哈工大_钎焊_杨建国 11.第01章 钎焊接头形成(钎焊接头的金属学形态)
- 格式:pdf
- 大小:778.09 KB
- 文档页数:20
第一章钎焊接头的形成过程本章教学目的:1. 掌握钎料的润湿与铺展、钎料的毛细流动2. 掌握钎料润湿性的评定和影响钎料润湿性的因素3. 掌握液态钎料与母材的相互作用本章课时安排:4H本章重点难点:影响钎料润湿性的因素;液态钎料与母材的相互作用通过绪论中学习钎焊的定义,我们知道,钎焊的过程为:钎料与母材同时加热到钎焊温度,钎料熔化并通过毛细作用流入接头间隙,再通过其与母材发生相互作用形成新的合金,然后在钎缝中冷却结晶形成接头,从而把零件连接在一起。
要想获得优质的钎焊接头,液态钎料必须能够充分地流入并并致密的填满接头间隙,并且钎料能够很好地与母材相互作用。
显然,钎焊包含着两个过程:①钎料填满钎缝间隙的过程;②钎料与母材相互作用的过程。
但并非任何熔化的钎料都会产生这两个过程,也就是说并不是任何熔化的钎料都能够充分地流入并并致密的填满接头间隙,必须在具备一定条件下才能进行,所以为了保证钎焊的实施及接头的质量,就必须首先了解和研究这两个过程的规律性。
第一节钎料的润湿和铺展钎焊时,熔化的钎料是以液态状态与固体母材相接触,液态钎料能否流入接头间隙取决于其对母材的润湿性。
因此,我们首先来学习第一节内容:钎料的润湿和铺展。
一、润湿性润湿性是液态物质与固态物质接触后相互粘附的现象。
当液体处于自由状态下,为使其本身处于稳定状态,往往力图保持球形的表面,当其与固体相接触时,情况就将发生变化,变化规律取决于液体内部的内聚力和液固两相间附着力的相互关系。
如果内聚力大于附着力,则液体不能粘附在固体表面上,这时液体对固体就不润湿;当附着力大于内聚力时,液体就能粘附在固体表面上,力图扩大其与固体的接触面积,这就发生了润湿现象。
二、铺展铺展就是液体在固体表面上自动流开铺平,显然铺展以润湿为前提。
钎焊时液态钎料在固态母材上的填缝过程显然是个铺展过程,因而必然以润湿为先决条件。
只有在液态钎料能润湿固态母材的前提下,它才能填充接头的间隙。
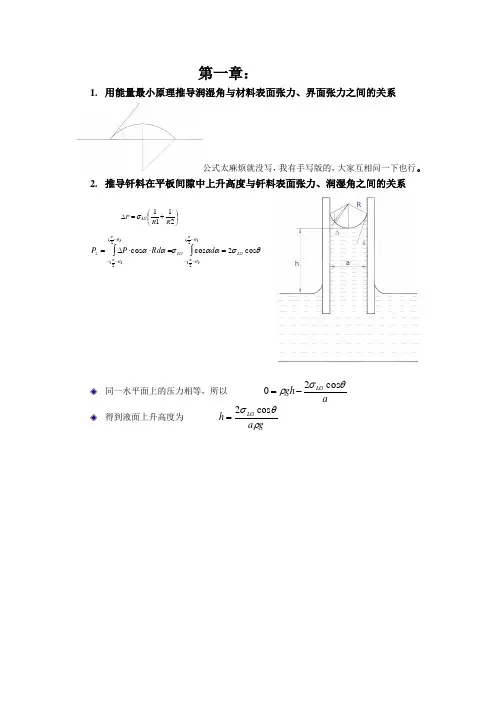
第一章:1.用能量最小原理推导润湿角与材料表面张力、界面张力之间的关系公式太麻烦就没写,我有手写版的,大家互相问一下也行。
2.推导钎料在平板间隙中上升高度与钎料表面张力、润湿角之间的关系同一水平面上的压力相等,所以得到液面上升高度为⎪⎭⎫⎝⎛+=∆2111RRPLGσθσαασααθπθπθπθπcos2coscos)2()2()2()2(LGLGdRdPP==⋅⋅∆=⎰⎰------⊥h aθΔRagh LGθσρcos20-=gah LGρθσcos2=3. 评价钎料润湿性和铺展性能的方法1) 润湿角测量一定体积的钎料放在母材上 采用相应的去膜措施在规定的温度下保持一定的时间 冷凝后切取横截面,测量润湿角2) 铺展面积测量条件同上凝固后测量钎料的铺展面积3) 利用T 型试件评定钎料的润湿性,冷凝后测量钎料沿T 型试件的流动长度 4) 润湿力测量在试片浸入和拉出的期间测量作用在试片上的作用力,通过信号变换器在记录仪上作为时间的函数连续记录5) 润湿角测量在试片浸入和拉出的期间测量试片上钎料的接触角并记录4. 