焊接化学冶金过程的特点
- 格式:ppt
- 大小:2.52 MB
- 文档页数:17

绪论一、焊接过程的物理本质1.焊接:被焊工件的材质(同种或异种),通过加热或加压或二者并用,并且用或不用填充材料,使工件的材质达到原子问的结合而形成永久性连接的工艺过程称为焊接。
物理本质:1)宏观:焊接接头破坏需要外加能量和焊接的的不可拆卸性(永久性)2)微观:焊接是在焊件之间实现原子间结合。
2.怎样才能实现焊接,应有什么外界条件?从理论来讲,就是当两个被焊好的固体金属表面接近到相距原子平衡距离时,就可以在接触表面上进行扩散、再结晶等物理化学过程,从而形成金属键,达到焊接的目的。
然而,这只是理论上的条件,事实上即使是经过精细加工的表面,在微观上也会存在凹凸不平之处,更何况在一般金属的表面上还常常带有氮化膜、油污和水分等吸附层。
这样,就会阻碍金属表面的紧密接触。
为了克服阻碍金属表面紧密接触的各种因素,在焊接工艺上采取以下两种措施:1)对被焊接的材质施加压力目的是破坏接触表面的氧化膜,使结合处增加有效的接触面积,从而达到紧密接触。
2)对被焊材料加热(局部或整体) 对金属来讲,使结合处达到塑性或熔化状态,此时接触面的氧化膜迅速破坏,降低金属变形的阻力,加热也会增加原于的振动能,促进扩散、再结晶、化学反应和结晶过程的进行。
二、焊接热源的种类及其特征1)电弧热:利用气体介质放电过程所产生的热能作为焊接热源。
2)化学热:利用可燃和助燃气体或铝、镁热剂进行化学反应时所产生的热能作为热源。
3)电阻热:利用电流通过导体时产生的电阻热作为热源。
4)高频感应热:对于有磁性的金属材料可利用高频感应所产生的二次电流作为热源,在局部集中加热,实现高速焊接。
如高频焊管等。
5)摩擦热:由机械摩擦而产生的热能作为热源。
6)等离子焰:电弧放电或高频放电产生高度电离的离子流,它本身携带大量的热能和动能,利用这种能量进行焊接。
7)电子束:利用高压高速运动的电子在真空中猛烈轰击金属局部表面,使这种动能转化为热能作为热源。
8)激光束:通过受激辐射而使放射增强的光即激光,经过聚焦产生能量高度集中的激光束作为热源。
焊接化学冶金反应区及反应条件焊接方法不同,冶金反应阶段也不同。
以手工电弧焊为例,加以讨论。
1、药皮反应区:指焊条受热后,直到焊条药皮熔点前发生的一些反应。
1)水分蒸发T 100C0,吸附水蒸发。
2)某些物质分解T在200--250℃时,有机物分解;300--400℃时,结晶水及化合水分解。
结晶水:有金属键的联系。
化合水指不是以单一水分子形式存在。
白泥:Al2Si2O5(OH)42MnO2=MnO+O22Fe2O3=4FeO+O2 (赤铁矿)2、熔滴反应区指熔滴形成、长大脱离焊条过渡到熔池之前。
特点:1)温度高熔滴平均温度1800~2400℃熔滴活性斑点温度:2800℃熔滴金属过热度大 300—900℃2)与气体、熔渣的接触面积大比表面积大F比=1000—10000cm2/Kg比炼钢时大1000倍,弧柱空间的熔滴尺寸最小直径0.01- 3)时间短、速度快在焊条端停留时间:0.001-0.1S穿过弧柱时间:10-4—10-3S4)熔渣和熔滴金属进行强烈的搅拌混合。
主要冶金反应:金属蒸发;气体的分解和溶解;氧化-还原;掺合金。
