钢坯常见缺陷图谱
- 格式:ppt
- 大小:1.47 MB
- 文档页数:30
第一篇连铸钢坯外观缺陷目次1.1 方坯 (2)1.1.1脱方 (2)1.1.2鼓肚 (3)1.1.3弯曲 (4)1.1.4端面剪切变形 (5)1.1.5表面横裂 (6)1.1.6角部横裂 (7)1.1.7结疤或夹渣 (8)1.1.8划痕 (9)1.1.9气孔 (9)1.1.10凹陷 (10)1.1.11扭曲 (10)1.1.12缩孔 (10)1.1.13接痕 (11)1.2 板坯 (12)1.2.1鼓肚 (12)1.2.2弯曲 (13)1.2.3表面纵裂 (14)1.2.4表面横裂 (16)1.2.5角部纵裂 (17)1.2.6角部横裂 (18)1.2.7振痕 (20)1.2.8气孔 (21)1.2.9凹陷 (21)1.2.10接痕 (23)1.2.11中间裂纹 (25)1.2.12中心线裂纹 (26)1.2.13三角区裂纹 (27)1.2.14端面切斜 (28)1.2.15豁口、立沟、错牙 (29)1.2.16弧形 (30)1.2.17掰断 (30)1.2.18毛刺和熔渣 (31)1.2.19镰刀弯 (33)1.2.20划痕 (33)1.1 方坯1.1.1脱方英:Off square【定义与特征】脱方是方坯横截面上两个对角线不相等。
【原因分析】方坯结晶器内各边冷却不均匀,造成凝固壳厚度不均。
结晶器铜板水缝不均匀,铜板磨损不均匀,下口锥度过大,水口不对中。
【鉴别与判定】用量具测量铸坯横截面两个对角线的长度,如两对角线之差超出标准要求,做判废或改尺处理。
1.1.2鼓肚英:Protuberance【定义与特征】铸坯表面凝固壳受到钢水静压力的作用导致一个或几个表面鼓胀成凸面。
【原因分析】二冷喷嘴阻塞,水压不足或偏离;钢水过热度过高;拉速过快,冷却强度不足。
【鉴别与判定】用量具测量鼓肚量,如超出标准要求,做判废或改尺处理。
1.1.3弯曲英:Bending【定义与特征】弯曲是长度或宽度方向不平直。
【原因分析】在冷床上冷却不均匀;摆放不当。
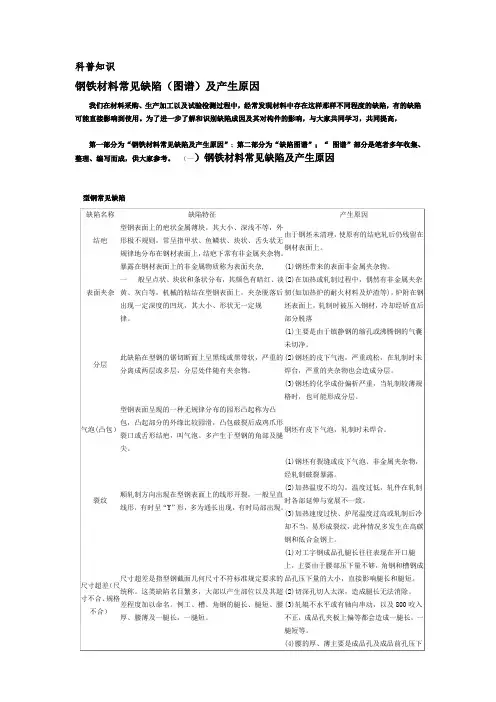
科普知识钢铁材料常见缺陷(图谱)及产生原因我们在材料采购、生产加工以及试验检测过程中,经常发现材料中存在这样那样不同程度的缺陷,有的缺陷可能直接影响到使用。
为了进一步了解和识别缺陷成因及其对构件的影响,与大家共同学习,共同提高,第一部分为“钢铁材料常见缺陷及产生原因”; 第二部分为“缺陷图谱”;“图谱”部分是笔者多年收集、整理、编写而成,供大家参考。
(一)钢铁材料常见缺陷及产生原因型钢常见缺陷重轨常见缺陷线材常见缺陷中厚板常见缺陷热轧板(卷)常见缺陷冷轧板(卷)常见缺陷镀锌板(卷)常见缺陷镀锡板(卷)常见缺陷彩涂板(卷)常见缺陷硅钢产品常见缺陷露晶带钢表面上可看到隐约可见的晶粒。
(1)CA3线MgO底层含水率较高。
(2)带钢在CA3线过氢化或油污清洗不净。
(3)CB炉露点高。
保护气体中的含氧量高或含有水份。
(4)保护气体供给量不是。
(5)钢卷装CB炉前滞留时间长使MgO含水率增高。
(6)密封不严吸人空气。
