表面粗糙度对比
- 格式:xls
- 大小:2.81 MB
- 文档页数:1
表面粗糙度高度参数有3种:1.轮廓算数平均偏差:轮廓算数平均偏差Ra是指在取样长度L内,被测轮廓上各点到基准线的距离Yi的绝对值的算数平均平均值。
2.微观不平度十点高度:微观不平度十点高度Rz是指在取样长度L内,被测轮廓上五个最大轮廓峰高Ypi的平均值与五个最大轮廓谷底Yvi的平均值之和。
3.轮廓最大高度:轮廓最大高度Ry是指在取样长度L内,被测轮廓的峰顶线与轮谷线之间的距离。
表征微观不平度高度特性的评定参数Ra、Rz、Ry的数值愈大则表面越粗糙。
在高度评定参数中,Ra的概念颇为直观,Ra值反应实际轮廓微观几何形状特性的信息量最大,且Ra值用触针式电动轮廓仪测量比较容易。
因此对于光滑表面和半光滑表面,普遍采用Ra作为评定参数。
但受测量仪器的限制,极光滑和极粗糙的表面不能用Ra评定。
评定参数Rz的概念较为直观,Rz值通常用非接触式的光切显微镜测量。
但Rz值只反应取样长度内峰高和谷底的十个点,不能反应峰顶的尖锐和平顿的几何形状特性,因此Rz值不如Ra值反应得微观几何形状特性全面。
评定参数Ry的概念简单,Ry值得测量方便,但Ry值不及Rz、Ra值反应的微观几何形状特性全面。
Ry值与Ra、Rz值连用控制微观不平度的谷深用来评定某些不允许出现较大加工痕迹和受交变应力作用的表面。
RMS值实际就是有效值,就是一组统计数据的平方的平均值的平方根。
因为RMS系统是英制单位一般的有:RMS*25.4/1000=RA举例:RMS64 = 64*25.4/1000= RA 1.6几个常用的如下:RMS250 = RA6.4RMS125 = RA3.2RMS64 = RA1.6RMS32 = RA0.8表面粗糙度外国与中国标准对照N1--0.025um;N2--0.05um;N3--0.1um;N4--0.2um;N5--0.4um;N6--0.8um;N7--1.6um;N8--3.2um;N9--6.3um;N10--12.5um;N11--25um;日本表面粗糙度的老标准。
表面粗糙度高度参数有3种:1.轮廓算数平均偏差:轮廓算数平均偏差Ra是指在取样长度L内,被测轮廓上各点到基准线的距离Yi的绝对值的算数平均平均值。
2.微观不平度十点高度:微观不平度十点高度Rz是指在取样长度L内,被测轮廓上五个最大轮廓峰高Ypi的平均值与五个最大轮廓谷底Yvi的平均值之和。
3.轮廓最大高度:轮廓最大高度Ry是指在取样长度L内,被测轮廓的峰顶线与轮谷线之间的距离。
表征微观不平度高度特性的评定参数Ra、Rz、Ry的数值愈大则表面越粗糙。
在高度评定参数中,Ra的概念颇为直观,Ra值反应实际轮廓微观几何形状特性的信息量最大,且Ra值用触针式电动轮廓仪测量比较容易。
因此对于光滑表面和半光滑表面,普遍采用Ra作为评定参数。
但受测量仪器的限制,极光滑和极粗糙的表面不能用Ra评定。
评定参数Rz的概念较为直观,Rz值通常用非接触式的光切显微镜测量。
但Rz值只反应取样长度内峰高和谷底的十个点,不能反应峰顶的尖锐和平顿的几何形状特性,因此Rz值不如Ra值反应得微观几何形状特性全面。
评定参数Ry的概念简单,Ry值得测量方便,但Ry值不及Rz、Ra值反应的微观几何形状特性全面。