温度是如何影响钎料在母材上的润湿性的液体的表面张力与温度的关系Am :一个摩尔液体分子的体积;K :常数; T0:表面张力为零时的临界温度;τ:温度常数随着温度的升高,液体的表面张力减小,提高了润湿性温度升高,钎料本身的表面张力减小,液态钎料与母材间的界面张力降低,提高了钎料的润湿性温度过高,钎料的润湿性太强,造成钎料流失填缝高度计算(续)aS P P =0SSS 0设S 0’为参考点,其表面处的压力为大气压力 aS PP ='0S 1的压力:大气压力+附加压力RP P a S σ-=1S 0的压力:P S1+液柱高度产生的压力gh RP P a S ρσ+-=0S 0 和S 0’的处于同一高度,压力应该相等gh Rρσ=2)cos(aR =θ得到:ga h ρθσcos 2=再由 因此: aS P P =0)(03/2τσ--=T T K A m5. 金属表面的氧化物是如何影响钎料的润湿性的金属表面上总是存在着金属氧化物,在有氧化膜的金属表面上,液态钎料往往凝聚成球状,不与金属发生润湿,这是由于氧化物的表面张力比金属本身的表面张力要低得多所致。

哈工大-钎焊复习思考题1、钎焊技术原理钎焊是采用比母材熔点低的金属材料作钎料,将焊件和钎料加热到高于钎料熔点,低于母材熔化温度,利用液态钎料润湿母材,填充接头间隙并与母材相互扩散实现连接焊件的方法。
2、描述全部钎焊工艺过程并简单分析各不同阶段所发生的物理或化学现象钎剂融化、钎剂填缝、钎剂去膜、钎料融化、钎料填缝钎焊工艺过程:一是钎料填满钎缝的过程,二是钎料同母材相互作用的过程。
如果钎焊时使用钎剂,则还有一个钎剂的填缝过程。
不同阶段的物理化学现象:一:钎剂在加热熔化后流入焊件间的间隙,同时熔化的钎剂与母材表面发生物化作用,从而清净母材表面,为钎料填缝创造条件。
二:随着加热温度升高,熔化的钎料与固态母材接触,润湿母材,并在其上铺展。
随后,熔化的钎料依靠毛细作用在钎缝间隙内流动进行填缝。
三:液态钎料在毛细填缝的同时,与母材发生相互扩散作用,一种是母材向液态钎料的扩散,即通常说的溶解;一种是钎料组分向母材的扩散。
3、钎焊技术特点优点:(1)加热温度较低(2)焊件变形小,尺寸精确高(3)可焊异种金属或材料(4)适合于批量生产,生产率很高缺点:(4)接头强度低(5)耐热性差总之,钎焊最明显的优点:母材不化钎料化。
钎焊较适宜连接精密、微型、复杂、多钎缝、异类材料的焊件。
4、简述钎焊工艺方法原理及特点烙铁钎焊用于细小简单或很薄零件的软钎焊。
波峰钎焊用于大批量印刷电路板和电子元件的组装焊接。
施焊时,250℃左右的熔融焊锡在泵的压力下通过窄缝形成波峰,工件经过波峰实现焊接。
这种方法生产率高,可在流水线上实现自动化生产。
火焰钎焊用可燃气体与氧气或压缩空气混合燃烧的火焰作为热源进行焊接。
火焰钎焊设备简单、操作方便,根据工件形状可用多火焰同时加热焊接。
这种方法适用于自行车架、铝水壶嘴等中、小件的焊接。
电阻钎焊利用电流流过被焊工件时,在钎料与母材界面因接触电阻,产生热量进行局部加热钎料,同时还对待焊接处施加一定的压力,加热快。
钎焊接头的构成过程
1.准备工作:在进行钎焊接头之前,需要准备好所需的工具和材料,
包括各种规格的钎焊材料、气焊设备、钢丝刷、砂纸、洗涤剂、布料等。
