轴加工工艺卡
- 格式:doc
- 大小:902.50 KB
- 文档页数:13
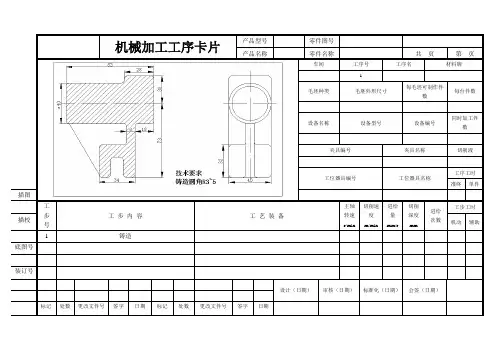
机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌1毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助1 铸造底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌2毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助1 人工时效处理底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌3毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌4毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助1 以Φ40外圆柱面为粗基准粗车端面A底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌5毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助1 人工时效处理底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌6毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌7毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助1底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌8毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助1底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌9毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助1 铣槽18底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌10毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助1 去毛刺底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌11毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助1 清洗底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌12毛坯种类毛胚外形尺寸每毛坯可制作件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件描图工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时描校机动辅助1 终检底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)。

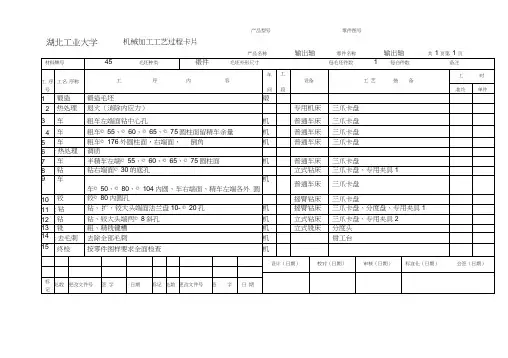