3熔池反应区1)熔池温度度1600~1900℃2) 接触面积小F比=3—130Cm2/Kg3) 时间长手工焊时为3-8S 埋弧焊6-25S4)搅拌没有熔滴阶段激烈5)熔池温度不均匀(SiO2)+2[Fe]=[Si]+2FeOlgK Si=(FeO)2[Si]/(SiO2) =-13460/T+6.04(MnO)+[Fe]=[Mn]+ FeOlgK Mn=(FeO)[Mn]/(MnO)=-6600/T+3.16A F=[SiO2]+042B12(MnO)]/100B1Fe2O3+Mn=MnO+2FeOCaCO3+Mn=CaO+CO+MnO[Mn]+[FeO]=[Fe]+(MnO)K=a MnO/a Mn.a FeO=γMnO.(MnO)/a MnO.a FeO。
(完整)焊接冶金学(基本原理)编辑整理:尊敬的读者朋友们:这里是精品文档编辑中心,本文档内容是由我和我的同事精心编辑整理后发布的,发布之前我们对文中内容进行仔细校对,但是难免会有疏漏的地方,但是任然希望((完整)焊接冶金学(基本原理))的内容能够给您的工作和学习带来便利。
同时也真诚的希望收到您的建议和反馈,这将是我们进步的源泉,前进的动力。
本文可编辑可修改,如果觉得对您有帮助请收藏以便随时查阅,最后祝您生活愉快业绩进步,以下为(完整)焊接冶金学(基本原理)的全部内容。
绪论一、焊接过程的物理本质1。
焊接:被焊工件的材质(同种或异种),通过加热或加压或二者并用,并且用或不用填充材料,使工件的材质达到原子问的结合而形成永久性连接的工艺过程称为焊接.物理本质:1)宏观:焊接接头破坏需要外加能量和焊接的的不可拆卸性(永久性)2)微观:焊接是在焊件之间实现原子间结合.2.怎样才能实现焊接,应有什么外界条件?从理论来讲,就是当两个被焊好的固体金属表面接近到相距原子平衡距离时,就可以在接触表面上进行扩散、再结晶等物理化学过程,从而形成金属键,达到焊接的目的.然而,这只是理论上的条件,事实上即使是经过精细加工的表面,在微观上也会存在凹凸不平之处,更何况在一般金属的表面上还常常带有氮化膜、油污和水分等吸附层。
这样,就会阻碍金属表面的紧密接触。
为了克服阻碍金属表面紧密接触的各种因素,在焊接工艺上采取以下两种措施:1)对被焊接的材质施加压力目的是破坏接触表面的氧化膜,使结合处增加有效的接触面积,从而达到紧密接触。
2)对被焊材料加热(局部或整体)对金属来讲,使结合处达到塑性或熔化状态,此时接触面的氧化膜迅速破坏,降低金属变形的阻力,加热也会增加原于的振动能,促进扩散、再结晶、化学反应和结晶过程的进行。
二、焊接热源的种类及其特征1) 电弧热:利用气体介质放电过程所产生的热能作为焊接热源。
2) 化学热:利用可燃和助燃气体或铝、镁热剂进行化学反应时所产生的热能作为热源。
第九讲焊接化学冶金反应区教学目的:掌握焊接化学冶金反应区三个阶段的特点及温度分布情况;了解焊接参数变化对焊接化学冶金的影响。
教学重点:焊接化学冶金反应区的特点及温度分布情况。
教学难点:焊接化学冶金反应区的特点及温度分布情况。
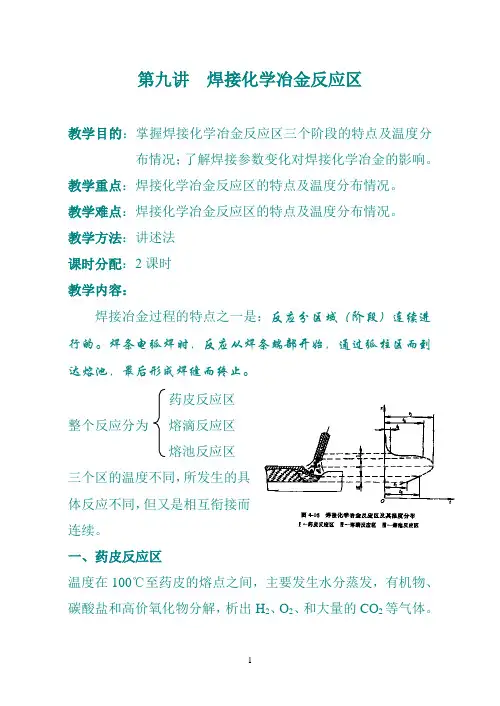
教学方法:讲述法课时分配:2课时教学内容:焊接冶金过程的特点之一是:反应分区域(阶段)连续进行的。
焊条电弧焊时,反应从焊条端部开始,通过弧柱区而到达熔池,最后形成焊缝而终止。
药皮反应区整个反应分为熔滴反应区熔池反应区三个区的温度不同,所发生的具体反应不同,但又是相互衔接而连续。
一、药皮反应区温度在100℃至药皮的熔点之间,主要发生水分蒸发,有机物、碳酸盐和高价氧化物分解,析出H2、O2、和大量的CO2等气体。
如:C a CO3——C a+ CO22MnO2——MnO+ O2这些气体一方面对熔池形成机械保护作用,另一方面将使药皮及液体金属中的合金元素氧化。
如:2Mn+ O2=2MnOMn+H2O= MnO+ H2Mn+ CO2= MnO+ CO反应结果使电弧气氛的氧化性减弱,即所谓的“先期脱氧”。