二:缺陷图谱图1-8为弯曲试验缺陷,图9-21为拉伸断口图1:刮伤图2:角钢中夹渣分层图3:角钢夹渣分层图4:夹杂分层图5:气泡起层图6:三分层缺陷图7:气泡形成三分层图8:角钢上的缩管分层图9:结晶状断口和星状断口图10:全杯状断口和半杯状断口图11:菊花状断口和燕尾断口图12:燕尾断口和斜断口图13:中心增碳和心部增碳图14:心部增碳图15:表面增碳图16:结晶胎性断口和残余增碳图17:结晶胎性断口和残余缩孔断口图18:残余缩孔断口和残余缩孔图19:缩孔断口和缩孔横截面劈开成二半图20:缩孔断口图21:白点断口和劈开断口。
板坯表⾯缺陷的形态成因及处理⽅法1、纵向裂纹特征:在钢坯表⾯沿着浇铸⽅向的裂纹。
纵裂容易出现在板坯宽⾯中央部位,长度不等,深度⼀般⼩于5mm。
实例见图1-1。
成因:主要由于钢坯在凝固过程中坯壳厚度不均,当作⽤在坯壳的拉应⼒超过钢的允许强度时,在坯壳薄弱处产⽣应⼒集中导致断裂,⼆冷区扩展形成。
影响:轧制后(纵向轧制),在钢板表⾯产⽣纵向裂纹。
检验及处理⽅法:⽤⾁眼检查。
如果钢坯存在表⾯纵裂,必须⽤⽕焰沿轧制⽅向进⾏清理,清除处圆滑⽆棱⾓,清理宽度不得⼩于深度的6倍,长度不得⼩于深度的10倍,单⾯清理深度不得⼤于厚度的10%,两相对⾯清除深度之和不得⼤于厚度的15%。
2、横向裂纹特征:横向裂纹⼤多出现在钢坯内弧侧振痕波⾕部位,难以发现。
实例见图1-2。
成因:主要是由于钢坯振痕较深,造成振痕底部有微裂纹或者坯壳较薄,钢中的铝、氮含量较⾼,促使AlN、质点沿奥⽒体晶界析出,诱发横裂纹;钢坯在脆性温度700℃~900℃矫直。
影响:轧制后在钢板表⾯延展并开裂。
检验及处理⽅法:⾁眼检验。
该缺陷需⽤⽕焰进⾏清理,清理⽅法同纵裂。
3、⾓部横裂纹特征:在钢坯⾓部横向裂纹,⼀般裂纹长度在20mm左右。
实例见图1-3。
成因:由于钢坯⾓部过强的冷却和局部过冷低温,特别在弯曲和矫直过程中,钢坯⾓部所受应⼒超出能承受的强度,在脆弱处开裂。
中碳含Nb钢、含B钢以及包晶钢⾓部裂纹发⽣率更⾼。
影响:轧制后⾓部裂纹继续延展开裂,容易导致钢板边部裂纹,⽆法交货。
检验及处理⽅法:严重⾓部横裂可以直接发现,⼀般检验⾓部裂纹需要⽕焰清理后检验。
⾓部裂纹的处理⼀般采⽤切⾓,但根据裂纹延展规律和轧制厚度的影响,可以适当放宽裂纹的限制条件,建议不超过20mm。
4、⾓部纵裂纹特征:该缺陷通常沿浇注⽅向⽆规律的分布在板坯宽表⾯上,距⾓部⼀般不超过25mm,裂纹部位常伴有轻微凹陷。
实例见图1-4。
成因:主要由于窄⾯锥度不合理导致。
影响:轧制后在钢板边部出现严重的纵向裂纹。

第六篇钢坯低倍组织缺陷目次6.1中心偏析 (185)6.2中心疏松 (189)6.3中间裂纹 (189)6.4 角裂纹 (189)6.5 三角区裂纹 (189)6.6 氧化铝(Al2O3)夹杂 (189)6.7 针孔状气泡 (189)6.8 蜂窝状气泡 (189)6.9 硅酸盐夹杂 (189)附录 (189)6.1中心偏析英:Centerline segregation图1 A 类中心偏析图2 B 类中心偏析 图3 C 类中心偏析【定义与特征】铸坯酸蚀试面上中心区域内呈现较深的暗斑或条带;在硫印图的中心区域内为颜色深浅不一的褐斑或集中的褐带。