产品名称输出轴零件名称 输出轴 共 1页第 1 页产品型号 零件图号湖北工业大学机械加工工艺过程卡片机械加工工序卡片零件图号输出轴零件名称输出轴共10页 第 9页车间工序号工序名称材料牌号12钻45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻件1设备名称设备型号设备编号同时加工件数Z37夹具编号夹具名称切削液专用夹具2工位器具编号工位器具名称工序工时(分)准终单件产品型号产品名称〒止 工步号 主轴转速 切削速度 进给量 切削深度进给次数工步工时minr/min m/min mm/r mm装夹 机动 辅助钻孔2—①8 Z550 1945 36. 7 0. 12 0.11 0.02 铰孔2—①8Z55085013. 31. 00.08 0.01设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片零件图号输出轴零件名称输出轴共10页 第10页车间工序号工序名称材料牌号13铣45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数11设备名称设备型号设备编号同时加工件数X61351夫具编号夹具名称切削液分度头工位器具编号工位器具名称工序工时(分)准终单件产品型号产品名称-rrH. 口、 工步号 工 步 内 容工 艺 装 备主轴转速 切削速度 进给量 切削深度进给次数工步工时inr/minm/minmm/rmm机动 辅助1 装夹2 粗铣键糟16-50 X6135945 89 纵 105 61 0.49 0.07 横 100 3精铣键糟16-501225153. 8纵 125 210.4260.06横130设计(日期)校对(日期) 审核(日期) 标准化(日期)会签(日期)。
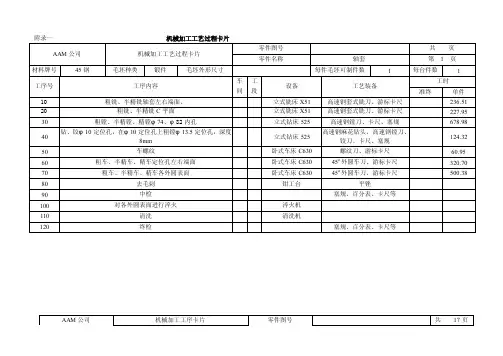
附录一机械加工工艺过程卡片AAM公司机械加工工艺过程卡片零件图号共页零件名称轴套第1页材料牌号45钢毛坯种类锻件毛坯外形尺寸每件毛坯可制件数 1 每台件数 1工序号工序内容车间工段设备工艺装备工时准终单件10 粗铣、半精铣轴套左右端面、立式铣床X51 高速钢套式铣刀、游标卡尺236.51 20 粗铣、半精铣C平面立式铣床X51 高速钢套式铣刀、游标卡尺227.95 30 粗镗、半精镗、精镗φ74、φ82内孔立式钻床525 高速钢镗刀、卡尺、塞规678.9840 钻、铰φ10定位孔,在φ10定位孔上粗镗φ13.5定位孔,深度8mm立式钻床525高速钢麻花钻头、高速钢镗刀、铰刀、卡尺、塞规124.3250 车螺纹卧式车床C630 螺纹刀、游标卡尺60.95 60 粗车、半精车、精车定位孔左右端面卧式车床C630 45o外圆车刀、游标卡尺320.70 70 粗车、半精车、精车各外圆表面卧式车床C630 45o外圆车刀、游标卡尺500.38 80 去毛刺钳工台平锉90 中检塞规、百分表、卡尺等100 对各外圆表面进行淬火淬火机110 清洗清洗机120 终检塞规、百分表、卡尺等AAM公司机械加工工序卡片零件图号共17页附录二机械加工工序卡片零件名称轴套第1页车间工序号工序名称材料牌号10粗铣、半精铣轴套左右端面45钢毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数立式铣床X51 2 夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件236.51工步号工步内容工艺装备主轴转速/(r/min)切削速度/(m/min)进给量/(mm/r)背吃刀量/mm走刀次数工时定额基本辅助1 粗铣左端面,控制尺寸193.5±0.23mm 高速钢套式铣刀、游标卡尺100 50.27 1.28 1.5 1 53.5S 8.03S2 粗铣右端面,控制尺寸192±0.23mm 高速钢套式铣刀、游标卡尺100 50.27 1.28 1.5 1 53.5S 8.03S3 半精铣左端面,控制尺寸L3=191±0.057mm高速钢套式铣刀、游标卡尺100 50.27 0.896 1 1 43.5 6.53S4 半精铣左端面,控制L4=190±0.057mm 高速钢套式铣刀、游标卡尺100 50.27 0.896 1 1 43.5 6.53SAAM公司机械加工工序卡片零件图号共17页23AAM 公司机械加工工序卡片零件图号 共 17页 零件名称轴套第 1页零件名称 轴套第 1页 车间 工序号 工序名称 材料牌号 20 粗铣半精铣C 平面 45钢 毛坯种类 毛坯外形尺寸每件毛坯可制件数每台件数锻件 1 1 设备名称 设备型号 设备编号同时加工件数立式铣床X511 