药皮反应区是整个冶金过程的准备阶段。
二、熔滴反应区温度最高,可达1800~2000℃,熔滴与气相和熔渣接触面积大,而且在过渡过程中液体金属与熔渣表面发生强烈的混合,因而虽然反应时间短,但反应最为激烈。
其中主要反应有:金属的蒸发、气体的分解与溶解、氧化物的分解、金属的氧化与还原等。
因此,熔滴反应区对焊缝的质量影响最大。
三、熔池反应区熔滴与熔渣进入熔池后与熔化的母材接触并熔合,从而进入熔池反应区。
平均温度较低,约为1600~1900℃,单位体积表面积较小,尽管反应时间长些,但反应远不如熔滴反应区激烈。
此外,熔池头部与尾部分别处于升温与降温过程,对同一反应来说,在头部和尾部进行的方向可能相反。
总之,焊接化学冶金过程是分区域连续进行的。
在熔滴阶段进行的反应多数将在熔池中继续,但也有的反应停止甚至改变方向。
焊接冶⾦学复习提纲焊接冶⾦学复习提纲注:编者⽔平有限,如总结不全,可⾃⾏翻阅教材及课件,祝考试周顺利,新年快乐!焊接冶⾦学考题类型⼀、焊接概念及术语解释5*2分=10分⼆、选择20*1分=20分三、判断20*1分=20分四、简单题4*5分=20分五、论述题3*10分焊接复习课重点概括1、焊接概念题举例:焊接热循环的定义2、简答题举例:低碳调制钢的要点(焊材、⼯艺、焊接⽅法)⼯艺:起弧板、收弧板?线能量控制?多层焊层间温度?焊前预热?焊前清理?3、论述题举例:奥式体不锈钢的要点及困难。
要点见上题。
困难有热裂纹倾向⼤,结晶裂纹为最;晶间腐蚀4、熔池、熔滴的特点5、为什么要焊接保护?eg:熔渣保护6、熔合⽐的定义7、溶度过渡形式8、⽓体的种类及来源:C、H、O与⾦属作⽤,H(扩散氢、溶解氢、⽩点、氢⽓孔、裂纹)9、熔池的⼤⼩等与焊接线能量有关10、焊接线能量的定义11、⾦属焊接性的定义?如何评价?eg:碳当量的定义12、可⽤焊接接头的硬度来代替检测是否淬硬13、熔渣分酸性和碱性,⼯艺上酸性好,但碱性的⼒学性能好14、如何⼯艺上评价熔渣15、⽓孔的分类及来源:H、N⽓孔16、裂纹的分类?出现在什么材料中?产⽣的原因?17、焊接接头的概念?(焊缝、热影响区、部分母材的组成、组织、⼒学性能不均、显微偏析、层状偏析)18、焊接热循环的定义19、脆化和软化20、提⾼焊缝性能的⽅法:合适的焊接⽅式、焊接线能量,细化组织21、CCT图,淬硬倾向与⽣成的⾦相组织,eg:铁素体、马⽒体?22、脱硫脱氧的⽅法23、不同钢材与铝焊接性的要点绪论1、焊接定义:通过加热或加压或两者并⽤,使⽤或不使⽤填充材料,使被焊⼯件达到原⼦间结合⽽形成永久性连接的⼯艺过程。
2、焊接的物理本质:⾦属形成⾦属键结合;塑料形成共同的分⼦链。
宏观上形成永久性的接头,微观上组织上建⽴内在联系3、焊接⽅法⼀般分三⼤类:熔化焊、压⼒焊、钎焊4、焊接热源的种类及其特性电弧热、化学热、电阻热、摩擦热、等离⼦焰、电⼦束、激光束、超声波5、焊件上加热区的热能分布(1) 活性斑点区:活性斑点区是带电质点(电⼦和离⼦)集中轰击的部位,并把电能转为热能(2) 加热斑点区:加热斑点区焊件受热是通过电弧的辐射和周围介质的对流进⾏的. 在该区内热量的分布是不均匀的,中⼼⾼,边缘低,形如⽴体⾼斯锥体第⼀章焊接化学冶⾦第⼀节焊接化学冶⾦过程的特点⼀、焊条的加热及熔化1、焊条⾦属的加热电弧焊时,⽤于加热和熔化焊条或焊丝的热能有:电阻热(可忽略)、电弧热(主要因素,占总功率的⼀⼩部分)、化学反应热(可忽略)。
焊接化学冶金过程焊接是一种非常重要的化学冶金过程,它通过热加工将两个或多个同种或不同种材料连接在一起。