偏析带呈连续、断续和分散分布的三类。
【原因分析】钢水过热度过高;二冷区冷却不均;支撑辊开口度过大;拉速过快;钢液在凝固过程中,由于选分结晶的结果,低熔点的硫、磷等元素被推至铸坯中心而形成。
6.2中心疏松英:Central looseness【定义与特征】铸坯酸蚀试面上中心区域内呈现的暗点、空隙。
【原因分析】由于铸坯温度高,柱状晶生长较快而引起的组织不致密而产生。
英:Medial cracks【定义与特征】铸坯酸蚀试面或硫印图上,距铸坯表面10~15mm以下至中心线之间的区域内,产生的线状、曲线状裂纹。
【原因分析】由于喷嘴阻塞,二次冷却不均,温度回升大;支撑辊不对中;拉速过高;碳、硫含量高;矫直时,变形过大。
英:Angle area cracks【定义与特征】铸坯酸蚀试面或硫印图上角部呈现的纵向的短小裂纹或硫偏析线。
【原因分析】铸坯窄边或宽边的凹陷或凸起,使角部组织受到应力作用而形成。
6.5 三角区裂纹英:Cracks in the triangle area【定义与特征】铸坯酸蚀试面或硫印图上两端的三角区呈现的放射状裂纹或硫偏析线。
三角区:在板坯横截面上,以窄边为底,两底角为45℃的等腰三角形范围内。
【原因分析】由于二次冷却不均,在应力作用下使三角区内的柱状晶开裂而形成。
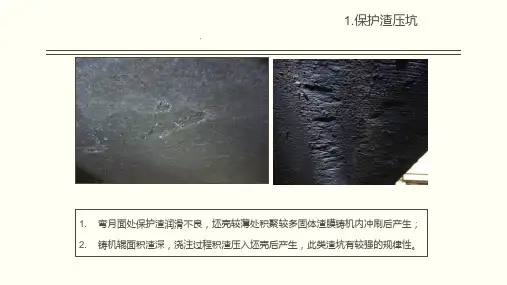
---------------------------------------------------------------最新资料推荐------------------------------------------------------铸坯缺陷图谱及预防1. 表面纵裂纹定义与外观:沿拉坯方向,铸坯表面中心位置附近产生的裂纹,裂纹长 10~1500mm,宽 0.1~3.5mm,深<5mm。
成因及危害:在结晶器弯月面区(钢液面下 170mm)左右,钢液凝固在固相线以下发生转变,导致凝固厚度生产的不均匀性,由于热收缩使坯壳产生应力梯度,在薄弱处产生应力集中,坯壳在表面形成纵向凹陷,从而形成纵向裂纹。
简言之,结晶器弯月面区凝固壳厚度不均匀性是产生表面纵裂纹的根本原因,在二冷区铸坯裂纹进一步扩展。
导致表面纵裂纹指数增加的因素有:(1)钢水成分◆[S]>0.020%,[P]>0.017%;◆Mn/S 降低;◆[C]=0.12~0.17%;包晶反应钢转变,收缩大,气隙形成,坯壳折皱,结晶器热流不稳定,坯壳厚度生产不均匀性加重; (2)拉速增加; (3)保护渣熔化性能不良、液渣层过厚或过薄导致渣膜厚薄不均,使局部凝固壳过薄。
液渣层厚度<10 mm; (4)结晶器液面波动5mm; (5)结晶器热流和冷却◆低碳钢结晶器热流>60Cal/cm2 ;◆中碳钢结晶器热流>41Cal/cm2 ;(6)结晶器锥度不合适;(7)结晶器钢液流动◆水口不对中;◆水口插入深度不合适。
1 / 23(8)结晶器振动◆振痕深;◆负滑脱时间增大。
裂纹严重时会造成漏钢和钢坯废品。