夹具编号夹具名称切削液工位器具编号工位器具名称工序工时 准终 单件227.95工步号 工步内容工艺装备主轴转速 /(r /min ) 切削速度 /(m /min ) 进给量/(mm /r ) 背吃刀量/mm走刀 次数 工时定额 基本 辅助 1 粗铣C 平面,控制尺寸23.071±高速钢套式铣刀、游标卡尺160 40.2 0.8 1.5 1 64 9.6 2 半精铣C 平面,控制尺寸057.070± 高速钢套式铣刀、游标卡尺18045.240.41112318.454车间 工序号 工序名称 材料牌号 30 粗镗半精镗精镗内孔 45钢 毛坯种类 毛坯外形尺寸每件毛坯可制件数每台件数锻件 1 1 设备名称 设备型号 设备编号同时加工件数立式钻床Z 5251 夹具编号夹具名称切削液工位器具编号工位器具名称工序工时 准终 单件678.98工步号 工步内容 工艺装备主轴转速 /(r /min ) 切削速度 /(m /min ) 进给量/(mm /r ) 背吃刀量/mm走刀 次数 工时定额 基本 辅助 1粗镗内孔,控制尺寸190.0072+φ,190.0080+φ高速钢镗刀、卡尺、塞规14031.670.51.5113620.42 半精镗内孔,控制尺寸046.005.73+φ,046.005.81+φ 高速钢镗刀、卡尺、塞规 195 45.03 0.4 0.75 1 118 17.7 3 精镗内孔,控制尺寸03.0074+φ,03.0082+φ高速钢镗刀、卡尺、塞规9722.550.30.25131447.15AAM 公司 机械加工工序卡片零件图号 共 17页 零件名称 轴套 第 1页 车间 工序号 工序名称材料牌号 40 钻、铰10φ内孔,粗镗5.13φ孔45钢 毛坯种类 毛坯外形尺寸每件毛坯可制件数每台件数锻件 1 1 设备名称 设备型号 设备编号同时加工件数立式钻床Z 5251 夹具编号夹具名称切削液工位器具编号工位器具名称工序工时 准终 单件124.32工步号 工步内容工艺装备主轴转速 /(r /min ) 切削速度 /(m /min ) 进给量/(mm /r ) 背吃刀量/mm走刀 次数 工时定额 基本 辅助 1 钻定位孔,尺寸控制15.008.9+高速钢麻花钻、铰刀、卡尺、塞规 680 20.94 0.2 9.8 1 50.04 7.50 2 粗铰定位孔,尺寸控制036.0010+高速钢麻花钻、铰刀、卡尺、塞规392 12.32 0.8 0.2 1 27.6 4.14 3 粗镗5.13φ孔,尺寸控制036.005.13+φ高速钢镗刀、铰刀、卡尺、塞规14031.670.51.751243.6零件名称轴套第1页车间工序号工序名称材料牌号60 粗车、半精车、精车定位孔左右端面45钢毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数卧式车床C620-1 1 夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件320.70工步号工步内容工艺装备主轴转速/(r/min)切削速度/(m/min)进给量/(mm/r)背吃刀量/mm走刀次数工时定额基本辅助1 粗车定位孔左右端面端面车刀、游标卡尺90 53.72 0.7 1.3 1 80.95 12.142 半精车定位孔左右端面端面车刀、游标卡尺150 89.53 0.35 0.8 1 97.14 14.573 精车定位孔左右端面端面车刀、游标卡尺200 119.38 0.3 0.4 1 85 12.756零件名称轴套第1页车间工序号工序名称材料牌号50 粗车、半精车、精车各外圆表面45钢毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数卧式车床C620-1 1 夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件500.38工步号工步内容工艺装备主轴转速/(r/min)切削速度/(m/min)进给量/(mm/r)背吃刀量/mm走刀次数工时定额基本辅助1 粗车各外圆表面45o外圆车刀、游标卡尺90 53.72 