哈工大搅拌摩擦焊接研究现状
- 格式:ppt
- 大小:9.92 MB
- 文档页数:79
随着现代制造技术的不断进步,材料焊接技术也在不断发展。
搅拌摩擦焊作为一种新型的焊接方法,因其低能耗、无污染、高效率等优点而备受关注。
在工业界和学术界,对搅拌摩擦焊技术的研究也越来越深入。
一、搅拌摩擦焊简介1. 搅拌摩擦焊的原理和特点搅拌摩擦焊是一种无熔金属的固态焊接方法,通过机械搅拌和摩擦加热的方式将材料焊接在一起。
与传统的熔化焊接方法相比,搅拌摩擦焊具有温度低、热影响区小、焊接变形小等优点。
2. 搅拌摩擦焊的应用领域搅拌摩擦焊技术已广泛应用于航空航天、汽车制造、铁路交通等领域,尤其在焊接铝合金、镁合金等轻金属材料方面具有独特优势。
二、搅拌摩擦焊镁铝异种材料研究现状1. 镁铝异种材料的特点镁铝异种材料因其密度低、强度高、耐腐蚀等特点,被广泛应用于航空航天、汽车制造等领域。
然而,由于镁铝材料的化学性质和熔点差异较大,传统的焊接方法往往难以实现良好的焊接效果。
2. 搅拌摩擦焊镁铝异种材料的研究现状为解决镁铝异种材料的焊接难题,学术界和工业界进行了大量的研究。
目前,搅拌摩擦焊镁铝异种材料的研究已取得了一定进展,但仍存在一些挑战。
3. 研究现状的主要问题(1)焊接接头的组织和性能不稳定,需要进一步优化工艺参数和焊接头形貌。
(2)搅拌摩擦焊镁铝材料的金属间化合物生成机理和影响因素尚不清楚,需要深入研究。
(3)焊接接头的力学性能、耐腐蚀性能等方面还需要进一步评估和提升。
三、未来研究方向1. 优化焊接工艺参数针对搅拌摩擦焊镁铝异种材料存在的问题,未来研究可以进一步优化焊接工艺参数,包括搅拌转速、下压力、焊接速度等,以获得更稳定的焊接接头组织和性能。
2. 深入研究金属间化合物形成机理金属间化合物的生成对搅拌摩擦焊接头的性能具有重要影响,未来的研究可以针对金属间化合物的形成机理和影响因素进行深入探讨,为优化焊接工艺提供理论依据。
3. 综合评价焊接接头性能未来的研究还可以从焊接接头的力学性能、耐腐蚀性能等方面进行综合评价,探索提升镁铝异种材料搅拌摩擦焊接头综合性能的途径。
搅拌摩擦焊研究现状及创新设想张晶(天津机电职业技术学院,天津)摘要:搅拌摩擦焊是近二十年来新兴的焊接技术,和传统焊接技术相比,具有高效和环保的优势。
同时由于是固相连接,可以有效解决以往难焊甚至不能焊的金属,使得我国在航空、航天和船舶等领域的制造水平大幅提升。
本文就搅拌磨擦焊的基本原理,揭示了其研究现状,主要是焊接设备的现状,并对未来的发展趋势做一些探讨,希望可以拓展思路,更加深入的开展对该技术的应用。
关键词搅拌摩擦焊FSW 设备创新前言近几年来,搅拌摩擦焊的出现受到国际焊接科学技术领域的极大关注,被认为是从基础研究到实际应用的重大科技成就,同时也对人们科学利用摩擦起到了促进作用。
目前,在摩擦焊基础上已发展起来的多种摩擦加工技术,材料的摩擦加工具有低耗能、无污染、高效率、加工质量好等优点,因而应用前景广阔。
搅拌摩擦焊(FSW)作为一种快速发展的新型固相焊接方法,正在成为世界范围内的热点焊接方法。
该方法自发明以来就受到制造工业关注,现正在逐渐成为轻合金金属的主导焊接方法,在新型飞机、空间飞行器、舰船、高速列车、汽车、电子、电力以及能源等行业得到推广应用。
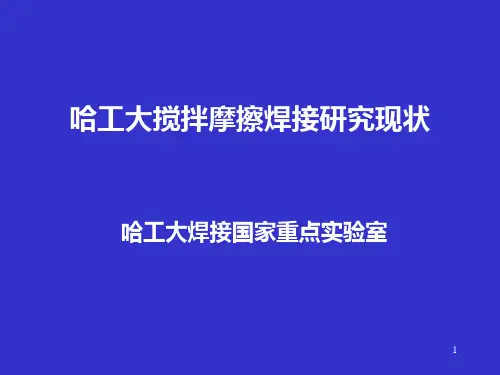