预防及消除方法:防止纵裂纹产生的根本措施就是使结晶器弯月面区域坯壳厚度均匀生长。
(1)尽量降低钢中[S]、[P]含量,提高 Mn/S。
(2)合适的拉坯速度。
(3)合适的保护渣◆ =2~4 ◆液渣层厚度 10~15mm ◆高结晶温度的保护渣◆均匀渣膜厚度(150m/0.3~0.5kg/m2 )。
科普知识钢铁材料常见缺陷(图谱)及产生原因我们在材料采购、生产加工以及试验检测过程中,经常发现材料中存在这样那样不同程度的缺陷,有的缺陷可能直接影响到使用。
为了进一步了解和识别缺陷成因及其对构件的影响,与大家共同学习,共同提高,第一部分为“钢铁材料常见缺陷及产生原因”; 第二部分为“缺陷图谱”;“图谱”部分是笔者多年收集、整理、编写而成,供大家参考。
(一)钢铁材料常见缺陷及产生原因型钢常见缺陷重轨常见缺陷线材常见缺陷中厚板常见缺陷热轧板(卷)常见缺陷冷轧板(卷)常见缺陷镀锌板(卷)常见缺陷镀锡板(卷)常见缺陷彩涂板(卷)常见缺陷硅钢产品常见缺陷结瘤带钢表面粘附有细小坚硬的颗粒物,呈星星点点地分布。
少量轻微点状压印。
严重的压印,使带锕面凹入,另一面相应凸起。
(1)在高温氧化气氛中石墨碳套辊的孔隙被逐渐氧化扩大,带铜带人炉内的细铁粉在孔隙处堆积起来,高温下结成瘤。
(2)由于碱洗工艺(碱液温度、浓度、洗刷辊磨损)达不到规定要求,使带钢表面上的轧制油没有洗干净,从而带进炉内的铁粉多并堆积在碳套的孔隙处。
碳套在高温和过氧化气氛下加速碳套的孔隙氧化,并使其逐渐扩大易于堆积铁粉。
涂层不良成品钢带(片)表面呈花斑,淙布不均,发粉,发粘起皮,漏涂等。
(1)潦层液质量差或涂液污染。
(2)涂层辊压下控制不当或涂层辊辊面损伤。
(3)涂层工艺执行不当。
(4)涂层前板面底层不良。
氧化色(无取向硅钢)产品涂层前、后带钢表面有兰色、黑色,或涂层后有浑苇色出现。
(1)炉内的露点高或吸人空气。
(2)保护气体的含氧量高或保护气体使用中断。
涂层过烧(无取向硅钢)绝缘层起泡、剥离、无玻璃光泽,有时伴有板型发生改变(不平坦)。
电气、机械故障跑偏断带等造成停机,带钢在炉内时间长。
露晶带钢表面上可看到隐约可见的晶粒。
(1)CA3线MgO底层含水率较高。
(2)带钢在CA3线过氢化或油污清洗不净。
(3)CB炉露点高。
保护气体中的含氧量高或含有水份。
第一篇连铸钢坯外观缺陷目次1.1 方坯 (2)1.1.1脱方 (2)1.1.2鼓肚 (3)1.1.3弯曲 (4)1.1.4端面剪切变形 (5)1.1.5表面横裂 (6)1.1.6角部横裂 (7)1.1.7结疤或夹渣 (8)1.1.8划痕 (9)1.1.9气孔 (9)1.1.10凹陷 (10)1.1.11扭曲 (10)1.1.12缩孔 (10)1.1.13接痕 (11)1.2 板坯 (12)1.2.1鼓肚 (12)1.2.2弯曲 (13)1.2.3表面纵裂 (14)1.2.4表面横裂 (16)1.2.5角部纵裂 (17)1.2.6角部横裂 (18)1.2.7振痕 (20)1.2.8气孔 (21)1.2.9凹陷 (21)1.2.10接痕 (23)1.2.11中间裂纹 (25)1.2.12中心线裂纹 (26)1.2.13三角区裂纹 (27)1.2.14端面切斜 (28)1.2.15豁口、立沟、错牙 (29)1.2.16弧形 (30)1.2.17掰断 (30)1.2.18毛刺和熔渣 (31)1.2.19镰刀弯 (33)1.2.20划痕 (33)1.1 方坯1.1.1脱方英:Off square【定义与特征】脱方是方坯横截面上两个对角线不相等。