Ry值与Ra、Rz值连用控制微观不平度的谷深用来评定某些不允许出现较大加工痕迹和受交变应力作用的表面。
RMS值实际就是有效值,就是一组统计数据的平方的平均值的平方根。
因为RMS系统是英制单位一般的有:RMS*25.4/1000=RA举例:RMS64 = 64*25.4/1000= RA 1.6几个常用的如下:RMS250 = RA6.4RMS125 = RA3.2RMS64 = RA1.6RMS32 = RA0.8表面粗糙度外国与中国标准对照N1--0.025um;N2--0.05um;N3--0.1um;N4--0.2um;N5--0.4um;N6--0.8um;N7--1.6um;N8--3.2um;N9--6.3um;N10--12.5um;N11--25um;日本表面粗糙度的老标准。
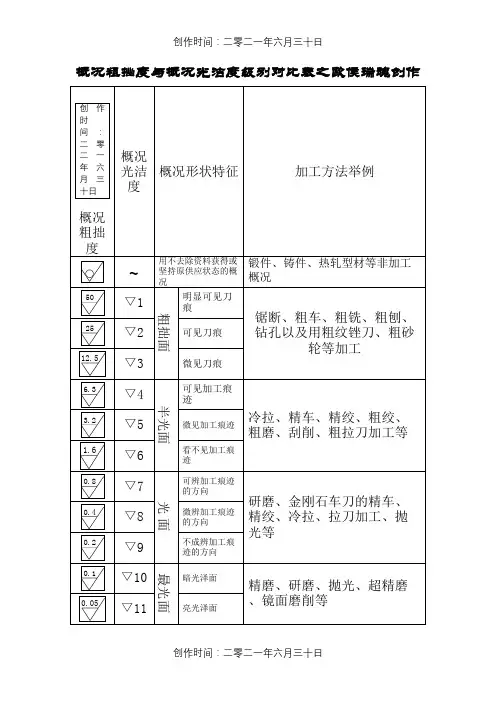
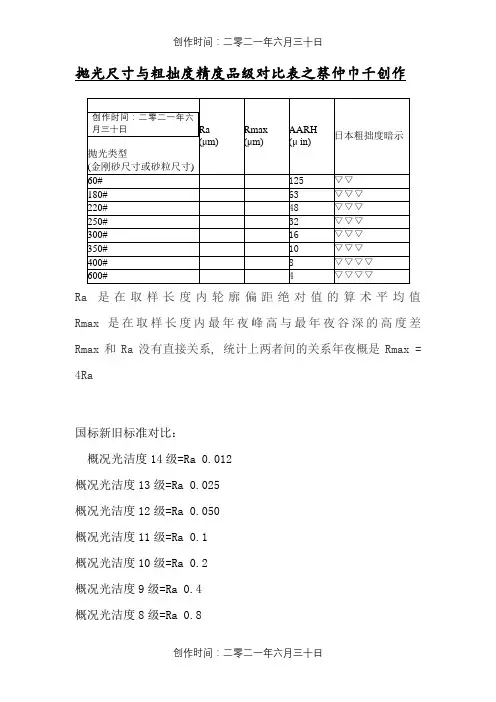
抛光尺寸与粗拙度精度品级对比表之蔡仲巾千创作
Ra是在取样长度内轮廓偏距绝对值的算术平均值Rmax是在取样长度内最年夜峰高与最年夜谷深的高度差Rmax和Ra没有直接关系, 统计上两者间的关系年夜概是Rmax = 4Ra
国标新旧标准对比:
概况光洁度14级=Ra 0.012
概况光洁度13级=Ra 0.025
概况光洁度12级=Ra 0.050
概况光洁度11级=Ra 0.1
概况光洁度10级=Ra 0.2
概况光洁度9级=Ra 0.4
概况光洁度8级=Ra 0.8
概况光洁度7级=Ra 1.6
概况光洁度6级=Ra 3.2
概况光洁度5级=Ra 6.3
概况光洁度4级=Ra 12.5
概况光洁度3级=Ra 25
概况光洁度2级=Ra 50
概况光洁度1级=Ra 100
以上概况粗拙度单元均为μm,即微米.。
表面粗糙度高度参数有3种:1. 轮廓算数平均偏差:轮廓算数平均偏差Ra是指在取样长度L内,被测轮廓上各点到基准线的距离Yi的绝对值的算数平均平均值。
2. 微观不平度十点高度:微观不平度十点高度Rz是指在取样长度L内,被测轮廓上五个最大轮廓峰高Ypi的平均值与五个最大轮廓谷底Yvi的平均值之和。
3. 轮廓最大高度:轮廓最大高度Ry是指在取样长度L内,被测轮廓的峰顶线与轮谷线之间的距离。
表征微观不平度高度特性的评定参数Ra Rz、Ry的数值愈大则表面越粗糙。
在高度评定参数中,Ra的概念颇为直观,Ra值反应实际轮廓微观几何形状特性的信息量最大,且Ra值用触针式电动轮廓仪测量比较容易。
因此对于光滑表面和半光滑表面,普遍采用Ra作为评定参数。
但受测量仪器的限制,极光滑和极粗糙的表面不能用Ra评定。
评定参数Rz的概念较为直观,Rz值通常用非接触式的光切显微镜测量。
但Rz值只反应取样长度内峰高和谷底的十个点,不能反应峰顶的尖锐和平顿的几何形状特性,因此Rz值不如Ra值反应得微观几何形状特性全面。
评定参数Ry的概念简单,Ry值得测量方便,但Ry值不及Rz、Ra值反应的微观几何形状特性全面。
Ry值与Ra、Rz值连用控制微观不平度的谷深用来评定某些不允许出现较大加工痕迹和受交变应力作用的表面。
RMS直实际就是有效值,就是一组统计数据的平方的平均值的平方根。
