橡胶模具的结构和改造
- 格式:doc
- 大小:1.71 MB
- 文档页数:8
1.橡胶模具的概念:是指利用特定形状的型腔,成型具有一定形状和尺寸精度橡胶制品的工具。
2.压制成型模具概念:是指将具有一定可塑性的胶料,经预制成简单的形状后填入模具型腔,经加压,加热硫化后,即可获得所需形状制品的一种模具3.压制成型模具的结构种类及主要用途开放式:适用于形状简单,胶料硬度较低,并具有较好流动性的胶料橡胶制品封闭式:适于夹布,夹其他织物的制品以及硬度较高,流动性差的制品半封闭式:适于上下模带有型腔,制品同轴度要求较高的单腔模具,也适于内夹织物的制品零件的模压生4.分型面的概念及种类:根据模压制品的几何图案和质量要求,在模具结构上确定一个或几个分合面和机械加工面的分离面,成为分型面。
常见的分型面:水平分型面,垂直分型面,阶梯分型面,斜分斜面以及复合分斜面等5.分型面选取的原则:1、保证制品顺利取出与脱模,有利于Fig2-16型腔中气体的排出2、模具的分型面应尽量避开制品的工作面3、同一类型制品不同分型面的选择4、分型面应选择制品的边角和圆弧突出点的面上,有利于飞边的修除5、夹布,夹织物制品的分型面选择6、橡胶制品中各类套管,防尘罩,橡胶轴承分型面的选择7、保证制品精度,对同轴度要求高的制品的外形或内孔,应尽可能设在同一块模板上,否则由于模板间配合精度不够,定位偏差将影响制品的同轴度。
6.模具的定位方式:圆柱面的定位,圆锥面与斜面定位,分型面定位,导柱导套定位,镶块与挡板定位,哈夫定位机定位,螺钉定位。
7.胶料收缩率的概念,产生原因影响因素概念:胶料收缩是指制品硫化后,从型腔内取出冷却至室温的尺寸与制品对应型腔尺寸之差同制品实际尺寸的百分比产生原因:1、温度变化引起的收缩2、化学反应引起的收缩3、分子链取向引起的收缩影响因素:1、含胶率和胶种2、胶料硬度3、硫化温度4、半成品胶料重量5、胶料加工工艺6、制品形状大小8.胶料收缩率的一般规律1、胶料压延方向和在模具中流动方向的收缩率大于垂直方向的收缩率,流动距离越长,收缩率越大。
橡胶模具设计凌毅安徽中鼎密封件股份有限公司内容提要:橡胶作为一种高分子材料,在现实生活中的应用越来越广泛,橡胶制品的好坏直接影响其使用性能。
生胶-塑炼-混炼-成型-硫化-修整(检验)是生产橡胶制品的必要工序,其中硫化是关键工序,对橡胶制品的质量起决定作用。
因此,作为橡胶硫化用模具就显得尤为重要,模具的好坏直接影响橡胶制品的质量、成本、能耗等。
关键词:橡胶模具设计概述橡胶模具的设计是一项系统工程,涉及橡胶加工工艺学、金属材料加工工艺学、材料力学、计算机软件工程等学科。
本人初涉模具设计,就橡胶模具的设计谈一些自己肤浅的看法。
橡胶模具设计的基本工作流程:客户图纸评审阶段产品材料评审阶段计算成本确定模具结构利用电脑软件如AutoCAD或Pro/E出图校对试模修改总结。
下面我就每一阶段的工作做一个简要的阐述。
客户图纸评审:根据客户提供的图纸,认真吃透、消化顾客对产品的要求,明确产品的使用条件,确定产品工作面、关键尺寸、尺寸公差等。
这一阶段的工作非常重要,因为即使你模具设计得非常好,但是生产出来的产品不符合客户的要求也是枉然,有必要的话还需与客户沟通。