一、搅拌摩擦焊基本原理搅拌摩擦焊(Friction Stir Welding)是基于摩擦焊接技术一种固相焊接技术,1991年由英国焊接研究所(TWI)发明。
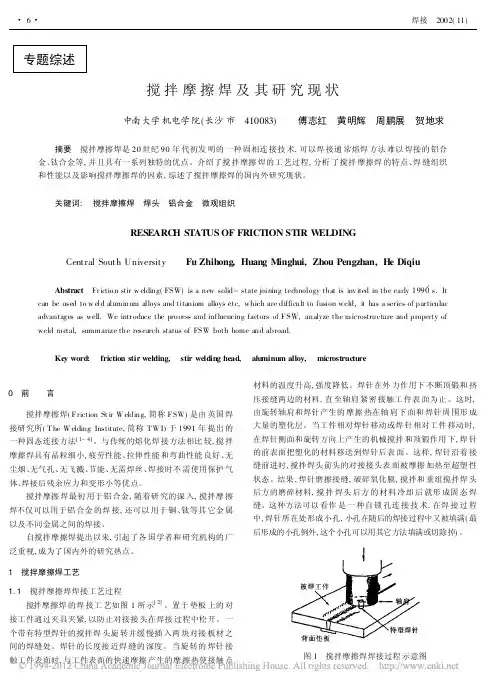
其原理是一个非耗损的搅拌头旋转扎入焊接工件的连接界面,当搅拌头向前沿着焊缝移动时,塑化金属在机械搅拌和顶锻作用下形成致密的固相联接。
焊接过程中没有弧光、烟尘等污染,是一种高效、环保的绿色技术。
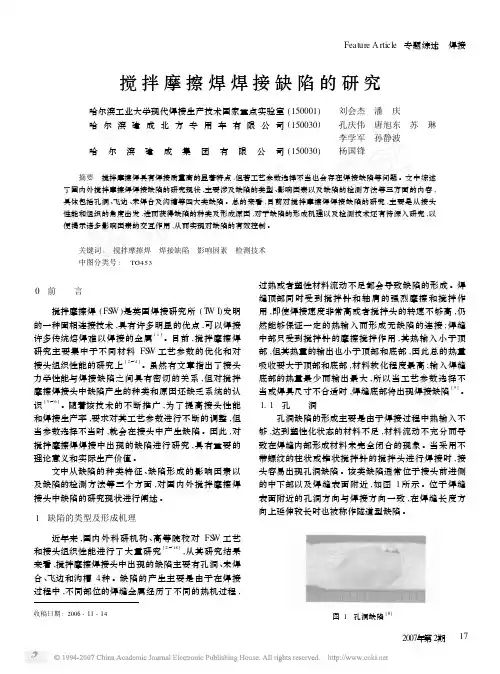
图1搅拌摩擦焊原理示意图二、.搅拌摩擦焊研究现状1.异种金属焊接应用异种材料连接结构具有两种材料综合的优异性能,在航空航天、空间技术、核工业、微电子、汽车、石油化工等领域得到了广泛的应用,因此对异种材料焊接的深入研究有着十分重要的意义。
搅拌摩擦焊对材料的适应性很强,几乎可以焊接所有类型的铝合金材料,另外,它也是镁合金、锌合金、铜合金、铅合金以及铝基复合材料等材料的板状对接或搭接的优先选择。
搅拌摩擦焊材料塑性流动研究现状搅拌摩擦焊(Friction Stir Weld,FSW)是一种新型的固相连接技术,于1991年在英国焊接研究所(The Welding Institute,TWI)发明并获世界范围内专利保护。
这种新型连接技术的出现,克服了传统熔焊的缺陷,能够更加容易地实现铝合金等难焊接材料的焊接工艺过程,并且对能源的消耗少,对环境无污染,所以FSW被誉为“世界焊接史上的第二次革命”。
FSW的原理非常简单,由轴肩(Shoulder)和搅拌针(Pin)组成的搅拌头(Tool)插入焊接板材的对接处,搅拌头边旋转边前进,使前进侧(Advancing Side,AS)和后退侧(Retreating Side,RS)的金属产生塑性流动,形成焊接接头,完成固相连接的过程。
自FSW问世以来,大量学者对FSW的接头组织以及力学性能做了大量的研究,但是由于材料的不可见性,对于FSW焊缝金属在焊接过程中的塑性流动,尚处于探索阶段。
目前,主要通过实验和数值模拟的方法来研究材料的塑性流动。
A.P. Reynolds[2]分析了当前对于FSW塑性流动的研究,指出对于FSW流动场可以从与轴肩接触的材料表面、搅拌针周围以及搅拌针底部3个方面进行研究。
当前,对于FSW中的材料塑性流动的研究,主要存在的问题是:材料流动的机制到底是什么,FSW微观组织周期性变化的原因是什么,以及二者之间存在什么样的关系。
实验研究对于用实验来研究FSW中材料的流变行为,主要是应用一些示踪材料来跟踪焊缝金属的最初和最终的位置。
这些示踪材料主要包括铜箔、铝箔、钨线等。
但是示踪材料由于和母材的的力学性能等方面存在差异,往往会影响FSW中母材金属的流动。
所以,在有些实验中不加入任何示踪材料,只单纯地进行微观组织观察的方法进行研究。
在早期的研究中,Colligan[3]应用钢球跟踪技术,通过X射线检测和对切片进行观察的方式来研究铝合金FSW中材料的流动。
搅拌摩擦焊技术应用现状及其发展趋势摘要:搅拌摩擦焊是利用一种特殊形式的搅拌头边旋转边前进,通过搅拌头与工件的摩擦产生热量,摩擦热使该部位金属处于热塑性状态,并在搅拌头的压力作用下从其前端向后部塑性流动,从而使待焊件压焊为一个整体。
本文简述了搅拌摩擦焊的工作原理及优缺点,重点分析了搅拌摩擦焊技术在航空航天、汽车、船舶、电力电子、轨道交通、国防军工以及其它领域的应用现状及发展趋势。