焊接的化学冶金过程涉及到材料的物理和化学性质的改变,以及高温下材料的相互作用。
以下是焊接化学冶金过程的详细介绍。
首先,焊接的化学冶金过程涉及到焊接材料的选择。
焊接材料通常包括焊丝、焊条和填充金属。
这些材料需要具备与被焊接材料相似的化学成分和物理性质,以确保焊接接头的质量和性能。
此外,焊接材料还要具备适当的熔点和流动性,以便在焊接过程中形成完整的焊缝。
其次,焊接过程中发生的化学变化是焊接化学冶金过程的关键。
当焊接材料受到热源的加热时,它会达到熔化温度并迅速融化。
同时,被焊接材料也会被加热到高温,使其表面的氧化物和其他杂质被除去。
当焊接材料与被焊接材料相遇时,它们会迅速混合并形成液态熔池。
在液态熔池中,焊接材料会与被焊接材料发生扩散反应,使它们互相溶解和合金化。
这种扩散反应导致焊缝中形成固溶体和共晶物质,从而使焊接接头在化学组成上均匀一致。
此外,焊接过程中还可能发生气体反应和氧化反应。
在焊接过程中,电弧和熔化金属会产生大量的热量和高温。
这些高温条件下,焊接接头中可能存在的氧和其他气体会被还原为金属氧化物和气体,从而形成氧化渣和气孔。
为了防止这些不良反应的发生,焊接过程中通常会通过气体保护和熔化金属的熔滴覆盖来控制气体的进入,以及通过使用氩气等惰性气体来保护焊接接头的氧化。
最后,焊接过程中的冷却过程也是焊接化学冶金过程的一部分。
当焊接完成后,焊缝会迅速冷却并固化,形成坚固的连接。
在冷却过程中,焊接接头中的金属会经历固相变化,从液态逐渐转变为固态。
这种相变过程会导致晶粒的生长和定向排列,从而影响焊接接头的机械性能。
因此,在焊接冷却过程中需要进行正确的冷却控制,以确保焊接接头具备良好的力学性能和组织结构。
总之,焊接是一种重要的化学冶金过程,它通过热加工将两个或多个材料连接在一起。
焊接过程涉及到焊接材料的选择、熔化和混合、气体和氧化反应的控制,以及焊接接头的冷却和固化过程。
焊接过程特点
手工电弧焊时,在电弧热的作用下,焊条芯、药皮、基本金属被熔化,并别保护气体(主要是由药皮热分解的气体、偶有因保护不好而侵入的空气)所包围。
这样在气体、熔渣、金属之间发生着复杂的物理-化学反应。
如合金元素的氧化与人为脱氧,气体的溶解与排除,硫磷的带入与控制,合金元素的渗入等等。
这些冶金反应的剧烈进行,就是焊接的所谓冶金过程。
焊接冶金过程的实质就是金属的一次再熔炼,因此有人把焊接过程叫做小冶金。
不过从实际出发,还应分析它的特殊点。
1、焊接区的温度较高,特别是弧柱区达6000℃左右,因此引起金属的蒸发,使金属成分改变。
各种气体如N
2、H2、O2分解后的气体原子及离子很易溶于液态金属中,增加焊缝产生气孔的倾向。
熔池的温度较高,提高了元素的化学活泼性,使物理化学反应加速进行。
如埋弧自动焊焊缝渗锰、渗硅现象就是SiO2、MnO的还原,而在炼钢过程中,这类反应就不常发生。
熔池和周围基本金属连在一起,它的温度梯度大,在不同地方、不同时间其温度不同,而且随时间变化很快。
而炼钢过程钢水的温度基本上是均匀的,浇筑后钢锭冷却时,温度也是缓慢下降的。
2、熔池体积小,液态金属的比表面积大,电弧移动过程中对熔池金属有搅动作用。
这本应有利于物理化学反应进行,有利于焊缝化学成分的均匀性及气体的逸出。
但其主导方面是电弧移动,参。
焊接冶金过程的特点《焊接冶金过程的那些事儿》嘿,朋友们!今天咱来唠唠焊接冶金过程的特点。
你可别小瞧了这焊接冶金,它就像是一场金属的奇妙冒险!咱先说这焊接冶金过程那可是“速度与激情”并存啊!那焊接的瞬间,就像闪电一样迅速,金属在高温下快速融合,简直是眨眼间的事儿。