这一阶段所得到的信息是我们进行模具结构设计的依据。
产品材料评审:依据材料工程师确定的胶料,掌握该胶料的相关性能,最主要的是硫化速度、焦烧时间、流动性、硬度、胶料收缩率等,该工作阶段获取的信息是确定模穴数、模腔尺寸等的依据。
成本计算:包括胶料的价格、模具费用等相关费用,初步估算产品的单位成本以确定该产品是否宜于开发。
模具结构设计:根据前三个阶段所得到的基本信息,初步确定模具结构,该阶段为重要阶段,是信息的输出阶段,也是设计人员具体水平体现的阶段,这一阶段的工作较多,主要包括以下几方面内容:1.分型面的选择:依据产品结构,选择分型面。
分型面的选择应考虑:a)保证制品易取出;b)排气方便;c)避免锐角;d)避开制品工作面;e)保证制品精度;f)便于装填胶料,模具易于装拆;g)加工的难易程度等因素,同时进行综合分析,选择最优方案。
第一节绪论随着我国橡胶制品工业的开展,橡胶制品的种类日益增多,产量日益扩大,促使着橡胶模具设计与制造由传统的经验设计到理论计算设计。
尤其是橡胶生产设备的不断提高与生产工艺的不断改良,橡胶模具越来越多,模具的制造水平与模具复杂程度也越来越高越精致。
高效率、自动化、精细、长寿命已经成为橡胶模具开展的趋势。
一、橡胶模具的分类橡胶模具根据模具结构和制品生产工艺的不同分为:压制成型模具、压铸成型模具、注射成型模具、挤出成型模具四大常用模具,以与一些生产特种橡胶制品的特种橡胶模具,如充气模具、浸胶模具等。
1.压制成型模具又称为普通压模。
它是将混炼过的、经加工成一定形状和称量过的半成品胶料直接放入模具中,而后送入平板硫化机中加压、加热。
胶料在加压、加热作用下硫化成型。
特点:模具结构简单,通用性强、使用面广、操作方便,故在橡胶模压制品中占有较大比例。
2.压铸成型模具又称传递式模具或挤胶法模具。
它是将混炼过的、形状简单的、限量一定的胶料或胶块半成品放入压铸模料腔中,通过压铸塞的压力挤压胶料,并使胶料通过浇注系统进入模具型腔中硫化定型。
特点:比普通压模复杂,适用于制作普通模压不能压制或勉强压制的薄壁、细长易弯曲的制品,以与形状复杂、难以加料的橡胶制品。
采用这种模具生产的制品致密性好、质量优越。
3.注射成型模具它是将预加热成塑性状态的胶料经注射模的浇注系统注入模具中定型硫化。
特点:结构复杂、适用于大型、厚壁、薄壁、形状复杂的制品。
生产效率高、质量稳定、能实现自动化生产。
4.挤出成型模具通过机头的成型模具制成各种截面形状的橡胶型材半成品,达到初步造型的目的,而后经过冷却定型输送到硫化罐内进展硫化或用作压模法所需要的预成型半成品胶料。
特点:生产效率高、质量稳定、能实现自动化生产。
二、成型设备模压法模具使用平板硫化机。
〔蒸汽硫化机:一般饱和蒸汽的最高压力可达0.6~0.8Mpa,硫化温度在158~168X围内。
电阻丝加热平板、油压平板硫化机〕压铸法模具使用压铸机。
橡胶模具课程设计一、教学目标本课程的教学目标是让学生掌握橡胶模具的基本概念、设计原理和制作工艺,培养学生运用理论知识解决实际问题的能力。
具体目标如下:1.知识目标:(1)了解橡胶模具的分类、特点和应用领域;(2)掌握橡胶模具的设计原则、结构要素和计算方法;(3)熟悉橡胶模具的制造工艺和流程。
