粗糙度新国标
- 格式:ppt
- 大小:1.05 MB
- 文档页数:62
新旧标准的粗糙度对照表
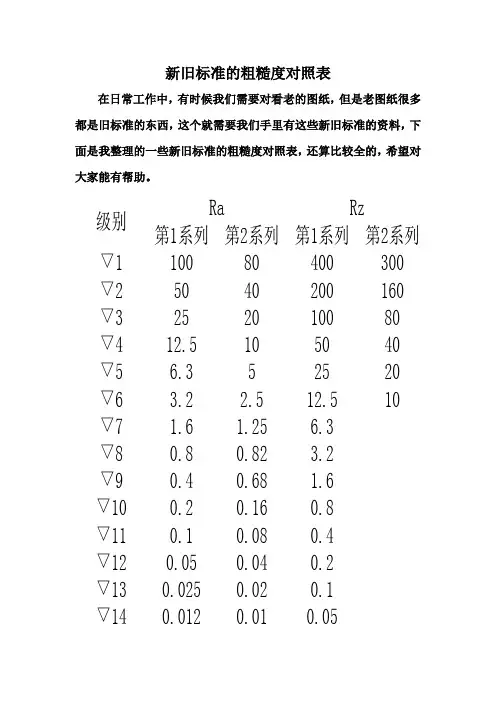
在日常工作中,有时候我们需要对看老的图纸,但是老图纸很多都是旧标准的东西,这个就需要我们手里有这些新旧标准的资料,下面是我整理的一些新旧标准的粗糙度对照表,还算比较全的,希望对大家能有帮助。
第1系列第2系列第1系列第2系列▽110080400300▽25040200160▽3252010080▽412.5105040▽5 6.352520▽6 3.2 2.512.510▽7 1.6 1.25 6.3▽80.80.82 3.2▽90.40.68 1.6▽100.20.160.8▽110.10.080.4▽120.050.040.2▽130.0250.020.1▽14
0.0120.010.05
Ra Rz
级别
在上述的粗糙度标准中,左侧为老式标准粗糙度值,右侧新标准粗糙度值,但是平常的工作中,我们一般采用的第一系列的粗糙度,而很少使用第二系列的粗糙度值,一般采用Ra第一系列的粗糙度值,这些资料仅供参考,具体的还有根据相应的数据要求决定!!!
本文由编辑制作完全是经验总结。

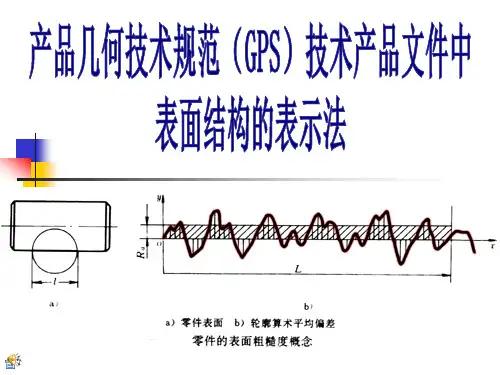
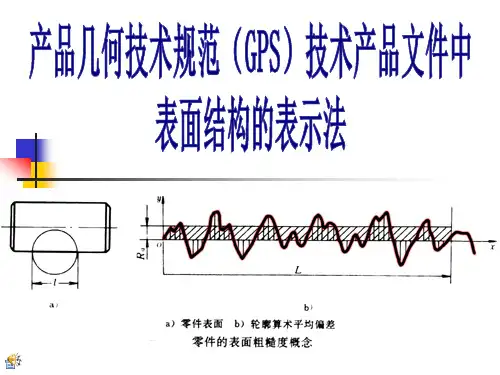
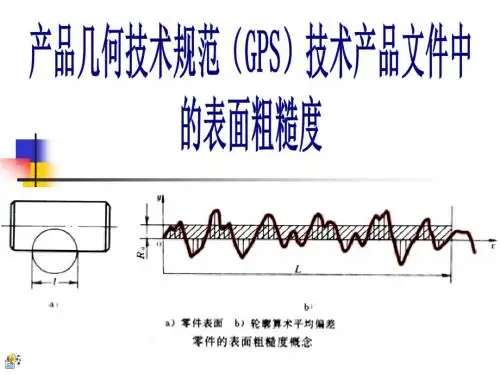
§7–4 零件的技术要求一、表面结构的表示法1.表面结构的基本概念 (1)概述为了保证零件的使用性能,在机械图样中需要对零件的表面结构给出要求。
表面结构就是由粗糙度轮廓、波纹度轮廓和原始轮廓构成的零件表面特征。
(2)表面结构的评定参数评定零件表面结构的参数有轮廓参数、图形参数和支承率曲线参数.其中轮廓参数分为三种:R 轮廓参数(粗糙度参数)、W 轮廓参数(波纹度参数)和P 轮廓参数(原始轮廓参数)。
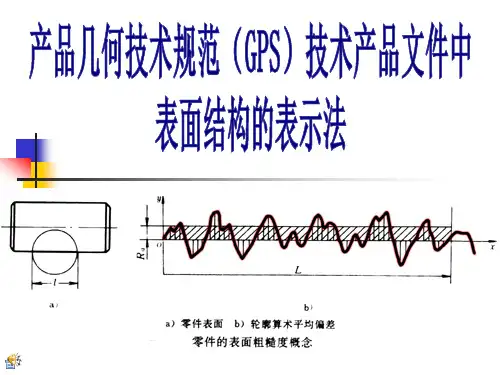
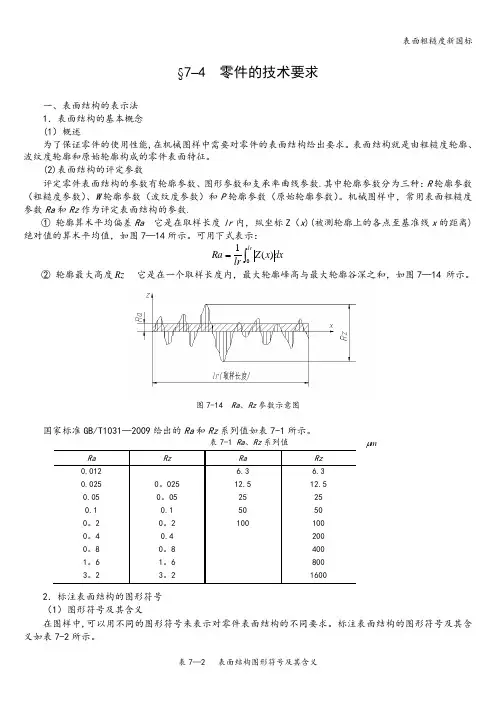
机械图样中,常用表面粗糙度参数Ra 和Rz 作为评定表面结构的参数.① 轮廓算术平均偏差Ra 它是在取样长度lr 内,纵坐标Z (x )(被测轮廓上的各点至基准线x 的距离)绝对值的算术平均值,如图7—14所示。
可用下式表示:dx x Z lr Ra lr⎰=0)(1② 轮廓最大高度Rz 它是在一个取样长度内,最大轮廓峰高与最大轮廓谷深之和,如图7—14 所示。
图7-14 Ra 、Rz 参数示意图国家标准GB/T1031—2009给出的Ra 和Rz 系列值如表7-1所示。
表7-1 Ra 、Rz 系列值 m μRaRzRaRz0.0126.3 6.3 0.025 0。
025 12.5 12.5 0.05 0。
05 25 25 0.1 0.1 50 50 0。
2 0。
2 100100 0。
4 0.4 200 0。
8 0。