关键词:搅拌摩擦焊;航空航天;汽车;轨道交通;应用;发展趋势引言搅拌摩擦焊作为一项革命性新型焊接技术,其有效解决了轻合金材料焊接方法问题,可达成铝、镁、铜等轻质合金材料高效、优质、绿色的非熔化连接。
中国发展和应用搅拌摩擦焊是时代的召唤,是我们所需肩负的重要使命。
由此可见,对搅拌摩擦焊技术应用现状与发展趋势开展研究,既有着十分重要的现实意义,又有着十分重要的战略意义。
一、工作原理搅拌摩擦焊,本质上是一种固相焊接,它需要借助一个非自耗的搅拌头(一般包括四部分,分别是搅拌针、轴肩、过渡部分和夹持部分)。
首先将待焊工件刚性固定,接着将搅拌针高速旋转着插入到被焊工件内部,直到轴肩下压到被焊工件内,然后搅拌针沿着焊接方向与工件做相对运动,在摩擦热和塑形变形热的作用下,焊缝两侧金属在搅拌针的牵引下进行塑性流动,在搅拌针的搅拌和轴肩的锻压共同作用下,形成焊接接头。
二、优缺点搅拌摩擦焊的优点:1)固态焊接技术,没有材料熔化;2)高质量,高效率,低成本;3)可实现多种接头形式的焊接;4)焊件中残余应力低,残余变形小;5)搅拌摩擦焊接头强度高,断裂韧度高;6)焊缝为细晶组织,没有气孔、裂纹、夹渣等缺陷,节省修理费用;7)操作简单,便于实现自动化。
搅拌磨擦焊存在的主要缺点:由于焊缝不形成增强焊波,难以用于填角焊等焊接,其接头形状有限;焊接形式受限,曲线焊接操作较难;焊缝的始端与终端有残孔。
三、缺陷(1)搅拌摩擦焊过程属于热力复合作用过程,通常在焊缝正下方存在刚性支撑,在开展难以提供刚性支撑的工件焊接时,难度十分大。
搅拌摩擦焊技术研究与应用搅拌摩擦焊技术研究与应用陈湘陵谢振中课题:湖南省科技厅自然科学课题,课题编号:2011CK3056。
本文性连接的目的。
该技术是以固相连接工艺实现的焊接技术。
2.搅拌摩擦焊技术优点与传统焊接方法相比,搅拌摩擦焊技术具有以下几个优点。
一是焊前不需进行复杂的准备,被焊材料不熔化,焊接接头性能优良,固相连接接头强度高,可实现全方位焊接;二是焊接过程可靠性高,尺寸精度高,生产率高,成本低且节能;三是具有广泛的工艺适应性,能有效减小或消除冶金化学反应问题,能焊接性能差异很大的异种金属材料,亦可焊接同一台设备的金属和非金属材料;四是安全环保,焊接过程整洁,不会产生飞溅、辐射的情况,或产生有害物质。
二、搅拌摩擦焊技术研究现状-系统开展搅拌摩擦焊技术的研究和应用;2002年4月份,“中国搅拌摩擦焊接中心”在北京饭店成立,被英国焊接研究所授予独家许可权,即拥有发放和管理中国区域的搅拌摩擦焊接技术的专利许可。
直至今日,研究搅拌摩擦焊接技术与设备的学院、研究所已达到20几家单位,其中包括有清华大学、南昌航空工业学院、哈尔滨理工大学、中科院沈阳金属所等。
历经几十年的发展,该技术在国内已经具备了从工艺、设备、控制、检验等整套完备的专业技术规模,并且在基础理论研究上也形成了一定的独立体系。
我国科技工作者高度重视,除了对搅拌摩擦焊的机理、力学性能、搅拌头等展开深入研究外,还先后开展了对铝合金紫铜、PVC塑料、钛合金、镁合金等材料搅拌摩擦焊工艺的研究。
三、搅拌摩擦焊技术应用现状1.航空应用FSW焊500喷气还例如,由挪威GydroMarineAluminium铝板厂生产的无缺陷FSW铝板,用于船舶的甲板、壳体、船舱壁等部位的焊接;日本住友轻金属公司采用FSW生产的铝质蜂窝结构板件和耐海水板材等等。