2.技能目标:(1)能够运用CAD软件进行橡胶模具的设计;(2)具备分析橡胶模具问题和解决问题的能力;(3)能够独立完成橡胶模具的制作和调试。
3.情感态度价值观目标:(1)培养学生对橡胶模具行业的兴趣和热情;(2)培养学生团队协作、创新意识和持续学习的品质;(3)培养学生遵守职业道德,关爱环境,注重安全。
二、教学内容本课程的教学内容主要包括以下几个部分:1.橡胶模具的基本概念:橡胶模具的定义、分类、特点和应用领域;2.橡胶模具设计原理:设计原则、结构要素、计算方法;3.橡胶模具制造工艺:模具制造流程、常见问题及解决方法;4.橡胶模具CAD设计:CAD软件的使用方法、设计实例;5.橡胶模具的制作和调试:实践操作、技巧与注意事项。
三、教学方法为了提高教学效果,本课程将采用以下教学方法:1.讲授法:讲解基本概念、设计原理和制造工艺;2.案例分析法:分析实际案例,培养学生解决实际问题的能力;3.实验法:进行橡胶模具的制作和调试,提高学生的实践能力;4.讨论法:分组讨论,激发学生的思考和创造力。
四、教学资源为了支持教学内容和教学方法的实施,我们将准备以下教学资源:1.教材:选用权威、实用的教材,为学生提供系统的理论知识;2.参考书:提供相关领域的参考书籍,丰富学生的知识体系;3.多媒体资料:制作课件、视频等多媒体资料,提高学生的学习兴趣;4.实验设备:准备齐全的实验设备,确保学生能够顺利进行实践活动。
五、教学评估为了全面、客观地评估学生的学习成果,本课程将采用以下评估方式:1.平时表现:评估学生在课堂上的参与度、提问回答和小组讨论的表现,占总成绩的30%;2.作业:布置适量的作业,评估学生的理解能力和应用能力,占总成绩的20%;3.考试:进行期中和期末考试,评估学生的知识掌握程度,占总成绩的50%。


常见橡胶模压模具结构特点及设计加工要求苗志军(天津市橡胶工业研究所有限公司,天津,300384)摘要:模具是现代工业生产中必需的关键工艺设备,在国际上被誉为“工业之母”。
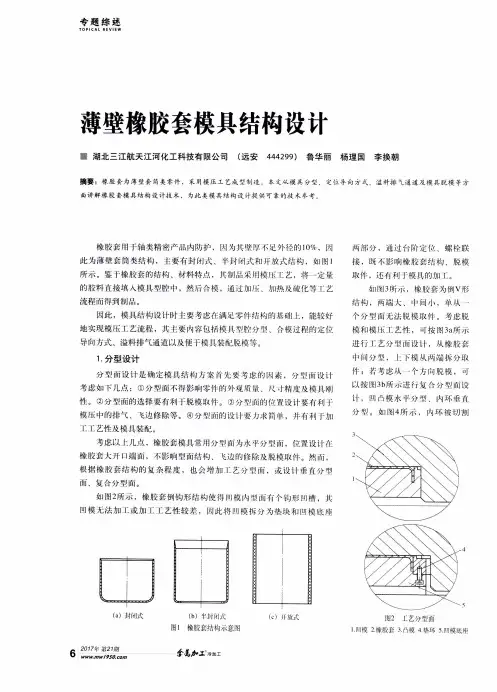
本文首先简要介绍了模压成型、浇注成型和热塑成型三种橡胶成型工艺,然后着重介绍了填压成型模具、压注成型模具和注射成型模具的结构特点和适用情况,其中填压成型模具又分为开放式、半封闭式和封闭式三类。
最后介绍了橡胶模具设计加工中的材料要求、尺寸和公差要求、粗糙度要求及其他要求。
关键词:橡胶;模具;设计;模具是现代工业生产中必需的关键工艺设备,大至汽车、小至玩具,其制作均源于一系列大小模具,因此模具在国际上被誉为“工业之母”。
橡胶行业同样如此,大到直径数米的特种工程车轮胎,小到直径只有毫米级的打火机密封圈,其产品制作均需要有对应结构尺寸的模具来实现。
橡胶模具设计与机械加工工艺、橡胶生产工艺等密切相关。
一方面,橡胶产品是根据其使用要求的不同选择不同的胶种制作而成,不同的橡胶具有不同的性能,在成型工艺方法上又各不相同,所以在设计模具时应充分考虑橡胶产品生产工艺的要求;另一方面,橡胶模具既是一种机械加工的实体,又是橡胶产品生产成本的一项因素,所以模具设计时应考虑模具零部件的结构符合机械加工的要求,并根据产品生产量的多少选择不同的结构,在满足使用要求的前提下,尽量减少模具加工费用。