8 400 1。
6 1。
6 800 3。
23。
216002.标注表面结构的图形符号 (1)图形符号及其含义在图样中,可以用不同的图形符号来表示对零件表面结构的不同要求。
标注表面结构的图形符号及其含义如表7-2所示。
表7—2 表面结构图形符号及其含义符号名称符号样式含义及说明基本图形符号未指定工艺方法的表面;基本图形符号仅用于简化代号标注,当通过一个注释解释时可单独使用,没有补充说明时不能单独使用扩展图形符号用去除材料的方法获得表面,如通过车、铣、刨、磨等机械加工的表面;仅当其含义是“被加工表面”时可单独使用用不去除材料的方法获得表面,如铸、锻等;也可用于保持上道工序形成的表面,不管这种状况是通过去除材料或不去除材料形成的完整图形符号在基本图形符号或扩展图形符号的长边上加一横线,用于标注表面结构特征的补充信息工件轮廓各表面图形符号当在某个视图上组成封闭轮廓的各表面有相同的表面结构要求时,应在完整图形符号上加一圆圈,标注在图样中工件的封闭轮廓线上.(2)图形符号的画法及尺寸图形符号的画法如图7—15所示,表7—3列出了图形符号的尺寸。

表面粗糙度的标注方法有了新规定——华科大教师团队内部资料表面粗糙度是工程图样和技术文件中的重要内容,GB/T 131‐2006《产品几何技术规范(GPS)技术产品文件中表面结构的表示法》等同采用国际标准,于2007‐02‐01 起代替GB/T131‐1993。
一、表面粗糙度在工程图样中的标注方法1. 新标准规定,当表面粗糙度有单一要求和补充要求时,应使用长边上有一条横线的完整图形符号,完整符号有三种(见图1)。
(a)允许任何工艺(b)去除材料(c)不去除材料图1表面粗糙度各项要求标注的位置如图2 所示:图2单一要求:a ——第一个表面粗糙度要求(传输带/取样长度参数代号数值)b ——第二个表面粗糙度要求(传输带/取样长度参数代号数值)补充要求:c ——加工方法(车、铣、磨、涂镀等)d ——表面纹理和方向e ——加工余量例1(见图3):图3含义:上限值Ra=50μm;下限值Ra=6.3μm;U 和L 分别表示上限值和下限值,当不会引起歧义时,也可不标注U、L;极限值规则均为“16%规则”;两个传输带均为0.008mm—4mm(其中4mm 为取样长度);评定长度中含有5 个取样长度(默认),5×4mm = 20 mm;加工方法为铣;表面纹理符号c(表示表面纹理呈近似同心圆,且圆心与表面中心相关);加工余量为3mm。
例2(见图4):图4含义:第一个表面粗糙度要求Ra 的上限值为1.6μm(符合16%规则),其取样长度为0.8mm;第二个表面粗糙度要求Rz 的上限值为12.5μm(符合最大规则),其取样长度为2.5mm,Rz 的下限值为3.2μm(符合最大规则),其取样长度为2.5mm,其中U、L 在不会引起歧义时也可不标注。
例3(传输带/取样长度为默认值,评定长度中所含取样长度的个数不是默认的5,而是含有3 个取样长度,见图5):图5含义:传输带/取样长度为默认值;评定长度为3 个取样长度;默认Rz 为上限值要求,Rz = 6.3μm,符合最大规则。