焊接化学冶金过程的特点解析
- 格式:ppt
- 大小:2.52 MB
- 文档页数:13
焊接冶金特点一、引言焊接是一种常见的金属加工方式,具有高效、灵活等优点,被广泛应用于机械制造、航空航天、建筑等领域。
而焊接冶金特点则是焊接过程中的重要问题之一,本文将对焊接冶金特点进行全面详细的分析。
二、焊接冶金特点的定义焊接冶金特点指的是在焊接过程中,由于高温作用和热循环作用,会对材料的组织结构和性能产生影响,表现为物理、化学和机械性质等方面的变化。
三、热影响区(HAZ)特征1. 定义:HAZ是指在焊缝周围受到加热影响区域。
2. 特征:(1)显微组织发生变化:晶粒尺寸增大;相比例改变。
(2)硬度增加:由于晶粒尺寸增大和相比例改变导致硬度增加。
(3)脆性增加:由于晶粒尺寸增大和相比例改变导致脆性增加。
(4)裂纹敏感性增加:由于晶粒尺寸增大和相比例改变导致裂纹敏感性增加。
四、焊接金属组织变化特点1. 熔池区:熔池区是焊接过程中最高温度区域,熔池中的金属会发生液态,随着冷却,液态金属逐渐凝固成为晶粒。
2. 热影响区:在热影响区内,由于温度较高但未达到熔点,晶粒尺寸增大、相比例改变、硬度和脆性增加。
3. 母材区:母材区是未受到加热影响的材料,其组织结构保持不变。
五、焊接冶金特点对焊缝性能的影响1. 强度:由于HAZ的硬度和脆性增加,会导致焊缝强度降低。
2. 韧性:由于HAZ的脆性增加,会导致焊缝韧性降低。
3. 耐蚀性:由于晶粒尺寸增大和相比例改变,可能会导致焊缝耐蚀性降低。
六、减小焊接冶金特点的方法1. 选择合适的焊接工艺:不同的焊接工艺对材料的影响不同,应根据具体情况选择合适的焊接工艺。
2. 控制焊接参数:控制焊接参数可以减小HAZ的尺寸和硬度,从而提高焊缝强度和韧性。
3. 采用热处理:通过热处理可以改善HAZ的性质,提高焊缝强度和韧性。
七、结论综上所述,焊接冶金特点是影响焊缝性能的重要因素之一。
了解其特点和影响,对于正确选择合适的焊接工艺、控制焊接参数以及进行后续热处理等方面都有很大帮助。
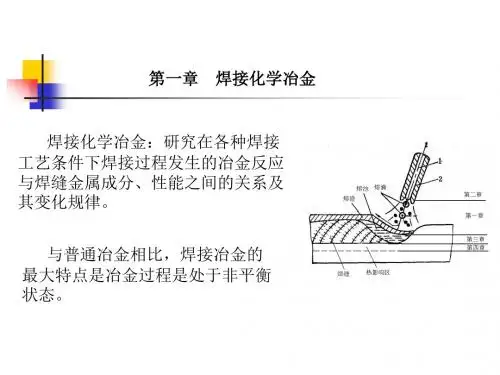
焊接过程特点手工电弧焊时,在电弧热的作用下,焊条芯、药皮、基本金属被熔化,并别保护气体(主要是由药皮热分解的气体、偶有因保护不好而侵入的空气)所包围。
这样在气体、熔渣、金属之间发生着复杂的物理-化学反应。
如合金元素的氧化与人为脱氧,气体的溶解与排除,硫磷的带入与控制,合金元素的渗入等等。
这些冶金反应的剧烈进行,就是焊接的所谓冶金过程。
焊接冶金过程的实质就是金属的一次再熔炼,因此有人把焊接过程叫做小冶金。
不过从实际出发,还应分析它的特殊点。
1、焊接区的温度较高,特别是弧柱区达6000℃左右,因此引起金属的蒸发,使金属成分改变。
各种气体如N2、H2、O2分解后的气体原子及离子很易溶于液态金属中,增加焊缝产生气孔的倾向。
熔池的温度较高,提高了元素的化学活泼性,使物理化学反应加速进行。
如埋弧自动焊焊缝渗锰、渗硅现象就是SiO2、MnO的还原,而在炼钢过程中,这类反应就不常发生。
熔池和周围基本金属连在一起,它的温度梯度大,在不同地方、不同时间其温度不同,而且随时间变化很快。
而炼钢过程钢水的温度基本上是均匀的,浇筑后钢锭冷却时,温度也是缓慢下降的。
2、熔池体积小,液态金属的比表面积大,电弧移动过程中对熔池金属有搅动作用。
这本应有利于物理化学反应进行,有利于焊缝化学成分的均匀性及气体的逸出。