因为RMS系统是英制单位一般的有:RMS*25.4/1000=RA举例:RMS64 = 64*25.4/1000= RA 1.6几个常用的如下RMS250 = RA6.4RMS125 = RA3.2RMS64 = RA1.6RMS32 = RA0.8表面粗糙度外国与中国标准对照N1 ---- 0.025um;N2 ---- 0.05um; N3 ----- O.lum ;N4 ---- 0.2um;N5 ---- 0.4um ; N6 ----- 0.8um;N7 ---- 1.6um;N8 ---- 3.2um ; N9 ----- 6.3um;N10 --- 12.5um ;N11 ---- 25um日本表面粗糙度的老标准。
表面粗糙度高度参数有3种:1.轮廓算数平均偏差:轮廓算数平均偏差Ra是指在取样长度L内,被测轮廓上各点到基准线的距离Yi的绝对值的算数平均平均值。
2.微观不平度十点高度:微观不平度十点高度Rz是指在取样长度L内,被测轮廓上五个最大轮廓峰高Ypi的平均值与五个最大轮廓谷底Yvi的平均值之和。
3.轮廓最大高度:轮廓最大高度Ry是指在取样长度L内,被测轮廓的峰顶线与轮谷线之间的距离。
表征微观不平度高度特性的评定参数Ra、Rz、Ry的数值愈大则表面越粗糙。
在高度评定参数中,Ra的概念颇为直观,Ra值反应实际轮廓微观几何形状特性的信息量最大,且Ra值用触针式电动轮廓仪测量比较容易。
因此对于光滑表面和半光滑表面,普遍采用Ra作为评定参数。
但受测量仪器的限制,极光滑和极粗糙的表面不能用Ra评定。
评定参数Rz的概念较为直观,Rz值通常用非接触式的光切显微镜测量。
但Rz值只反应取样长度内峰高和谷底的十个点,不能反应峰顶的尖锐和平顿的几何形状特性,因此Rz值不如Ra值反应得微观几何形状特性全面。
评定参数Ry的概念简单,Ry值得测量方便,但Ry值不及Rz、Ra值反应的微观几何形状特性全面。
Ry值与Ra、Rz值连用控制微观不平度的谷深用来评定某些不允许出现较大加工痕迹和受交变应力作用的表面。
RMS值实际就是有效值,就是一组统计数据的平方的平均值的平方根。
因为RMS系统是英制单位一般的有:RMS*25.4/1000=RA举例:RMS64 = 64*25.4/1000= RA 1.6几个常用的如下:RMS250 = RA6.4RMS125 = RA3.2RMS64 = RA1.6RMS32 = RA0.8表面粗糙度外国与中国标准对照N1--0.025um;N2--0.05um;N3--0.1um;N4--0.2um;N5--0.4um;N6--0.8um;N7--1.6um;N8--3.2um;N9--6.3um;N10--12.5um;N11--25um;日本表面粗糙度的老标准。
1.轮廓算数平均偏差:轮廓算数平均偏差Ra是指在取样长度L内,被测轮廓上各点到基准线的距离Yi的绝对值的算数平均平均值。
2.微观不平度十点高度:微观不平度十点高度Rz是指在取样长度L内,被测轮廓上五个最大轮廓峰高Ypi的平均值与五个最大轮廓谷底Yvi的平均值之和。
3.轮廓最大高度:轮廓最大高度Ry是指在取样长度L内,被测轮廓的峰顶线与轮谷线之间的距离。
表征微观不平度高度特性的评定参数Ra、Rz、Ry的数值愈大则表面越粗糙。