3.陆路交通应用在陆路交通上,FSW主要的应用领域为高速或轨道列车,以及地铁车厢、有轨电车,汽车的引擎、底盘、轮毂、车身支架、载货车尾部升降平台、汽车起重器,以及装甲车的防护甲板等等。
3陕西省国际科技合作重点项目(2005KW 220) 沈洋:男,1981年生,硕士生 E 2mail :shenyang660@搅拌摩擦焊数值模拟的现状3沈 洋,何晓梅,吕 爽,尹 娟(西安建筑科技大学冶金工程学院,西安710055) 摘要 自搅拌摩擦焊发明以来,对多种不同材料的搅拌摩擦焊实验研究已取得了巨大的进展,但对搅拌摩擦焊工艺过程的计算机模拟直到最近几年才逐渐兴起。
简要叙述了搅拌摩擦焊数值模拟研究的3个主要方向(温度场、流场和组织性能)的研究现状。
关键词 搅拌摩擦焊 数值模拟 温度场 流场 组织性能Current Status of Numerical Simulation of Friction Stir WeldingS H EN Yang ,H E Xiaomei ,L U Shuang ,YIN J uan(College of Metallurgy Engineering ,Xi ’an University of Architecture and Technology ,Xi ’an 710055)Abstract There has been significant experimental investigations into frication stir welding of different materi 2als ever since its invention ,but computational modeling efforts to simulate the welding process are more recent.The paper simply introduces three broad categories ,which are thermal ,material flow field and structure property ,in FSW process ’numerical simulation.K ey w ords f riction stir welding (FSW ),numerical simulation ,thermal field ,flow field ,structure property0 引言搅拌摩擦焊(Friction Stir Welding ,FSW )[1]的发明为常规焊接方法难焊接或不可焊接材料的焊接提供了新的方法。
搅拌摩擦焊的研究现状及前景展望搅拌摩擦焊应用广泛,具有成本低、高性能以及高效率等特性,在不同领域得到了广泛的应用。
本文将对搅拌摩擦焊的研究现状以及应用进行详细的分析。
标签:搅拌摩擦焊;研究现状;应用英国焊接研究所发明的搅拌摩擦焊(Friction Stir Welding,简称FSW),曾经于1991年获得世界范围内专利保护,它是一项非常奇特的新型固相焊接技术,也是焊接技术史上从发明到将其应用到工业中时间最短的一项焊接技术,其曾被称作是“世界焊接史上的第二次革命”。
搅拌摩擦焊与其他传统的焊接技术相比较而言,其具有成本低廉、不会造成污染、焊接后变形较小以及高效等特点,这些特点是其他焊接技术无法企及的。