0.7 1.3 1 186.95 28.042 半精车各外圆表面45o外圆车刀、游标卡尺150 89.53 0.35 0.6 1 223.54 33.533 精车各外圆表面45o外圆车刀、游标卡尺200 119.38 0.3 0.6 1 195.6 29.347AAM公司机械加工工序卡片零件图号共17页零件名称轴套第1页车间工序号工序名称材料牌号50 车螺纹45钢毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数卧式车床C620-1 1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件60.95工步号工步内容工艺装备主轴转速/(r/min)切削速度/(m/min)进给量/(mm/r)背吃刀量/mm走刀次数工时定额基本辅助1 车螺纹150 53.72 0.7 2 1 50 7.58。

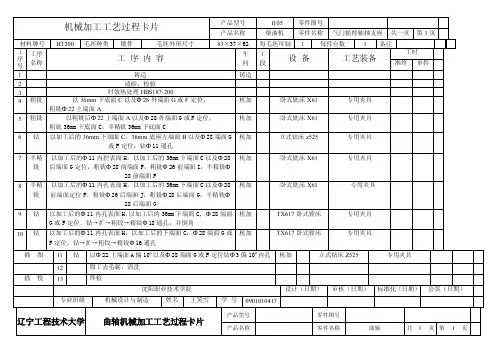
机械加工工艺过程卡片产品型号 1105 零件图号产品名称 柴油机 零件名称 气门摇臂轴轴支座共一页 第1页材料牌号 HT200毛坯种类锻件毛坯外形尺寸83×37×62每毛坯可制 1每件台数1备注工 序号 工序名称 工 序 内 容 车 间 工 段 设 备工艺装备工时准终 单件 1 铸造 铸造2 清砂,检验3 时效热处理HBS187-2004 粗铣 以36mm 下底面C 以及Φ28外端面G 或F 定位,粗铣Φ22上端面A机加 卧式铣床X61 专用夹具 5 粗铣 以粗铣后Φ22上端面A 以及Φ28外端面G 或F 定位,粗铣36mm 下底面C ,半精铣36mm 下底面C 机加 卧式铣床X61 专用夹具 6 钻 以加工后的36mm 下端面C ,36mm 底座左端面B 以及Φ28端面G或F 定位,钻Φ11通孔 机加 立式钻床z525 专用夹具 7半精铣 以加工后的Φ11内控表面H ,以加工后的36mm 下端面C 以及Φ28后端面G 定位,粗铣Φ28前端面F ,粗铣Φ26前端面I ,半精铣Φ28前端面F机加卧式铣床X61专用夹具8半精铣 以加工后的Φ11内孔表面H ,以加工后的36mm 下端面C 以及Φ28前端面定位F ,粗铣Φ26后端面J ,粗铣Φ28后端面G ,半精铣Φ28后端面G机加 卧式铣床X61 专用夹具9 钻 以加工后的Φ11内孔表面H ,以加工后的36mm 下端面C, Φ28端面G 或F 定位,钻→扩→粗铰→精铰Φ18通孔,并倒角机加 TX617卧式镗床 专用夹具 10钻以加工后的Φ11内孔表面H ,以加工后的下端面C ,Φ28端面G 或F 定位,钻→扩→粗铰→精铰Φ16通孔 机加TX617卧式镗床 专用夹具描 图 11 钻 以Φ22上端面A 偏10º以及Φ28端面G 或F 定位钻Φ3偏10º内孔 机加 立式钻床Z525 专用夹具12 钳工去毛刺,清洗 描 校 13终检沈阳职业技术学院设计(日期)审核(日期)标准化(日期)会签(日期)专业班级机械设计与制造姓名 名王笑雪学 号0901010417辽宁工程技术大学 曲轴机械加工工艺过程卡片产品型号 零件图号产品名称零件名称曲轴共 1 页 第 1 页材料牌号45 毛坯种类锻件毛坯外形尺寸每毛坯件数每台件数备注工序号工名序称工序内容车间工段设备工艺装备工时准终单件5 粗车粗车曲轴左端面和外圆柱面C6132 游标卡尺、端面车刀、外圆车刀、三爪卡盘10 粗车粗车曲轴右端面和外圆柱面C6132 游标卡尺、三爪卡盘、端面车刀、外圆车刀15 半精车,精车以右端面为基准半精车、精车左端面和外圆柱C6132 游标卡尺、三爪卡盘、端面车刀、外圆车刀20 半精车,精车以左端面为基准半精车、精车左端面和外圆柱C6132 游标卡尺、三爪卡盘、端面车刀、外圆车刀25 粗车粗车曲轴中间部分大圆弧CA6140 游标卡尺、三爪卡盘、外圆车刀30 精车精车大圆弧R42 CA6140 游标卡尺、三爪卡盘、外圆车刀35 粗车粗车曲轴中间部分小圆弧C6132 游标卡尺、专用夹具、外圆车刀40 精车精车小圆弧φ30 C6132 游标卡尺、专用夹具、外圆车刀45 车倒角分别车曲轴两个端面的倒角C6132 三爪卡盘、普通车刀50 铣平面铣曲轴中间部分的两个平面X60 专用夹具55 加工键加工一个φ5的键Z4006A 专用夹具60 去毛刺65 终检设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期下面是赠送的范文,不需要的朋友可以下载后编辑删除2013党风建设心得体会范文按照上级的统一部署,我们认真组织开展了党风廉政建设教育活动。