在高度评定参数中,Ra的概念颇为直观,Ra值反应实际轮廓微观几何形状特性的信息量最大,且Ra值用触针式电动轮廓仪测量比较容易。
因此对于光滑表面和半光滑表面,普遍采用Ra作为评定参数。
但受测量仪器的限制,极光滑和极粗糙的表面不能用Ra评定。
评定参数Rz的概念较为直观,Rz值通常用非接触式的光切显微镜测量。
但Rz值只反应取样长度内峰高和谷底的十个点,不能反应峰顶的尖锐和平顿的几何形状特性,因此Rz值不如Ra值反应得微观几何形状特性全面。
评定参数Ry的概念简单,Ry值得测量方便,但Ry值不及Rz、Ra值反应的微观几何形状特性全面。
Ry值与Ra、Rz值连用控制微观不平度的谷深用来评定某些不允许出现较大加工痕迹和受交变应力作用的表面。
RMS值实际就是有效值,就是一组统计数据的平方的平均值的平方根。
因为RMS系统是英制单位一般的有:RMS*1000=RA举例:RMS64 = 64*1000= RA几个常用的如下:RMS250 =RMS125 =RMS64 =RMS32 =表面粗糙度外国与中国标准对照N1--;N2--;N3--;N4--;N5--;N6--;N7--;N8--;N9--;N10--;N11--25um;日本表面粗糙度的老标准。
对应关系:▽:Ra25~;▽▽:~;▽▽▽:~;▽▽▽▽:~。
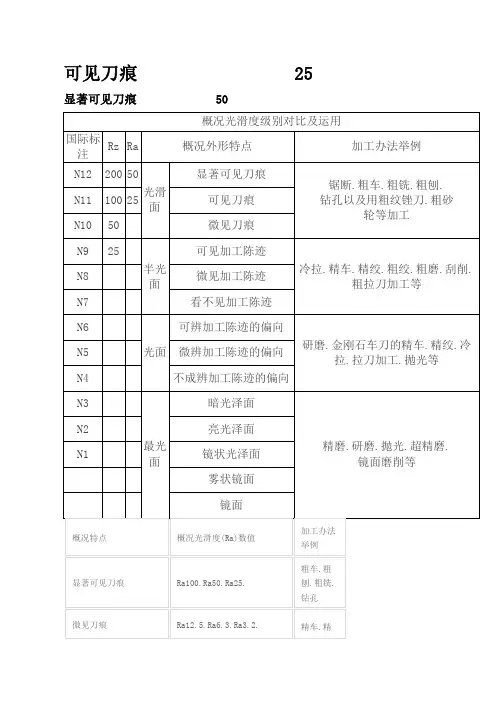
说明:上面的数值依次为:、、、、25S、50S、100S表面粗糙度与光洁度的关系参考表 (单位:μm)表面状态雾状镜面镜状光泽面亮光泽面暗光泽面不可辨加工痕迹方向微辨加工痕迹方向可辨加工痕迹方向看不清加工痕迹微见加工痕迹可见加工痕迹微见刀痕可见刀痕明显可见刀痕Rz与Ra对比Rz100时相当于Ra25以下为对照表Rz2001005025Ra5025Rz1016254063 Ra1016。
表面粗糙度高度参数有3种:1.轮廓算数平均偏差:轮廓算数平均偏差Ra是指在取样长度L内,被测轮廓上各点到基准线的距离Yi的绝对值的算数平均平均值。
2.微观不平度十点高度:微观不平度十点高度Rz是指在取样长度L内,被测轮廓上五个最大轮廓峰高Ypi的平均值与五个最大轮廓谷底Yvi的平均值之和。
3.轮廓最大高度:轮廓最大高度Ry是指在取样长度L内,被测轮廓的峰顶线与轮谷线之间的距离。
表征微观不平度高度特性的评定参数Ra、Rz、Ry的数值愈大则表面越粗糙。
在高度评定参数中,Ra的概念颇为直观,Ra值反应实际轮廓微观几何形状特性的信息量最大,且Ra值用触针式电动轮廓仪测量比较容易。
因此对于光滑表面和半光滑表面,普遍采用Ra作为评定参数。
但受测量仪器的限制,极光滑和极粗糙的表面不能用Ra评定。
评定参数Rz的概念较为直观,Rz值通常用非接触式的光切显微镜测量。
但Rz值只反应取样长度内峰高和谷底的十个点,不能反应峰顶的尖锐和平顿的几何形状特性,因此Rz值不如Ra值反应得微观几何形状特性全面。
评定参数Ry的概念简单,Ry值得测量方便,但Ry值不及Rz、Ra值反应的微观几何形状特性全面。
Ry值与Ra、Rz值连用控制微观不平度的谷深用来评定某些不允许出现较大加工痕迹和受交变应力作用的表面。
RMS值实际就是有效值,就是一组统计数据的平方的平均值的平方根。