2.清洁表面:钎焊接头的成功与否与焊接前的表面清洁程度有很大关系。
首先,使用钢丝刷或砂纸将接头表面的氧化皮和杂质清除干净。
然后,用洗涤剂清洗接头表面,确保表面干净无尘。
3.涂覆草酸和钎剂:涂覆草酸和钎剂有助于增强钎焊接头的可靠性。
草酸能去除金属表面的氧化皮,使钎焊能够更好地连接;钎剂能降低钎焊
温度,防止氧化。
使用刷子将草酸均匀地涂在接头表面,然后再使用刷子
涂覆钎剂。
4.加热和钎焊:将气焊设备预热至适宜的温度。
将火焰置于接头附近,沿着接头的长度均匀移动,逐渐加热接头。
在开始加热之前,要先预热接
头的基材,然后再移动火焰。
一旦接头达到合适的温度,就可以开始钎焊了。
将钎焊材料放在接头上,让其融化并填充到接头之间。
确保钎焊材料
在接头周围均匀分布,并充分填充接头间隙。
5.冷却和清洁:待钎焊过程完成后,将接头冷却到室温。
冷却过程中
不可急于处理接头,以免引起热裂纹。
冷却完成后,用布料擦拭钎焊接头,清洁残留的焊渣和钎剂。
需要注意的是,在进行钎焊接头之前,需要根据具体材料的性质选择
适当的钎焊材料,并确保选用的材料与被接材料相容,并且钎焊接头所需
的温度低于被接材料的熔点,以防止材料烧损或熔化。
此外,在进行钎焊
接头时应遵循相应的安全操作规程,如佩戴防护眼镜和手套,确保自身安全。
绪言钎焊是现代焊接技术的三大主要组成部分之一。
钎焊与其它二类焊接技术(熔焊和压焊)之间,虽有共同之处,但却存在本质的差别。
材料钎焊连接时,一般是以搭接形式装配,彼此间保持很小的间隙,采用熔点比母材熔点低的填充材料(钎料),在低于母材熔点、高于钎料熔点的温度下,借钎料熔化填满母材间的间隙,然后冷凝形成牢固的接头。
因此,钎焊与熔焊或压焊相比,主要有下列不同之处:钎焊时只有钎料熔化而母材保持固态;钎料的熔点低于母材的熔点,因而其成分也与母材有很大差别;熔化的钎料依靠润湿和毛细作用吸入并保持在母材间隙内;依靠液态钎料与固态母材间的相互扩散形成冶金结合。
由此可以了解,钎悍乃是借助于液态钎料填满固态母材之间的间隙并相互扩散形成结合的一类连接材料的方法。
在连接材料的方法中,钎只是人类最早使用的方法之一。
在人类历史上,当人类尚未开始使用铁器时,就已经发明用钎焊来连接金属。
在埃及出土的古文物中,就有用银钢钎料钎焊的管子,用金钎料连接的护符盒,据考证分别是5000年和近4000年前的物品。
公元79年被火山爆发埋没的庞贝城的废墟中,残存着由钎焊连接的家用铅制水管的遗迹,使用的钎料具有Sn:Pb=1:2的成分比,类似现代使用的钎料成分。
我国在公元前5世纪的战国初期也已经使用锡铅合金作钎料。
1637年出版的明代科技巨著《天工开物》中已有“中华小焊用白铜末”的记载,说明当时已掌握用铜合金作钎料来钎焊金属的技术。
但是,在很长的历史时期中,钎焊技术没有得到大的发展。
进入20世纪后,它的发展也远远落后于熔焊技术。
30年代以来在冶金和化工技术发展的基础上,钎焊技术才有了较快的发展,从作坊匠人的技艺成长为工业生产技术。
尤其是二次世界大战后,由于航空、航天、核能、电子等新技术的飞速发展,新材料、新结构形式的采用,对连接技术提出了更高的要求,钎焊技术因此受到更大的重视,开始以前所未有的速度发展起来,出现了许多新的钎好方法,钎料品种日益增多,因此,钎焊的应用范围日益扩大。