搅拌摩擦焊的这些特性使其得到了广泛的应用,其主要应用于结构制造领域,例如航空、航天、汽车以及船舶等领域。
基于此,文章将从焊接材料、工艺参数、焊接技术等原理对搅拌摩擦焊进行详细的研究分析,并且对搅拌摩擦焊未来的发展趋势进行探讨。
1 搅拌摩擦焊的原理分析及其优缺点(1)搅拌摩擦焊的原理分析。
搅拌摩擦焊的搅拌头的特征是圆柱状并且其轴肩是非常特殊的,搅拌头以合适的速度插入到被焊构件的焊接处,并且以一定的速度向前匀速移动,被焊构建与搅拌头之间由于一定的摩擦力度而产生相应的热度,当温度达到一定水平时,其将会使得搅拌头附近区域的材料软化,从而以实现热塑化的目的。
当搅拌头由于受到某种力度时,将会渐渐的向前缓慢前行,这时候热塑化后的材料将由搅拌头的前部向后部移动,并且位于搅拌头处的轴肩将会产生锻造压力,固相连接就会在这种压力之下而实现。
在搅拌焊接的过程中,需要注意的是被焊构件需要进行牢固固定,而且需要在焊缝的背面加上衬垫以防止由于搅拌头的力度而导致构建以及塑性金属流失。
(2)搅拌摩擦焊的优缺点分析。
搅拌摩擦焊的优点主要有以下几个方面:第一,由于搅拌摩擦焊采用的技术原理是固相焊接技术,从而不会导致材料融化的现象发生;第二,,搅拌摩擦焊具有质量过硬、操作起来效率高以及不需要高昂的成本;第三,搅拌摩擦焊没有特定的接头形式,其支持多种规格形式不一的焊接方式;第四,采用搅拌摩擦焊技术,在焊接过程中产生的残余应力较小,从而残余应力对构件所带来的变形影响较小;第五,采用搅拌摩擦焊技术进行焊接后所产生的焊缝的组织为细晶组织,从而没有其他传统焊接技术所带来的裂纹、气孔等缺陷,这将大大减少后续的维修费用;第六,搅拌摩擦焊操作起来较为简单,能够非常方便的就实现自动化技术。
万方数据搅拌摩擦焊接过程中,接头温度峰值始终处于材料熔化点以下(约为材料熔点的0.8),不会出现材料熔化,从而避免了常规熔焊工艺中因熔化一凝固现象的存在所造成的各种焊接缺陷。
所以,搅拌摩擦焊是一种固相焊接技术。
接头材料在高温软化状态下,由于搅拌图1搅拌摩擦焊基本原理及工艺过程头的挤压而形成牢固的锻造细晶组织(与此不同的是,熔焊接头通常为晶粒粗大的铸造组织)。
与其他焊接方法相比,搅拌摩擦焊具有以下特点:(1)搅拌摩擦焊是一种固相连接技术,接头性能优异。
(2)焊前不需要开坡口,可以节省焊前准备工时。
(3)焊接过程中不需要保护气,也不需要填充材料。
(4)焊接过程容易实现自动化,可以实现全位置焊接,接头质量一致性好。
(5)焊接热输入小,从而导致焊接变形小、接头残余应力水平低,是一种低应力,小变形焊接技术。
(6)焊接过程中无飞溅、无弧光,无辐射,是一种绿色焊接技术。
(7)焊接效率高、能耗低,是一种高效焊接技术。
搅拌摩擦焊技术的这一系列特点使其对于以铝合金为代表的轻金属结构焊接具有非常重要的意义,在航空、航天、船舶、列车、汽车以及电力、电子等领域具有非常广阔的应用前景。
:.搅拌摩擦焊技术应用现状搅拌摩擦焊作为一种轻合金材料连接的优选焊接E口!唑堡笙!塑壁董皇塑型参磊加工热加工www,machinist.com,cn技术,已经从技术研究迈向高层次的工程化和工业化应用阶段,如在美国的宇航制造工业、北欧的船舶制造工业和日本的高速列车制造等领域,搅拌摩擦焊技术都得到了广泛应用。