因为RMS系统是英制单位一般的有:RMS*25.4/1000=RA举例:RMS64 = 64*25.4/1000= RA 1.6几个常用的如下:RMS250 = RA6.4RMS125 = RA3.2RMS64 = RA1.6RMS32 = RA0.8表面粗糙度外国与中国标准对照N1--0.025um;N2--0.05um;N3--0.1um;N4--0.2um;N5--0.4um;N6--0.8um;N7--1.6um;N8--3.2um;N9--6.3um;N10--12.5um;N11--25um;日本表面粗糙度的老标准。
表面粗糙度高度参数有3种:1.轮廓算数平均偏差:轮廓算数平均偏差Ra是指在取样长度L内,被测轮廓上各点到基准线的距离Yi的绝对值的算数平均平均值。
2.微观不平度十点高度:微观不平度十点高度Rz是指在取样长度L内,被测轮廓上五个最大轮廓峰高Ypi的平均值与五个最大轮廓谷底Yvi的平均值之和。
3.轮廓最大高度:轮廓最大高度Ry是指在取样长度L内,被测轮廓的峰顶线与轮谷线之间的距离。
表征微观不平度高度特性的评定参数Ra、Rz、Ry的数值愈大则表面越粗糙。
在高度评定参数中,Ra的概念颇为直观,Ra值反应实际轮廓微观几何形状特性的信息量最大,且Ra值用触针式电动轮廓仪测量比较容易。
因此对于光滑表面和半光滑表面,普遍采用Ra作为评定参数。
但受测量仪器的限制,极光滑和极粗糙的表面不能用Ra评定。
评定参数Rz的概念较为直观,Rz值通常用非接触式的光切显微镜测量。
但Rz值只反应取样长度内峰高和谷底的十个点,不能反应峰顶的尖锐和平顿的几何形状特性,因此Rz值不如Ra值反应得微观几何形状特性全面。
评定参数Ry的概念简单,Ry值得测量方便,但Ry值不及Rz、Ra值反应的微观几何形状特性全面。
Ry值与Ra、Rz值连用控制微观不平度的谷深用来评定某些不允许出现较大加工痕迹和受交变应力作用的表面。
RMS值实际就是有效值,就是一组统计数据的平方的平均值的平方根。
因为RMS系统是英制单位一般的有:RMS*25.4/1000=RA举例:RMS64 = 64*25.4/1000= RA 1.6几个常用的如下:RMS250 = RA6.4RMS125 = RA3.2RMS64 = RA1.6RMS32 = RA0.8表面粗糙度外国与中国标准对照N1--0.025um;N2--0.05um;N3--0.1um;N4--0.2um;N5--0.4um;N6--0.8um;N7--1.6um;N8--3.2um;N9--6.3um;N10--12.5um;N11--25um;日本表面粗糙度的老标准。
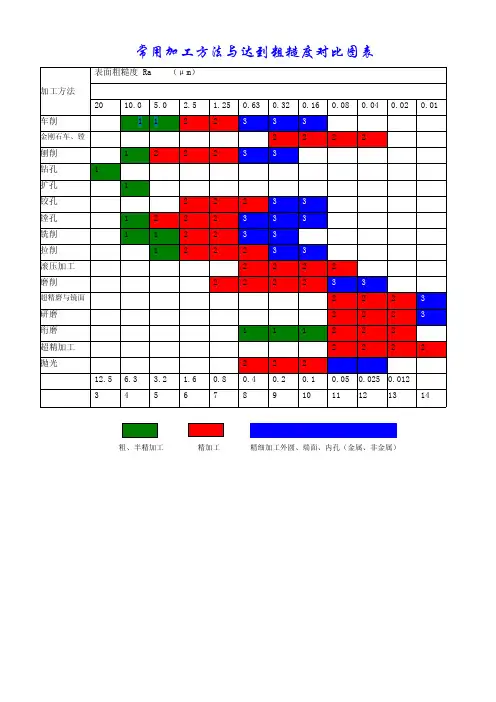
常用加工方法与达到粗糙度对比图表粗、半精加工精加工精细加工外圆、端面、内孔(金属、非金属)孔加工方案与经济公差序号加工方案经济公差等级表面粗糙度Ra(μm)适用范围1钻IT11-1320加工未淬火钢及铸铁的实心毛坯,也可用于加工有色金属(表面粗糙度稍差),孔径<(15-20)mm 2钻-铰IT8-9 5.0-2.53钻-粗铰-精铰IT7-8 2.5-1.254钻-扩IT1120-10.0同上,但孔径>(15-20)mm5钻-扩-铰IT8-9 5.0-2.56钻-扩-粗铰-精铰IT7 2.5-1.257钻-扩-机铰-手铰IT6-70.63-0.1608钻-(扩)-拉IT6-7 