模具的材质、尺寸精度、排气方式及起落模的难易程度等会直接影响橡胶产品的质量、生产效率和操作人员的劳动强度。
同时模具材质的选择、热处理方式等制造工艺以及模具的组装质量等,又直接影响到模具的使用寿命,进而影响橡胶产品的生产成本。
因此,在模具设计时只有对橡胶产品的生产工艺、橡胶模具的基本结构形式和机械加工工艺等知识有全面的了解,才能设计出结构合理、经济适用的橡胶模具。
1、橡胶成型工艺分类根据橡胶产品的成型工艺特点,可以分为模压成型工艺、浇注成型工艺和热塑成型工艺。
其中模压成型工艺最为常见,是将半成品(混炼胶)装入模具中,通过高温高压硫化成型,常见的橡胶材料有天然橡胶、氯丁橡胶、乙丙橡胶、丁腈橡胶、丁苯橡胶、丁基橡胶、顺丁橡胶、硅胶、氟胶、氯化聚乙烯、氯磺化聚乙烯橡胶、丙烯酸酯橡胶等常用橡胶材料。
模具改造方案背景模具是工业生产中常用的零部件,用来制造成形产品的工具。
但是,随着生产需求的不断变化,原有的模具可能无法满足新的生产要求,需要对模具进行改造或升级,以保证产品质量和生产效率。
本文将介绍模具改造方案的相关内容。
模具改造的目的模具改造的目的是为了满足新的生产要求,提高生产效率和产品质量。
模具改造的具体目的包括以下几个方面:1.改善模具加工精度,提高产品质量。
2.提高模具的生产效率,减少生产成本。
3.改善模具的寿命,降低维修成本。
4.提高模具的适用范围,增加生产灵活性。
模具改造的方法模具改造的方法一般包括以下几个步骤:1.分析模具的结构和工作原理,确定需要改造的部分。
2.设计改造方案,包括改造的内容、方法和成本预算。
3.制作新的零部件或改装原有的零部件。
4.进行试验和调整,验证改造效果。
下面介绍几种常见的模具改造方法:1. 热处理改造热处理是指对金属材料进行加热或保温处理,并进行相应的冷却过程,以改变材料的组织结构和性能。
热处理可以使模具的硬度、强度、韧性等性能得到改善,从而提高模具的使用寿命和可靠性。
2. 表面处理改造表面处理改造是指对模具表面进行化学、物理或机械处理,以提高模具的表面硬度、耐磨性和耐腐蚀性,并改善模具的润滑性能。
常见的表面处理方法包括电镀、喷涂、注塑和喷砂等。
3. 结构设计改造结构设计改造是指对模具的结构进行优化和改进,以提高模具的使用效率和灵活性。
常见的结构设计改造方法包括增加或减少零部件、调整零部件的位置和形状、优化零部件的材料和加工精度等。
4. 模具升级改造模具升级改造是指在原有模具的基础上进行升级改造,以适应新的生产要求。
常见的模具升级改造方法包括替换零部件、增加功能模块、优化控制系统等。
模具改造应注意的问题模具改造虽然可以提高生产效率和产品质量,但在实施过程中也需要注意一些问题:1.改造前应仔细分析模具的工作原理和零部件的设计和加工工艺,确保改造方案的可行性。
模具改造方案
背景
在模具制造的过程中,有些模具设计在使用过程中会出现一些不足,比如模具寿命短、生产效率低等。
针对这些问题,可以通过模具改造来提高模具的性能和效率。
问题分析
在日常生产中,可能会遇到以下一些问题:
•模具的寿命不长,需要经常更换;
•生产效率低,无法满足需求;
•模具存在结构上的缺陷,容易引起产品质量问题。