搅拌摩擦焊技术1995年(通过申请专利)进入中国,但是这项技术在中国真正获得发展却是在2002年以后——中心成立以来的这几年时间,它是以中国自主研制的第一台专机搅拌摩擦焊设备的交付使用为标志的。
2002年以来,搅拌摩擦焊技术已被迅速推广到国内的航空、航天、船舶、电力、电子以及汽车等领域,并在几十种产品型号中得到应用。
1.搅拌摩擦焊技术在航天型号产品研制中的应用由于轻量化的需要,航天领域大量采用了铝合金结构——最适合采用搅拌摩擦焊技术,从而使搅拌摩擦焊技术最早在火箭、航天飞机等宇航产品中得到推广。
CATALOGUE 目录•搅拌摩擦焊技术简介•搅拌摩擦焊技术研究现状•搅拌摩擦焊技术在不同领域的应用•搅拌摩擦焊技术的前景展望与发展趋势•结论搅拌摩擦焊是一种新型的焊接方法,其核心是利用搅拌头与工件之间的摩擦热和塑性变形热,使工件局部加热至塑性状态,并在搅拌头的强烈搅拌作用下实现材料的连接。
与传统的熔焊方法不同,搅拌摩擦焊过程中不涉及熔化,因此可以避免熔焊过程中出现的元素烧损、接头组织性能恶化等问题。
高效节能接头质量高适用范围广操作简单ABCD航空航天领域汽车制造领域其他领域轨道交通领域搅拌摩擦焊技术的应用范围搅拌摩擦焊技术的研究进展搅拌摩擦焊技术自发明以来,经过多年的研究和发展,已经在多个领域得到广泛应用。
在科研方面,研究者们不断探索新的搅拌摩擦焊技术,提高其焊接质量和效率。
在应用方面,搅拌摩擦焊技术已经应用于航空、航天、汽车、船舶等领域,取得了良好的效果。
010203搅拌摩擦焊技术的优势与局限搅拌摩擦焊技术的研究热点与挑战总结词搅拌摩擦焊技术在航空航天领域的应用具有广泛性和重要性。
要点一要点二详细描述搅拌摩擦焊技术在该领域主要用于制造飞机和火箭等关键部件,如铝合金和钛合金的焊接。
相比传统焊接方法,搅拌摩擦焊技术具有更高的焊接质量和更快的焊接速度,提高了生产效率,降低了制造成本。
此外,搅拌摩擦焊技术还具有较好的接头强度和耐腐蚀性,使得飞机和火箭等关键部件的寿命更长、安全性更高。
航空航天领域总结词搅拌摩擦焊技术在汽车制造领域的应用日益增多,成为汽车制造的重要焊接方法之一。
详细描述搅拌摩擦焊技术在该领域主要用于制造汽车车身、底盘和发动机等关键部件,如低碳钢、铝合金和不锈钢的焊接。
相比传统焊接方法,搅拌摩擦焊技术具有更高的焊接质量和更快的焊接速度,提高了生产效率,降低了制造成本。
此外,搅拌摩擦焊技术还具有较好的接头强度和耐腐蚀性,使得汽车的关键部件更加可靠、耐用。
总结词搅拌摩擦焊技术在船舶制造领域的应用具有广泛性和重要性。
搅拌摩擦焊的现状与发展搅拌摩擦焊的现状与发展中国工程院院士(研究员)关桥高级工程师栾国红2 搅拌摩擦焊在国外的发展搅拌摩擦焊作为一种轻合金材料连接的优选焊接技术,已经从技术研究,迈向高层次的工程化和工业化应用阶段,形成了一个新的产业: 搅拌摩擦焊设备的制造、搅拌摩擦焊产品的加工.如在美国的宇航制造工业、北欧的船舶制造工业、日本的高速列车制造等制造领域,搅拌摩擦焊得到了广泛的应用,均已形成新兴产业。
2.1搅拌摩擦焊在铝合金结构制造中取代传统熔焊搅拌摩擦焊已成功地实现了鋁合金、镁合金构件制造大规模的工业化应用。
下面列举一些典型的应用实例。
2.1.1 搅拌摩擦焊在船舶制造工业中的应用早在1995年,挪威Hydro Marine Aluminium公司就将FSW技术应用于船舶结构件的制造(见图3),采用搅拌摩擦焊技术将普通型材拼接,制造用于造船业的宽幅型材。
