测量结果的装置。
经常是用在工厂现场的装置,包括通/止规(go/no go device).3。
3 量测系统:是对测量单元进行量化或对被测的特性进行评估,其所使用的仪器或量具、标准、操作、方法、夹具、软件、人员、环境和假设的集合;也就是说,用来获得测量结果的整个过程。
3.4量具重复性(EV): 一个评价人多次使用一件测量仪器,对同一零件的某一特性进行多次测量下的变差。
3。
5 量具再现性(AV): 由不同的评价人使用相同的量具,测量一个零件的一个特性的测量平均值的变差。
3.6偏性:同一人使用同一量具在管制计划规划地点与在实验室量测同一产品之相同特性所得平均值与真值之间的差异。
3.7稳定性:指同一量具于不同时间量测同一零件之相同特性所得之变异。
3.8线性:指量具在预期内之偏性表现。
4.权责:4.1量测系统测试的排定、数据分析、仪器操作人员的选择: 品保部4。
2测试执行:各相关单位4.3 MSA操作人员的培训: 品保部5. 执行方法5.1 QA工程师人员依公司PCP文件建立《xx年MSA实施计划表》或客户要求,并依据计划表之排程进行对仪器做量测系统分析。
5。
2 取样方法:5.2.1计量型取样:从代表整个工作范围的过程中随机抽取10件样品,但所抽取的10件样品其数值必须涵盖该产品过程分布(也可用之前类似过程的过程能力或者过程标准差代表TV进行计算)。
5。
2.2计数型取样:取50PCS样品,其中包含临近值,不良品与合格品。
5.2。
3.测量过程中需要考虑盲测,由2或3个测量者随机抽取对每个产品各测量取一定数量样品.5.3计数型:5。
3.1被评价的零件的选定随机抽取50个零件,把零件编号,由研究小组给出该50个零件的标准,必须含合格,不合格,模糊品,条件允许的情况下最好各占1/3。
测量系统分析(MSA)作业指导书1.目得:对所有量具、量测及试验设备实施统计分析, 藉以了解量具系统之准确度与精确度。
2、范围:所有控制计划(Control Plan)中包含得/或客户要求得各种量测系统均适用之、3、定义:3、1 MSA:测量系统分析3、2 量具:就是指任何用来获得测量结果得装置。
经常就是用在工厂现场得装置,包括通/止规(go/no go device)。
Eva8B。
3、3 量测系统:就是对测量单元进行量化或对被测得特性进行评估,其所使用得仪器或量具、标准、操作、方法、夹具、软件、人员、环境与假设得集合;也就就是说,用来获得测量结果得整个过程。
YADfP。
3、4量具重复性(EV) : 一个评价人多次使用一件测量仪器,对同一零件得某一特性进行多次测量下得变差。
bcsss。
3、5 量具再现性(AV) : 由不同得评价人使用相同得量具,测量一个零件得一个特性得测量平均值得变差。
Vlvru。
3、6偏性:同一人使用同一量具在管制计划规划地点与在实验室量测同一产品之相同特性所得平均值与真值之间得差异。
HUsNe。
3、7稳定性:指同一量具于不同时间量测同一零件之相同特性所得之变异。
3、8线性: 指量具在预期内之偏性表现。
4、权责:4、1量测系统测试得排定、数据分析、仪器操作人员得选择: 品保部4、2测试执行: 各相关单位4、3 MSA操作人员得培训: 品保部5、执行方法5、1 QA工程师人员依公司PCP文件建立《xx年MSA实施计划表》或客户要求,并依据计划表之排程进行对仪器做量测系统分析。
SbLP9。
5、2 取样方法:5、2、1计量型取样:从代表整个工作范围得过程中随机抽取10件样品,但所抽取得10件样品其数值必须涵盖该产品过程分布(也可用之前类似过程得过程能力或者过程标准差代表TV进行计算)。
Edu6z。
5、2、2计数型取样:取50PCS样品,其中包含临近值,不良品与合格品。
5、2、3、测量过程中需要考虑盲测,由2或3个测量者随机抽取对每个产品各测量取一定数量样品、5、3计数型:5、3、1被评价得零件得选定随机抽取50个零件,把零件编号,由研究小组给出该50个零件得标准,必须含合格,不合格,模糊品,条件允许得情况下最好各占1/3。