解决方案
为了解决以上问题,可以从以下几个方面进行模具改造:
1. 材料选择
选择适合生产需求的材料是模具寿命的关键。
针对不同的需求,可以选用耐磨、高强度等特殊材料制造模具,从而延长模具的使用寿命。
2. 结构设计
改变模具的结构设计,可以避免出现结构上的缺陷。
模具结构合理、加工精度高、工艺先进都可以大幅度提高模具的生产效率。
3. 涂层处理
涂层处理可以提高模具的表面硬度,从而延长使用寿命。
比如,利用热处理技术使表面形成一层薄的金属氧化物层,能够明显提高模具的耐磨性。
4. 精度矫正
精度矫正是指通过矫正修正模具加工后出现的偏差,使其满足设计参数。
通过对模具的精度进行矫正来提高加工精度和匹配的度,能够避免出现因加工偏差而引起的产品质量问题。
结论
综上所述,模具改造是提高模具性能和效率的关键。
通过综合考虑材料、结构、涂层处理和精度矫正等方面进行改造,可以大幅度提高模具的生产效率,延长使用寿命,同时也能有效地提高产品质量。
1、压制成型模具又称为普通压模。
它是将混炼过的、经加工成一定形状和称量过的半成品胶料直接放入模具中,而后送入平板硫化机中加压、加热。
胶料在加压、加热作用下硫化成型。
特点:模具结构简单,通用性强、使用面广、操作方便,故在橡胶模压制品中占有较大比例。
2、压铸成型模具又称传递式模具或挤胶法模具。
它是将混炼过的、形状简单的、限量一定的胶料或胶块半成品放入压铸模料腔中,通过压铸塞的压力挤压胶料,并使胶料通过浇注系统进入模具型腔中硫化定型。
特点:比普通压模复杂,适用于制作普通模压不能压制或勉强压制的薄壁、细长易弯曲的制品,以及形状复杂、难以加料的橡胶制品。
采用这种模具生产的制品致密性好、质量优越。
3、注射成型模具它是将预加热成塑性状态的胶料经注射模的浇注系统注入模具中定型硫化。
特点:结构复杂、适用于大型、厚壁、薄壁、形状复杂的制品。
生产效率高、质量稳定、能实现自动化生产。
4、挤出成型模具通过机头的成型模具制成各种截面形状的橡胶型材半成品,达到初步造型的目的,而后经过冷却定型输送到硫化罐内进行硫化或用作压模法所需要的预成型半成品胶料。
特点:生产效率高、质量稳定、能实现自动化生产。
用橡膠製作模具是從80年初開始使用的一種簡易模具。
由於模具使用橡膠製成,必須在真空條件下將塑料注入模具中成形,所以也稱為真空注模成形法。
到80年代中期,已有400多台真空注模裝置投入運轉。
並生產了一批汽車零件、電子電器零件、各種玩具零件及工藝美術製品等。
在小批量生產方面收到了縮短模具製造周期和降低生產成本的效果。
模具的結構橡膠模是一種用手工在真空中注入塑料的模具,因而結構簡單,如圖1所示。
在注入塑料之前,將橡膠模的兩個半模對合後,用緊固帶將其固緊。
在兩個半模的分型面處插入注塑漏斗,即可在真空中注入塑料。
模具的製作過程橡膠模的製作過程如圖2所示。
首先用金屬、塑料或木材等材料製作母型。
然後在母型的一端接上澆口材料(圖3)。
這樣在製成的橡膠模分型面處有一澆口,可插上注塑漏斗進行澆注。
然後將接上澆口料的母型放入澆注框中(圖4)。
澆注框的內形即為橡膠模的外形,應保証有足夠的型腔壁厚。