但其主导方面是电弧移动,参加反应的三相不断更换,熔池加热冷却的速度大,凝固时间短,物理化学反应难于达到平衡,使化学成分有较大的不均匀性,形成偏析,气体也往往跑不出来。
而钢的冶炼,炉容大,时间长,物理化学反应充分,整炉钢化学成分均匀,机械性能一致。
3、电极(焊条或焊丝)溶化后是以熔滴过渡到熔池,故液体金属与气体和熔渣的接触面积大,这可加强气体、熔渣与金属间的反应,使之趋于平衡。
但与此同时,气体侵入液态金属中的机会多,各种气体的融入会使金属在结晶过程中形成气孔。
4、钢锭的结晶是靠模壁表面不平和有杂质存在等非自发晶核形成结晶中心,而焊接熔池的结晶,模壁就是基本金属,晶粒救灾原来半熔化晶粒的固液面上长大。
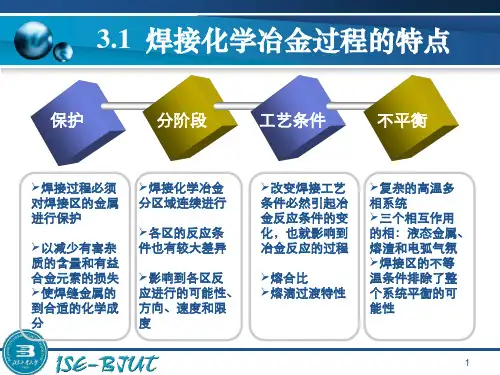
第三节焊接冶金过程焊接电弧产生后,焊接区的物质在高温作用下,会发生激烈的物理化学反应,反应的过程称为焊接冶金过程。
一、焊接冶金过程的特点焊接热过程的特性确定了焊接冶金过程有以下几个主要特点:1)电弧的温度高。
在该区域范围内药皮中的物质分解产出大量气体,在熔池周围形成一个“保护层”。
同时C02、H2等大量分解,分解出来的气体原子或离子很容易溶人到熔池金属中,由于冷却速度快,温度不断下降,其溶解度也随之降低,结果来不及析出而残留在焊缝中。
此外,在电弧的高温作用下,还会产生金属蒸气,一些合金元素易被氧化,即所谓的“烧损”,使焊缝金属合金元素的含量下降,分布不均。
2)反应时间短即熔池存在的时间短。
焊缝金属的冶金反应不充分,组织成分差异较大。
3)熔池体积小,而反应接触面积大。
前面已述,以焊条电弧焊为例,其熔池质量仅为3~5g,而向熔池过渡的熔滴的表面积可达1000~10000cm2/kg,比炼钢时大1000倍,这使冶金反应激烈,并有强烈的混合作用。
4)熔池反应是运动着的。
焊接时熔池不断地移动,参加反应的物质不断改变,使得焊接冶金反应更为复杂。
此外,根据焊接方法的不同,组成冶金系统的相——液态金属、熔渣、电弧气氛也不同,各相相互作用有其各自的特点。
二、气体对焊缝金属的影响焊接区域里气体来源于焊接材料、焊件坡口上的铁锈、油污和吸附的水分等。
另外亦有可能来自于大气。
焊接区的气体随焊接方法、焊接电流、药皮和焊剂成分等因素不同而变化,主要气体成分为CO、飓和水蒸气等。
另外因熔池保护不当,还有来自于空气中的N2等。
这些气体,一旦侵入焊缝金属中,将对焊缝的性能产生极为不利的影响。
1.氮与金属的作用焊接区内的氮气主要来自于周围空气,根据近似计算在电弧区气体中空气的体积分数约占3%。
氮与金属的作用分两种情况:一种是氮与金属不发生反应,也不溶解,如与Cu和Ni 等;另一种是既与金属反应,又溶解于金属中,如与Fe、Mn、Cr、Ti等,焊接这类金属必须防止氮气的侵入。
焊接冶金学知识之—什么是焊接冶金反应及特点?
什么是焊接冶金反应。
由于在焊接过程中熔池周围充满大量气体,同时熔池还被熔渣所覆盖,这些气体和熔渣必然会与液体金属发生一系列各种复杂的物理,化学反应。
这些反应包括元素的氧化和还原,气体的熔解和析出及有害杂质清除等。
这一切被称作为焊接冶金反应。
焊接冶金反应的结果如何,决定着焊接质量的优劣。
因此有必要对焊接冶金反应有所认识。
焊接冶金反应的特点。
1,熔池温度高,电弧对熔池搅拌强烈,因此冶金反应速度非常快。
2,熔滴,熔渣在过渡时与空气接触面积加大,参加反应元素多。
3,熔池体积小,凝固速度快,因此冶金反应时间短,反应速度和反应方向变化迅速。
以上说明焊接冶金反应复杂程度,必须要有足够重视。
焊接冶金学知识之—浅析焊接过程中的冶金特点?