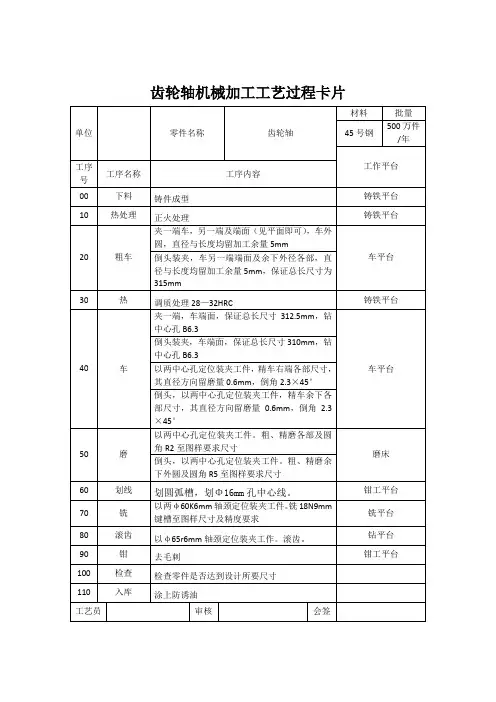
阶梯轴的加工工艺卡阶梯轴的加工工艺主要包括前期准备工作、车削加工、热处理、精加工和表面处理等环节。
首先,前期准备工作是确保正常加工进行的重要步骤。
首先根据零件图纸和技术要求制定加工工艺路线,并确定所需加工设备和工具等。
然后,对原料进行选择和检验,包括检查原料的化学成分是否符合要求、外观质量等。
如果原料需要进行热处理,则需要提前计划热处理工艺并准备相应的设备和材料。
车削加工是阶梯轴加工的主要过程。
首先,根据零件图纸确定车床的装夹方式,并选择合适的刀具进行车削操作。
根据零件的几何形状和尺寸要求,确定车床的进给量、转速等参数,并进行试切。
在车削过程中,要保证刀具与工件的切削速度和进给速度匹配,以获得良好的加工表面质量。
在主轴运转过程中,对工件进行适时的补油、冷却,并注意保证刀具的削切状态良好,避免刀具快速磨损。
进行车削加工后,需要对阶梯轴进行热处理。
常见的热处理工艺包括淬火、回火等。
热处理的目的是通过改变材料的组织结构来改变其机械性能,提高零件的强度、硬度和耐磨性等。
在热处理过程中,需要严格控制加热、保温和冷却等工艺参数,确保零件达到设计要求的性能。
精加工是阶梯轴加工的重要环节,主要包括砂带磨削、车削、切削、铣削等工艺。
通过精加工,可以提高零件的加工精度和表面光洁度。
同时,精加工还可以修复车削过程中产生的误差和表面缺陷。
在精加工过程中,需要选择合适的工艺和设备,严格控制加工参数,如切削深度、进给量、切削速度等,以保证加工质量。
最后,阶梯轴还需要进行表面处理,以提高其耐腐蚀性和装饰效果。
常见的表面处理工艺包括镀铬、氮化、磷化等。
根据零件要求选择合适的表面处理方法,并在表面处理过程中控制好工艺参数,如温度、时间和溶液浓度等,以确保表面处理效果满足要求。
总之,阶梯轴的加工工艺卡包括前期准备工作、车削加工、热处理、精加工和表面处理等环节。
通过科学的加工工艺和严格的工艺控制,可以保证阶梯轴的加工质量和性能,满足零件的使用要求。
阶梯轴机械加工工艺卡
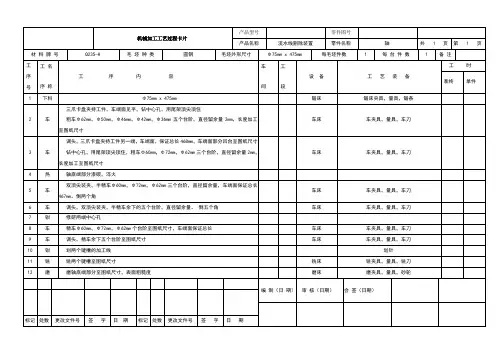
南通纺院机械加工工艺过程卡产品型号11SK 零部件图号Sk-01 产品名称零部件名称共 2 页第 1 页
材料45 毛坯种类圆钢棒料毛坯外形尺寸Φ45*220 每毛坯件数每台件数备注
工序号工序
名称
工序内容车间工段设备工艺装备
工时
准终单件
10 下料Φ45mm*220mm
20 车车端面,钻中心孔;掉头,车另一端面,总长215mm,钻中心
孔
金工车床
30 车粗车“φ30;φ35;φ40”三个台阶车至“φ33;φ38;φ42.5”,
掉头,粗车另一端“M20;φ25;φ30”三个台阶车至“φ22.5;
φ28;φ33”
金工车床
40 热处理T220
50 钳修研中心孔车床
60 车半精车“φ30;φ35;φ40”三个台阶至φ30.5;φ35.5;φ
400
062
.
;切槽2*0.5两个。
掉头,半精车“M20;φ25;φ30”
三个台阶至“φ20;φ25.5;φ30.5”;切槽2*0.5两个、2*2
一个;倒角C1两个、倒角C1.5一个
金工车床
70 车车M20*1.5螺纹金工车床80 钳在键槽位置划出加工线金工
90 铣装夹、铣键槽20*10、铣键槽25*8金工立铣100 钳修研轴两端中心孔金工车床
110 磨磨外圆“φ30;φ35.5”至规定尺寸,磨φ40 一侧键槽面;掉
头,磨外圆“φ25;φ305”至规定尺寸,磨φ40另一侧键槽
金工
外圆磨
床
120 检检验
设计校对审核标准化会签标记处数更改文件号签字日期标记处数更改文件号签字日期。