该焊接设备以及工艺已经获得Det Norske Veritas和Germanischer Lloyd的认可。
从1996到1999,已经成功焊接了1700块船舶面板,焊缝总长度超过110km。
在造船领域,搅拌摩擦焊适用面很宽:船甲板、侧板、船头、壳体、船舱防水壁板和地板,船舶的上层铝合金建筑结构,直升飞机起降平台,离岸水上观测站,船舶码头,水下工具和海洋运输工具,帆船的桅杆及结构件,船上制冷设备用的中空挤压铝板等。
图3 挪威Hydro Marine Aluminium采用搅拌摩擦焊技术制造船用宽幅铝合金型材2.1.2 搅拌摩擦焊在航空航天工业中的应用航空航天飞行器铝合金结构件,如飞机机翼壁板、运载火箭燃料储箱等,选材多为熔焊焊接性较差的2000及7000系列鋁合金材料,而搅拌摩擦焊可以实现这些系列铝合金的优质连接,国外已经在飞机、火箭等宇航飞行器上得到应用。
采用搅拌摩擦焊提高了生产效率,降低了生产成本,对航空航天工业来说有着明显的经济效益。
波音公司首先在加州的HuntingtonBeach工厂将搅拌摩擦焊应用于Delta II运载火箭4.8米高的中间舱段的制造(纵缝,厚度22.22毫米,2014铝合金),该运载火箭于1999年8月17日成功发射升空。
搅拌摩擦焊的现状与发展搅拌摩擦焊的现状与发展中国工程院院士(研究员)关桥高级工程师栾国红摘要: 搅拌摩擦焊技术发明至今14年以来,无论在国外还是在国内,已经成功跨出试验研究阶段,发展成为在铝合金结构制造中可以替代熔焊技术的工业化实用的固相连接技术;这项新型的焊接技术在航空航天飞行器、高速舰船快艇、高速轨道列车、汽车等轻型化结构以及各种铝合金型材拼焊结构制造中,已经展示出显著的技术和经济效益,诸如:根除了熔焊所固有的焊接缺陷(气孔、凝固裂纹等)、提高了接头和结构的连接质量、降低了焊接变形等;并且在其他轻金属如镁、铜、锌等材料结构的制造中也正在实施工程化应用。
与搅拌摩擦焊相适应的焊接新装备和搅拌工具的发展也非常快,为实施搅拌摩擦焊工艺方案(如消除搅拌匙孔)及提高各类材料接头的质量,各种类别的新型搅拌摩擦焊接设备、自动化装置及机器人搅拌摩擦焊机等相继问世。
搅拌摩擦焊目前的发展目标之一是攻克在高熔点金属材料连接中的难题,诸如:普通碳钢、不锈钢、钛合金、甚至高温合金等结构材料的固相连接,进一步优化搅拌工具的型体设计与材料选取,以及焊接过程参数的监控及焊接质量实时检测和控制,制订标准。
关键词:搅拌摩擦焊铝合金焊接轻金属焊接0 前言1991年,英国焊接研究所(The Welding Institute-TWI)发明了搅拌摩擦焊(Friction Stir Welding-FSW),这项杰出的焊接技术发明正在为世界制造技术的进步做出贡献。
在国外,搅拌摩擦焊已经在诸多制造领域达到规模化、工业化的应用水平。
如在船舶制造领域,在1996年搅拌摩擦焊就在挪威MARINE公司成功地应用在铝合金快速舰船的甲板、侧板等结构件的流水线制造。
在轨道车辆制造领域,日本HITACHI公司首先于1997年将搅拌摩擦焊技术应用于列车车体的快速低成本制造,成功实现了大壁板铝合金型材的工业化制造。
在世界宇航制造领域,搅拌摩擦焊已经成功代替熔焊实现了大型空间运载工具如运载火箭和航天飞机等的大型高强铝合金燃料贮箱的制造,波音公司的DELTA II型和IV型火箭已经全部实现了搅拌摩擦焊制造,并于1999年首次成功发射升空。