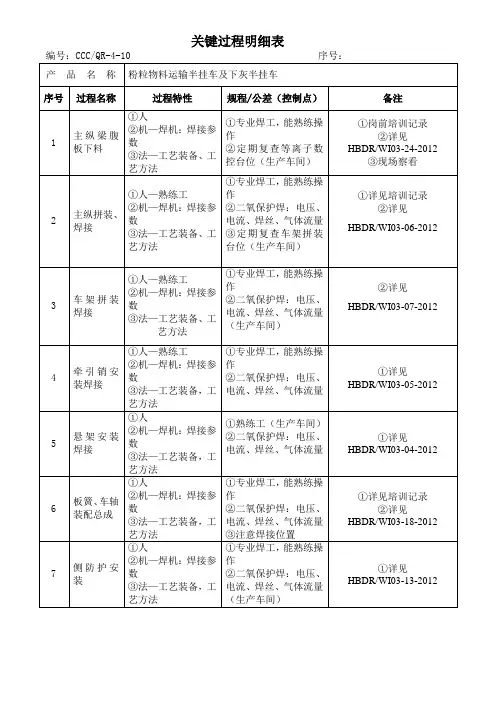
关键过程明细表
- 格式:docx
- 大小:20.59 KB
- 文档页数:2
GJB9001C-2017关键过程控制程序含记录表格1 目的为确保对产品形成的关键过程进行控制,制定本程序。
2 范围适用于公司军工产品所涉及的关键过程的控制。
3 定义关键过程:对形成产品质量起决定作用的过程。
一般包括形成关键、重要特性的过程;加工难度大、质量不稳定、易造成重大经济损失的过程等。
4 职责4.1产品开发组负责评估军工产品所涉及的关键过程,并对关键过程进行标识及制定关键过程明细表,编制关键过程作业指导文件;并对所涉及的关键过程进行控制。
4.2系统事业部/板卡事业部/结构事业部负责关键过程相关控制文件的组织实施。
4.3质量组负责关键过程的监视和测量及所涉及关键过程的控制。
4.4人机资源部负责组织对从事关键过程员工的培训、考核、发证工作。
5 程序5.1关键过程的确定原则5.1.1形成产品关键重要特性的过程。
5.1.2加工难度大、周期长、质量不稳定、易造成重大经济损失的过程。
5.2关键过程的确定程序5.2.1产品技术人员根据关键件(特性)、重要件(特性)明细表来确定公司关键过程,编制《关键过程明细表》,并组织相关部门对关键过程进行确认和再确认。
5.2.2属于关键、重要的采购产品,应在物料请购单中标注特性类别。
5.2.3产品技术人员负责编制的关键过程的作业指导文件,并提交体系中心受控发行。
5.2.4关键过程涉及的工艺文件应作为工艺评审的重点。
5.3关键过程的控制要求5.3.1 图样和技术文件的控制5.3.1.1关键过程所需的图样和技术文件应明确进行标识。
5.3.1.2产品开发组在编制关键过程所需的作业指导书或相关工艺文件时应明确规定控制项目、内容、方法、工艺参数、生产设备、计量器具、检测方法及应做的原始记录。
5.3.1.3 关键过程所需的图样和技术文件等的更改应严格履行审批手续。
5.3.1.4 关键过程所需的图样和技术文件等应按特性分类规定加盖“关键过程”标记。
5.3.2人员的控制5.3.2.1关键过程涉及的关键工序操作人员应经培训考核合格并持证上岗。
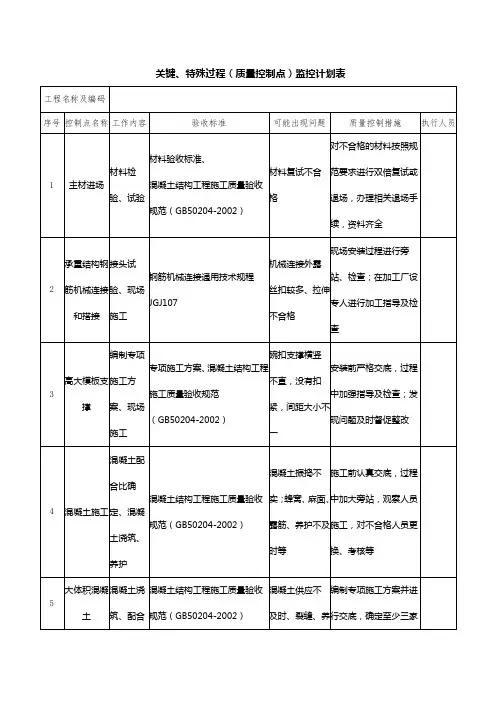
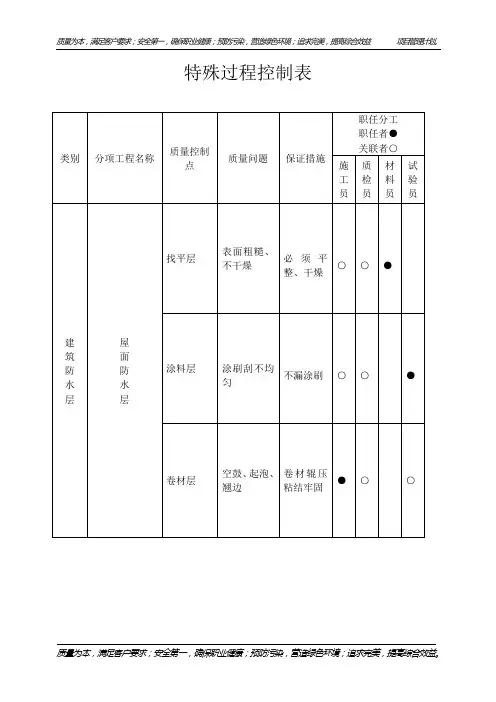