2.5-0.160大批大量生产(精度视)9粗镗(或扩孔)IT11-1320-10.0除淬火钢外各种材料,毛坯有铸出孔或锻出孔10粗镗(粗扩)-半精镗(精扩)IT8-9 5.0-2.511粗镗(扩)-半精镗(精扩)-精镗(铰)IT7-8 2.5-1.2512粗镗(扩)-半精镗(精扩)-精镗-浮动镗刀块精镗IT6-7 1.25-0.6313粗镗(扩)-半精镗-磨孔IT7-8 1.25-0.32主要用于加工淬火钢,也可用于不淬火钢,但不宜用于有色金属14粗镗(扩)-半精镗-粗磨-精磨IT6-70.32-0.16015粗镗-半精镗-精镗-金刚镗IT6-70.63-0.080主要用于精度要求较高的有色金属加工16钻-(扩)-粗铰-精铰-珩磨钻-(扩)-拉-珩磨粗镗-半精镗-精镗-珩磨IT6-70.32-0.040精度要求很高的孔17以研磨代替上述方案的珩磨IT6以上0.160-0.010平面加工方案与经济公差序号加工方案经济公差等级表面粗糙度Ra(μm)适用范围1粗车-半精车IT8-910-5.0端面2粗车-半精车-精车IT6-7 2.5-1.53粗车-半精车-磨削IT7-9 1.25-0.324粗刨(或粗铣)-精刨(或精铣)IT7-910.0-2.5一般不淬硬平面(端铣的表面粗糙度较好)5粗刨(或粗铣)-精刨(或精铣)-括研IT5-6 1.25-0.160精度要求较高的不淬硬平面批量较大时宜采用宽刃精刨方案6粗刨(或粗铣)-精刨(或精铣)-宽刃精刨IT6 1.25-0.327粗刨(或粗铣)-精刨(或精铣)-磨削IT6 1.25-0.32精度要求较高的淬硬平面或不淬硬平面8粗刨(或粗铣)-精刨(或精铣)-粗磨-精磨IT5-60.63-0.0409粗铣-拉IT6-9 1.25-0.32大量生产,较小的平面(精度视拉刀的精度而定)10粗铣-精铣-磨削-研磨IT5以上高精度平面外圆表面加工方案与经济公差序号加工方案经济公差等级表面粗糙度Ra(μm)适用范围1.粗车IT11-1380-20适用于淬火钢外的各种金属2.粗车-半精车IT8-910.0-5.03.粗车-半精车-精车IT6-7 2.5-1.254.粗车-半精车-精车-滚压(或抛光)IT6-70.32-0.0405.粗车-半精车-磨削IT6-7 1.25-0.63主要用于淬火钢,也可用于未淬火钢,但不宜加工有色金属6.粗车-半精车-粗磨-精磨IT5-60.63-0.1607.粗车-半精车-粗磨-精磨-超精加工(或轮式超精磨)IT50.160-0.0208.粗车-半精车-精车-金刚石车IT5-60.63-0.040主要用于要求较高的有色金属的加工9.粗车-半精车-粗磨-精磨-超精磨或镜面磨IT5以上0.040-0.010极高精度的外圆加工10.粗车-半精车-粗磨-精磨-研磨IT5以上0.160-0.010各种毛坯表面层厚度(mm)自由锻件模锻件铸件磁钢≤1.5磁钢≤1灰口铸铁1-4合金钢2-4合金钢≤0.5铸钢2-5。
加工精度等级与粗糙度对照说到加工精度和表面粗糙度,这可是个大话题啊!你瞧,很多人可能觉得这俩概念离自己很远,其实不然。
在我们的日常生活中,它们可是无处不在,像是生活中的调味品,恰到好处才行。