對已決定配比的硅橡膠主劑和固化劑進行攪拌後放入真空裝置中,在減壓真空條件下抽去攪拌時混入的空氣(圖5),約需7~10分鐘。
下一步是將澆注框放入真空裝置中進行澆注。
把母型全部埋沒,並保証澆注上平面處型腔也有足夠的壁厚(圖6)。
對已澆成的橡膠模具再進行真空抽氣。
盡量抽去混入橡膠模具中的空氣(圖7)。
抽氣後將澆注框移出真空裝置外,在室溫下放置10~15小時,待其固化。
當完全固化後,即將橡膠模具從澆注框中取出。
沿澆口處將橡膠模切開,形成兩塊半模,並取出母型(圖8)。
將兩半模對合在一起即成為一副橡膠模具。
用橡膠模澆注塑件的過程用橡膠模澆注塑件的過程如圖9所示。
首先對主劑塑料和固化劑進行計量,並分別置於真空裝置中進行抽氣。
通過玻璃窗口確認其抽氣狀態,排出主劑和固化劑中水份和空氣。
打開橡膠模具,對型腔噴乙醇進行清洗。
為便於脫模,再在型腔表面噴硅脫模劑。
然後將兩半模對合,並在兩邊墊上墊板後用緊固帶將橡膠模緊固在一起,插上漏斗,即可進行澆注。
將已抽氣的主劑和固化劑混合攪拌(圖10)。
用橡胶制作模具用橡胶制作模具是从80年初开始使用的一种简易模具。
由于模具使用橡胶制成,必须在真空条件下将塑料注入模具中成形,所以也称为真空注模成形法。
到80年代中期,已有400多台真空注模装置投入运转。
并生产了一批汽车零件、电子电器零件、各种玩具零件及工艺美术制品等。
在小批量生产方面收到了缩短模具制造周期和降低生产成本的效果。
模具的结构橡胶模是一种用手工在真空中注入塑料的模具,因而结构简单,如图1所示。
在注入塑料之前,将橡胶模的两个半模对合后,用紧固带将其固紧。
在两个半模的分型面处插入注塑漏斗,即可在真空中注入塑料。
模具的制作过程橡胶模的制作过程如图2所示。
首先用金属、塑料或木材等材料制作母型。
然后在母型的一端接上浇口材料(图3)。
这样在制成的橡胶模分型面处有一浇口,可插上注塑漏斗进行浇注。
然后将接上浇口料的母型放入浇注框中(图4)。
浇注框的内形即为橡胶模的外形,应保证有足够的型腔壁厚。
对已决定配比的硅橡胶主剂和固化剂进行搅拌后放入真空装置中,在减压真空条件下抽去搅拌时混入的空气(图5),约需7~10分钟。
下一步是将浇注框放入真空装置中进行浇注。
把母型全部埋没,并保证浇注上平面处型腔也有足够的壁厚(图6)。
对已浇成的橡胶模具再进行真空抽气。
尽量抽去混入橡胶模具中的空气(图7)。
抽气后将浇注框移出真空装置外,在室温下放置10~15小时,待其固化。
当完全固化后,即将橡胶模具从浇注框中取出。
沿浇口处将橡胶模切开,形成两块半模,并取出母型(图8)。
将两半模对合在一起即成为一副橡胶模具。
用橡胶模浇注塑件的过程用橡胶模浇注塑件的过程如图9所示。
首先对主剂塑料和固化剂进行计量,并分别置于真空装置中进行抽气。
通过玻璃窗口确认其抽气状态,排出主剂和固化剂中水份和空气。
打开橡胶模具,对型腔喷乙醇进行清洗。
为便于脱模,再在型腔表面喷硅脱模剂。
然后将两半模对合,并在两边垫上垫板后用紧固带将橡胶模紧固在一起,插上漏斗,即可进行浇注。
橡胶硫化模具结构的改造
摘要:按原硫化模具结构方式设计成的传统形状,能适应常规橡胶材料硫化。
如果特殊橡胶材料的硫化模具其总体结构应根据特殊橡胶材料的特性而改变,那么改造后的橡胶硫化模具的总成本就显著下降,就能取得明显的经济效益。