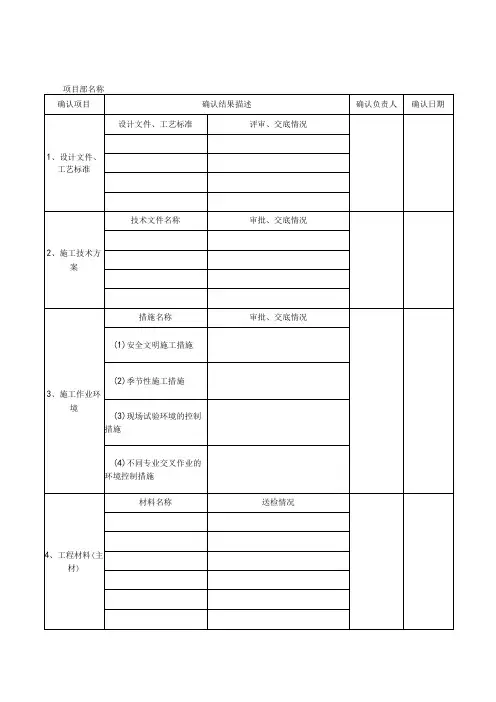
关键、特殊过程(质量控制点)监控计划表工程名称及编码序号控制点名称工作内容验收标准可能出现问题质量控制措施执行人员1 主材进场材料检验、试验材料验收标准、混凝土结构工程施工质量验收规范(GB50204-2002)材料复试不合格对不合格的材料按照规范要求进行双倍复试或退场,办理相关退场手续,资料齐全2 承重结构钢筋机械连接和搭接接头试验、现场施工钢筋机械连接通用技术规程JGJ107机械连接外露丝扣较多、拉伸不合格现场安装过程进行旁站、检查;在加工厂设专人进行加工指导及检查3 高大模板支撑编制专项施工方案、现场施工专项施工方案、混凝土结构工程施工质量验收规范(GB50204-2002)碗扣支撑横竖不直,没有扣紧,间距大小不一安装前严格交底,过程中加强指导及检查;发现问题及时督促整改4 混凝土施工混凝土配合比确定、混凝土浇筑、养护混凝土结构工程施工质量验收规范(GB50204-2002)混凝土振捣不实;蜂窝、麻面、露筋、养护不及时等施工前认真交底,过程中加大旁站,观察人员施工,对不合格人员更换、考核等5 大体积混凝土混凝土浇筑、配合比、供应、养护等混凝土结构工程施工质量验收规范(GB50204-2002)混凝土供应不及时、裂缝、养护、测温等编制专项施工方案并进行交底,确定至少三家搅拌站,随时调配,减小混凝土温差,降低温度应力,加强测温工作,冬施期间及时进行覆盖养护保温。
6 后浇带施工后浇带的拦截、剔凿、清理、钢筋修复、混凝土浇筑混凝土结构工程施工质量验收规范(GB50204-2002)后浇带拦截不牢容易流入混凝土;剔凿量较大;钢筋除锈、修复难度大;混凝土浇筑易产生高差严格按照设计留置,快易收缩网必须绑扎牢固,密封严密;采用吸尘器清理后浇带内杂物,加大督促整修钢筋,及时除锈,做好相应保护工作7 肥槽及房心回填土土方运输、含水率、伴制、夯实建筑地基基础工程施工质量验收规范(GB50202-2002)肥槽宽度较小,地下室全封闭,面积加大,只有汽车坡道处能进入,运输难度大,操作面小小夯实难度大材料员及时联系土方单位;及时供应;雇用小型车辆专门运输土方,技术部门联系设计单位,变更回填土种类,减小夯实难度8 