【原因分析】方坯结晶器内各边冷却不均匀,造成凝固壳厚度不均。
结晶器铜板水缝不均匀,铜板磨损不均匀,下口锥度过大,水口不对中。
【鉴别与判定】用量具测量铸坯横截面两个对角线的长度,如两对角线之差超出标准要求,做判废或改尺处理。
1.1.2鼓肚英:Protuberance【定义与特征】铸坯表面凝固壳受到钢水静压力的作用导致一个或几个表面鼓胀成凸面。
【原因分析】二冷喷嘴阻塞,水压不足或偏离;钢水过热度过高;拉速过快,冷却强度不足。
【鉴别与判定】用量具测量鼓肚量,如超出标准要求,做判废或改尺处理。
1.1.3弯曲英:Bending【定义与特征】弯曲是长度或宽度方向不平直。
【原因分析】在冷床上冷却不均匀;摆放不当。
科普知识钢铁材料常见缺陷(图谱)及产生原因我们在材料采购、生产加工以及试验检测过程中,经常发现材料中存在这样那样不同程度的缺陷,有的缺陷可能直接影响到使用。
为了进一步了解和识别缺陷成因及其对构件的影响,与大家共同学习,共同提高,第一部分为“钢铁材料常见缺陷及产生原因” ; 第二部分为“缺陷图谱”;“ 图谱” 部分是笔者多年收集、整理、编写而成,供大家参考。
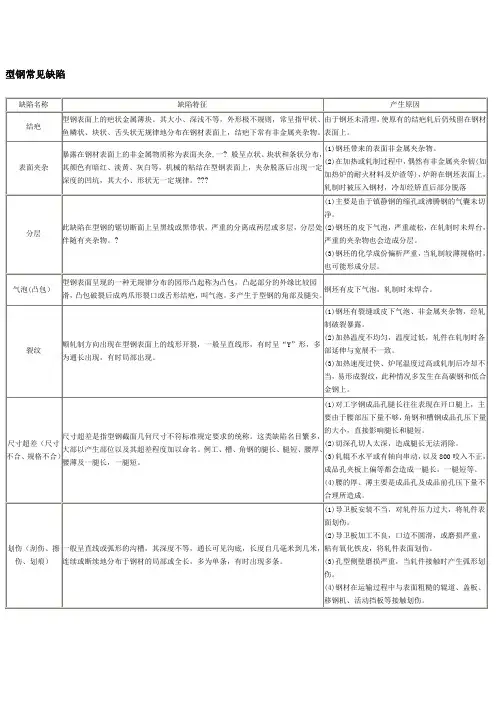
(一)钢铁材料常见缺陷及产生原因型钢常见缺陷缺陷名称缺陷特征型钢表面上的疤状金属薄块。
其大小、深浅不等,外形极不规则,常呈指甲状、鱼鳞状、块状、舌头状无规律地分布在钢材表面上,结疤下常有非金属夹杂物。
产生原因结疤由于钢坯未清理,使原有的结疤轧后仍残留在钢材表面上。
表面夹杂暴露在钢材表面上的非金属物质称为表面夹杂,一颜色有暗红、型钢表面上,坑,其大小、般呈点状、块状和条状分布,淡黄、灰白等,机械的粘结在夹杂脱落后出现一定深度的凹形状无一定规律。
分层此缺陷在型钢的锯切断面上呈黑线或黑带状,严重的分离成两层或多层,分层处伴随有夹杂物。
(1)钢坯带来的表面非金属夹杂物。
其(2)在加热或轧制过程中,偶然有非其金属夹杂韧(如加热炉的耐火材料及炉渣等),炉附在钢坯表面上,轧制时被压入钢材,冷却经矫直后部分脱落(1) 主要是由于镇静钢的缩孔或沸腾钢的气囊未切净。
(2) 钢坯的皮下气泡,严重疏松,在轧制时未焊台,严重的夹杂物也会造成分层。
(3) 钢坯的化学成份偏析严重,当轧制较薄规格时,也可能形成分层。
气泡(凸包) 型钢表面呈现的一种无规律分布的园形凸起称为凸包,凸起部分的外缘比较园滑, 包破裂后成鸡爪形裂口或舌形结疤,叫气泡。
多产生于型钢的角部及腿尖。
凸钢坯有皮下气泡,轧制时未焊合。
裂纹顺轧制方向出现在型钢表面上的线形开裂,一般呈直线形,有时呈“ Y”形,多为通长出现,有时局部出现。
尺寸超差(尺寸不合、规格不合) 尺寸超差是指型钢截面几何尺寸不符标准规定要求的统称。