关键词:硫化模具结构改造橡胶材料产品废品率
前言
广州市番禺区长功汽车环形制动器有限公司生产的汽车用双面环形制动器是一种由专利技术成功转化而成的产品,该产品经中国科学技术信息研究所重庆分所查新中心查新确定,在技术上处于国际先进水平,经专家评审被认定为1997年度国家级新产品,产品编号:974400R026,双面环形制动器是一种全新概念的制动器,其外貌如图—,结构装配示意图如图二,
图一图二
图三
工作原理示意图如图三。
从图一示可知,双面环型制动器总成结构分为两大部份组成;第一部份为双面制动鼓,第二部份为制动器的分组成。
从图二示可知,环型制动器主要由构件1(底架),2(气囊),3(外制动块),4(回位弹簧),5(内制动块)和6(固定件)组成。
从图三示可知,环
形制动器的工作原理是:数量分别为16块的内制动快(4)和20块的外制动块(2)分别组成环形状,且各自与内外制动鼓全周面接触。
制动时,压缩空气通过气管进入气囊(7)内,气囊发生膨胀。
它推动紧贴其外圆柱面上的外制动块(2)和内圆柱面上的内制动块(4)分别作径向移动。
移动结果是内外制动块分别紧压在双面制动鼓的内制动面(5)和外制动面(1)上,产生了摩擦制动力矩,其摩擦制动力矩通过立柱构件(3)经制动器安装板再传递到车桥上实现制动。
解除制动时,压缩空气通过气管从气囊(7)排放到大气中,内外制动块在回位弹簧(6)作用下脱离制动鼓工作表面,制动解除。
气囊构件外形如图四A 所示。
(气囊零件图见图四B )气囊的质量和寿命对环形制动器整体质量和寿命起到关键作用,而且气囊生产成本占汽车环形制动器总成本的25%,因此如何降低气囊生产成本和保证
图四
A
图四B
质量是降低环形制动器成本和提高产品质量及扩大产品销售市场的关键所在。
一.原气囊生产工艺
1、原气囊橡胶材料
主要原材料是聚氯丁橡胶加上一定比例的碳黑及其硫化剂等材料按操作规程混合炼成,这种混合物的特性是:硬度较高,成形性较好。
2、原硫化模具的结构
广州市番禺区长功汽车环形制动器有限公司原来生产的气囊袋的橡胶材料是聚氯丁橡胶,硫化模具采用了传统的内胎硫化模具结构,其结构如图五所示。
从图中可知,气囊袋的型腔由构
图五
4 7
3 2 1
6 5
件2和构件4组合而成。
该套模具所有构件都是采用45号钢经锻造毛坯后,经过调质处理机加工而成的。
3、生产工序
(1)、气囊袋成形
用混合好的橡胶材料按一定的操作规程通过挤压设备挤压并联接成图四A 形状,再接上硫化气管送下一道工序。
(2)、气囊袋硫化装模工序
按顺序把图五所示构件1至构件7装配在一起,装配后的形状如图六、图七所示,接上高压蒸汽,放入硫化炉就可以进行橡胶硫化。
二.新气囊橡胶材料以及带来的生产问题 1.问题的出现
由于经济发展,交通道路改善,汽车行驶平均速度大幅度提高,带来的是汽车制动强度提高,制动器的制动温度也随着提高。
原气囊袋的橡胶材料已经不能满足于使用要求,广州市番禺区长功汽车环形制动器有限公
司为适应市场需要,研发出气囊袋新的橡胶材料——硅橡胶的生产工艺。
图六
图七
硅橡胶与原橡胶比较,其硫化前硬度低,成形难,虽然其它生产工艺都能获得成功解决,但是硫化装模这一工序生产却出现了严重的质量等问题,它给生产成本带来了严重影响。