地下室防水混凝土混凝土浇筑;施工混凝土结构工程施工质量验收规范(GB50204-2002)地下防水止水条放置位置不正确,止水按照方案要求剔凿好止水条的槽,要平直,止缝、后浇带的止水措施工程施工质量验收规范(GB50208-2002)螺栓使用错误;不同混凝土浇筑错误水条用钢钉固定于槽内,墙体支模螺栓要用止水螺栓,工长、质检严格检查,浇筑工程旁站,保证混凝土浇筑正确9 梁柱节点的施工缝及模板节点的施工缝处理及模板支设混凝土结构工程施工质量验收规范(GB50204-2002)施工缝剔凿不到位,清理不干净造成加渣,模板拼缝不严造成漏浆施工缝进行弹线切割,剔除浮浆露出坚硬石子,保证平齐,用空压机吹干净,支模时先粘贴海绵条,支好模后再次清理10 钢筋委外加工箍筋加工;直直螺纹套丝混凝土结构工程施工质量验收规范(GB50204-2002)箍筋加工尺寸不准,扭曲;直螺纹套丝长短不一,不饱满,剥肋深浅不一认真做好质量较低;派驻专人进行指导检查,对加工机械经常检查,板牙经常更换,对直螺纹加工现场指导,逐个检查,做好批次的工艺检验试验11 门窗洞口模板安装模板安装及加固混凝土结构工程施工质量验收规范(GB50204-2002)洞口模板变形、加固不牢由物资部进场强度较好木模板及角钢,现场加工定型模板洞口四周用角钢加固组装,加强整体刚度洞口两侧贴海绵条,防止漏浆,洞口设四道水平支撑,对角线方向设剪刀撑,洞口两侧焊接多道顶模棍,保证保护层厚度12 预埋件材料检验、试验、施工钢结构工程施工质量验收规范(GB50205-2001)材料复试不合格,预埋尺寸偏差对不合格的材料按照规范要求进行双倍复试或退场,办理相关退场手续,资料齐全。
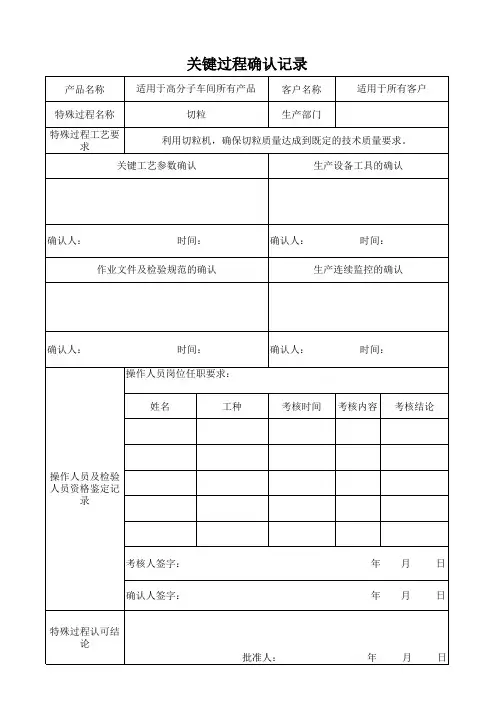
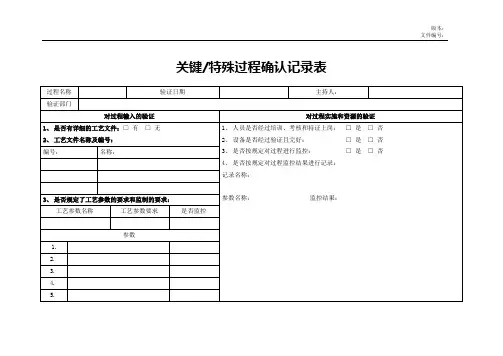
关键特殊过程确认记录表
编辑整理:
尊敬的读者朋友们:
这里是精品文档编辑中心,本文档内容是由我和我的同事精心编辑整理后发布的,发布之前我们对文中内容进行仔细校对,但是难免会有疏漏的地方,但是任然希望(关键特殊过程确认记录表)的内容能够给您的工作和学习带来便利。
同时也真诚的希望收到您的建议和反馈,这将是我们进步的源泉,前进的动力。
本文可编辑可修改,如果觉得对您有帮助请收藏以便随时查阅,最后祝您生活愉快业绩进步,以下为关键特殊过程确认记录表的全部内容。
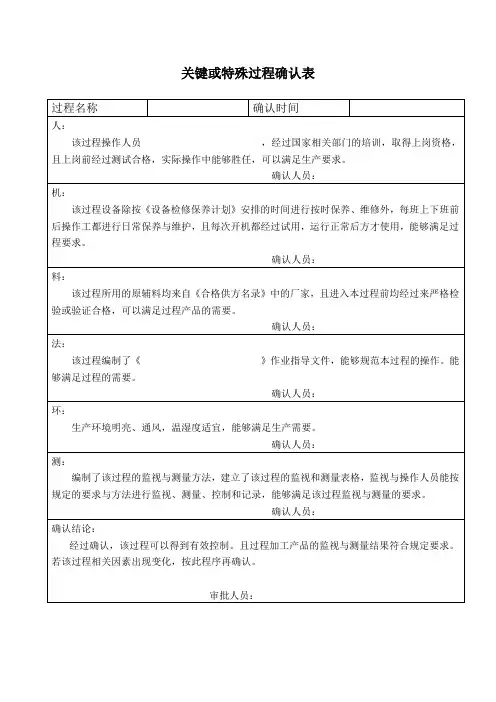