每次看到那火花四溅,我都觉得特别神奇,就好像金属在这一刻被赋予了新的生命。
还有啊,它就跟厨师做饭似的,各种“调料”都得加得恰到好处。
焊接时的温度、化学成分等因素,都得精确控制,要是稍不注意,这“菜”可就做砸啦!不过这也正是它的有趣之处,像是在挑战我们的手艺,每次成功了都能让人特别有成就感。
你知道吗,焊接冶金过程还特别“挑剔”呢!不同的金属材料就像不同性格的人,得用不同的方法去对待。
有时候就像是哄小朋友一样,得耐心地找到最适合它们的焊接方式。
而且这环境也很重要,不能有风,不能太潮湿,简直比人还娇气!说到这我就想起有一次,我在一个风有点大的地方焊接,结果那焊接效果,简直惨不忍睹啊!就好像金属也在跟风作对一样,就是不肯好好融合。
从那以后,我可就学乖了,找个安稳的地方再开始我的焊接大业。
这焊接冶金过程还特别有“脾气”,稍有不慎就给你闹出点问题来。
像是焊接裂缝啦、气孔啦,就像是在考验我们的耐心和细心。
不过这也让我们学会了不断钻研,不断提升自己的技术水平,毕竟和它“斗智斗勇”也是蛮有趣的嘛。
而且啊,焊接冶金可不只是单纯的连接金属,它还能改变金属的性能呢!就像一个魔法师一样,通过巧妙的工艺,可以让金属变得更强、更耐用。
我有时候就在想,我这是不是也算是半个魔法师啦,哈哈!总之啊,焊接冶金过程虽然充满了挑战和难题,但也正是这些特点让它变得如此独特和有趣。
每次面对它,我都像是在开启一场新的冒险,充满了期待和兴奋。
希望同样喜欢焊接冶金的朋友们,也能从这个奇妙的过程中感受到乐趣和成就感,和我一起享受焊接冶金带来的精彩世界!。
焊接冶金学1 焊接化学冶金反应区:手工电弧焊:药皮反应区、熔滴反应区、熔池反应区熔化极气体保护焊:熔滴反应区、熔池反应区不填充金属的气焊、钨极氩弧焊和电子束焊只有熔池反应区1) 药皮反应区温度范围:100℃—药皮熔点主要物化反应:水分的蒸发;某些物质的分解;铁合金的氧化2) 熔滴反应区:从焊条端部到熔滴形成、长大到过渡至熔池中均属于熔滴反应区。
特点:①熔滴温度高;②比表面积大;③各相之间的反应时间(接触时间)短;④熔滴与熔渣发生强烈的混合。
物化反应:气体的分解和溶解、金属的蒸发、金属及其合金成分的氧化和还原、焊缝金属的合金化。
3) 熔池反应区:熔滴、熔渣、被焊金属特点:反应速度慢(平均温度较低,比表面积较小);反应不同步;具有一定搅拌性。
2、焊接区内气体种类:N 2,H 2,O 2,金属蒸汽,熔渣蒸汽,分解、合成的物质3、气体来源:1)有机物的分解和燃烧;2)碳酸盐和高价氧化物的分解;3)材料的蒸发;4)侵入焊接区内的气体4、单原子气体在金属中的溶解:X=[X] S(X)=K(X )P(X)双原子气体在金属中的溶解:X 2=2[X] S(X 2)=K(X 2))2(X P5、氮对焊接质量的影响:1)氮是促进焊缝产生气孔的主要原因之一。
2)降低接头力学性能:①氮是提高低碳钢和低合金钢焊缝金属强度,降低塑性和韧性的元素。
②氮是促进焊缝金属时效脆化的元素。
6、氢对焊接质量的影响:氢脆、白点、形成气孔、产生冷裂纹。
7、金属氧化还原反应方向的判据:{po 2}>po 2 金属被氧化 {po 2}:氧的分压 po 2:金属氧化物的分解压 {po 2}=po 2 处于平衡状态{po 2}<po 2 金属被还原8、熔渣在焊接过程中的作用:①机械保护作用②改善焊接工艺性能的作用③冶金处理作用9、熔渣分类:盐型熔渣:如CaF2-NaF ,氧化性很小,主要用于焊接铝、钛和其他化学活性金属及其合金。
盐—氧化物型熔渣:如CaF2-CaO-Al2O3,氧化性较小,用于焊接合金钢及合金。