素有”小冶金“之称的电弧焊冶金特点,这里主要是指焊接熔池的结晶的特点。
一,焊接熔池结晶特点主要体现在用时极短极短(与炼钢相比要快的多得多)的时间使固体状态钢材加热熔化成液体然后又迅速冷却成固体,经过这一系列的冶金反应…它的结晶过程与一般的钢锭结晶过程相比要复杂很多。
特点1,由于熔池金属体量很小又被周围的冷金属所包围,所以熔池温度以梯度级速度下降。
特点2,熔池中的液体金属处于极高温过热状态之中,其熔滴平均温度约为2300℃,熔池平均温度约为1700℃(指一般普低钢焊接时的温度)而一般炼钢浇注时钢水最高温度在1500℃以下。
特点3,在小小指甲盖范大的熔池中存在巨大温差,熔池中心温度远大于2300℃,而熔池金属边缘(液体与固体接触部分)温度低于1500℃。
特点4,熔池结晶环境独特。
一般刚浇注完的钢锭是在一个固定静态环境中缓慢地冷却完成结晶过程。
而焊接熔池结晶过程却相反,它是在非固定的动态环境中急速冷却完成结晶过程。
也就是说随着焊接电弧向前推进,熔池前沿刚熔化,熔池后沿和两侧已经处在冷却结晶过程中了,这些问题对焊缝金属的械性能的影响很大。
针对上述种种不利因素对于重要焊件针对具体情况采取相应措施,可通过以下途径加以克服或改善。
1,选用优质钢材作为焊条。
2,选择合理的熔剂配方和焊条药皮配方。
3,选择合理的焊接规范。
4,采取焊前预热焊后缓冷措施等。
焊接化学冶金的特点焊接化学冶金的特点班级:姓名:学号:教学目的:1.了解化学反应进行的条件,掌握化学反应3阶段分析各部分的作用。
重点:冶金反应区的药皮作用,实践中的相关应用。
难点:各参数对学应用及影响。
复习巩固:1.熔焊时,熔化的母材在焊缝金属所占的百分比叫做,以字母θ表示。
2.在焊条电弧焊时,熔滴过渡形式有:、、等。
3.简答题:焊条电弧焊加热的特点?4.熔池的主要尺寸是:熔池长度L,最大宽度,最大深度。
5.简答:焊接电流、焊接电压等参数对熔池主要尺寸的影响?6.熔合比可以表示熔透情况,其大小与焊接方法、焊接参数、、接头形式、坡口形式以及焊道层数等因素有关。
讲授新课:一、焊接化学反应过程进行的条件与特点:1.温度高及温度梯度大:焊接电弧温度20度至之间。
A、铁熔点度。
B、高温使电弧周围的气体:CO2、N2、等分解,且可能导致气孔的产生和形成。
2.熔池体积小,存在时间短:A、一般只几秒时间,熔池即凝结完成。
注:组织变化是与珠光体之间。
3.反应接触面大,熔池金属不断更新。
二、焊接时焊缝金属的保护:1.根据不同的母材采用相对应的焊接方法。
第27页例如:不锈钢应用;铸铁应用CO2气体保护焊等。
三、焊接化学冶金反应区:焊接冶金过程的特点之一是反应分区(阶段)连续进行。
1.药皮反应区:温度在100度至药皮熔点之间。
2.产生的气体一方面对熔池形成机械保护作用;例如:CaCO3-----CaO + ↑2MnO2-----2Mn +O2↑另一方面将药皮及液体金属中的合金元素氧化。
例如:Si、等。
注:此作用使电弧气氛的氧化性减弱,即:先期脱氧。
3.熔滴反应区:温度可达1800度~~2400度。
注:其中最主要的反应有:金属的蒸发、气体的分解与溶解、氧化物与还原等。
4.熔池反应区:相对熔滴反应区温度较低。
注:三个反应阶段,头部与尾部进行的方向可能相反。
例如:头部反应向吸热方向进行;尾部反应向方向进行。
四、焊接参数变化对化学冶金的影响:1.焊接电流、焊接电压等参数影响的具体条件:注:焊接电流增加时,熔滴过渡速度提高,而缩短了反应时间。