关键/特殊过程确认记录表
编号:JL-7.5.2-02
关键/特殊过程确认记录表
编号:JL—7.5。
2-02
关键/特殊过程确认记录表
编号:JL-7。
5.2—02
关键/特殊过程确认记录表
关键/特殊过程确认记录表
编号:JL—7.5。
2—02
关键/特殊过程确认记录表
关键/特殊过程确认记录表
编号:JL—7.5.2-02。
各生产工序工艺关键过程和质量控制点检查明细表序号关键过程质量控制点/检查内容检查频次检查人员被检查单位1 炼钢吹炼过程①终点成分是否符合规定;②转炉装入量、废钢比;③转炉渣量的控制。
2次/月质量管理部、技术中心相关人员炼钢厂2 脱氧合金化①合金的加入量、氩后成分;②出钢温度。
3 LF精炼①Si-Ca线喂入量;②软吹时间;③精炼后成分。
4 连铸过程①浇钢温度、过热度控制、中包温度;②拉速(温度与拉速控制表);③结晶器水流量、二冷比水量;5 高线加热过程①均热段温度;②开轧温度;③钢坯入炉记录。
炼钢厂(高线)6 轧制过程①轧制程序表;②料形尺寸;③终轧温度;④成品尺寸。
7 控制冷却过程①冷却水水压、流量;②精轧机入口温度;③减定径入口温度;④吐丝温度;⑤风冷线、入口段辊道速度;⑥风冷线出口段辊道速度;⑦盘条表面抽查。
8 H型钢加热过程①均热段温度;②开轧温度。
2次/月质量管理部、 技术中心 相关人员第二轧钢厂9 轧制过程 ①轧制程序表;②万能轧机开轧温度、终轧温度; ③成品尺寸(红检工)。
10 热锯控制 ①头尾锯切长度; ②取样控制。
11 冷却控制 ①下冷床温度 12 定尺锯切 ①锯切表面 13 表面检查 ①表面质量检查 14 配煤过程 ①入炉煤细度; 机焦厂15炼焦加热 过程 ①炉头温度; ②看火孔压力; ③蓄顶吸力; ④焦炉横排温度。
17 炼焦调火 过程 ①直行温度; ②K 安、K 均。
18 粗苯洗苯 过程 ①塔后煤气含苯; 19 脱苯过程 ①贫油含苯;②塔顶温度、塔底温度; ③二段贫油冷却温度。
20 焦油脱水 过程 ①脱水温度21 硫铵吸收 过程 ①母液酸度; ②包装袋重。
22 烧结过程 ①配料(准确度、料温、水分); ②三点温度。
冶炼厂23炼铁过程①上料; ②出铁; ③喷煤。
24 煅烧过程①温度;②燃烧比。
2次/月质量管理部、技术中心相关人员建材厂25 碾磨过程①料层厚度;②磨机进出口温度;③选粉机转速;④入料粒度、水分;⑤炉膛温度。