下表是新材料与原材料装模情况和产品质量统计资料:
从上表可知,新材料气囊袋的生产废品率高,硅橡胶是一种贵重材料,加上昂贵的硫化剂后每条气囊袋材料费高达120元,因此气囊袋的生产成本成了广州市番禺区长功汽车环形制动器有限公司发展生产必须解决的问题。
2.问题产生的原因分析
通过观察生产过程分析研究可知,造成气囊袋废品率高的原因是:一是硅橡胶太软,很难保持原状,经过多次移动后,气嘴与硅橡胶就容易分离。
二是在原装模工艺到达图六后,由于操作者没办法看到模内气囊袋的形态,造成气囊袋表面在模内重叠和在图五构件4之间折边。
而原有的硫化模具装配结构是很难克服上述问题的。
因此需要对原有的硫化模具进行结构上的改造。
三.新气囊生产工艺
1.改造后的硫化模具结构
从新材料用原硫化模具结构所产生高废品率原因分析可知,关键在于操作者合模后看不见气囊袋在模内情况而造成的,如果能解决该问题就能降低废品率。
因此我提出了新的硫化模具结构,其结构原理图如图十二所示。
从图中可知,气囊袋的型腔由构件1、2、4和5共同组合而成。
该套模具所有构件都是采用45号钢经锻造毛坯后,经过调质处理机加工而成的。
2.硫化模具结构改造后的硫化模具结构气囊袋硫化装模工序如下。
按顺序把图十二所示构件1至构件7装配在一起,装配后的形状如图十三、图十四所示,接上高压蒸汽,放入硫化炉就可以进行橡胶硫化。
3.硫化模具结构改造后的效果
5 6 7 4 3 2 1
图十二
图十四
图十三
下表是新材料采用硫化模具结构改造后的生产安排和产品质量统计资料:
四、硫化模具结构改造后的经济效益
根据上表可知,气囊袋的生产废品率明显降低了,由于硅橡胶是一种贵重材料,加上昂贵的硫化剂后每条气囊袋材料费、硫化蒸汽和电费等直接生产成本,每报废一条气囊袋造成直接经济损失150元。
硫化模具改造后的产品废品率从原来的20.5%减小到1.5%,广州市番禺区长功汽车环形制动器有限公司按每年生产规模为二千台汽车计算,每年可节约生产成本:2000×4×(20.5%-1.5%)×150=22.8(万元),因此新结构气囊袋的改造,解决了广州市番禺区长功汽车环形制动器有限公司在发展生产中成本高的的问题。
使产品产生了明显的经济效益。
我也因此被该厂聘约为工程师技术革新顾问。
五、结束语
封闭式环形形状的橡胶产品采用了原传统形状的硫化模具结构设计,能适应常规的橡胶材料硫化。
但是,橡胶材料改用了特殊橡胶材料制造后,如果产品形状是扁平形的环形形状,硫化模具的总体结构就应根据特殊橡
胶材料的特性而改变,那么橡胶硫化后产品废品率就显著下降,就能取得明显的经济效益。
致谢
本人在进行橡胶硫化模具结构改造和撰写论文的过程中,非常感谢广州市番禺区长功汽车环形制动器有限公司提供了上述技术成果数据和检测数据;并允许本人在国家级论文刊物上发表.。
同时还非常荣幸的得到了华南理工大学工业培训中心宋教授等人的有益指导,并对本文的修改提供了宝贵意见,谨此表示真诚的致谢。
因本人水平和经验有限,写作时间较仓促,文章中难免存有错漏及不足之处,恳请专家、教授及同行批评指正。
参考文献:
1、虞福荣编著:《橡胶模具设计制造与使用》,机械工业出版社
2000。