你想想,买个手机壳,表面光滑,拿在手里感觉特别舒服,回头一看,哎呀,这个加工精度得多高啊!就像是工匠们在打磨一块木头,要做到心中有数,手中有活儿,才能做出个精美的艺术品。
说到粗糙度,很多人可能会想,这个不就是表面不平滑吗?可不止如此哦。
粗糙度可分成好多等级,每个等级都有自己的“个性”。
例如,一级粗糙度,简直就像刚出生的小婴儿,光滑得让人忍不住想摸摸;而三级粗糙度,嘿,感觉就像你家那只调皮的小猫,毛毛糙糙的,有点儿不那么温柔。
这些表面特性,就像人一样,五花八门,百态千姿,各有千秋。
说到这里,有些朋友可能会问,那这精度和粗糙度到底有什么关系呢?我跟你说,这就像是谈恋爱,精度高的地方就像是彼此的默契,粗糙度则是生活中的小摩擦。
比如说,精度不够,零件可能就不那么契合,导致整体性能下降,简直是个大麻烦。
而如果粗糙度过高,那就像你们之间总有争吵,没办法和谐相处,影响得很。
让我们回到那些精密的机械设备。
它们的加工精度可谓是让人刮目相看,动辄就能达到微米级别,简直像是科学家们的玩具。
可是,若是粗糙度不合适,机器运转时可就会像人走路穿了双不合脚的鞋,磕磕绊绊的,不得劲。
你想象一下,整个车间的工人都在紧张忙碌,机器哐啷哐啷地响,结果最后却因为这粗糙度没处理好,浪费了多少时间和金钱,真是让人心疼啊。
不过,有时候我们也不能只盯着这些数字和等级。
就像人际关系,不仅要看外表的光滑,更要注重内在的交流和理解。
加工精度和粗糙度的对比,往往是在提醒我们,做事情不能只看表面。
表面光滑固然好,但内在的匹配和运转才是关键。
想要让生活过得更顺利,得找准自己的定位,和别人合拍,才能事半功倍。
嘿,聊到这儿,你是不是也在想,生活中有没有让你注意到的加工精度和粗糙度呢?比如说,早晨匆匆忙忙,做个早餐,切个菜,刀的锋利度和表面光滑度都得跟得上,才能切得利索,不然可就像是猫抓过的肉,乱七八糟的。
1级Ra值不年夜于\μm=100概况状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工的概况,如粗车、粗刨、切断等概况,用粗镗刀和粗砂轮等加工的概况,一般很少采纳2级Ra值不年夜于\μm=25、50概况状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工后的概况,焊接前的焊缝、粗钻孔壁等3级Ra值不年夜于\μm=12.5概况状况=可见刀痕加工方法=粗车、刨、铣、钻应用举例=一般非结合概况,如轴的端面、倒角、齿轮及皮带轮的正面、键槽的非工作概况,减重孔眼概况4级Ra值不年夜于\μm=6.3概况状况=可见加工痕迹加工方法=车、镗、刨、钻、铣、锉、磨、粗铰、铣齿应用举例=不重要零件的配合概况,如支柱、支架、外壳、衬套、轴、盖等的端面.紧固件的自由概况,紧固件通孔的概况,内、外花键的非定心概况,不作为计量基准的齿轮顶圈圆概况等5级Ra值不年夜于\μm=3.2概况状况=微见加工痕迹加工方法=车、镗、刨、铣、刮1~2点/cm^2、拉、磨、锉、滚压、铣齿应用举例=和其他零件连接不形成配合的概况,如箱体、外壳、端盖等零件的端面.要求有定心及配合特性的固定支承面如定心的轴间,键和键槽的工作概况.不重要的紧固螺纹的概况.需要滚花或氧化处置的概况6级Ra值不年夜于\μm=1.6概况状况=看不清加工痕迹加工方法=车、镗、刨、铣、铰、拉、磨、滚压、刮1~2点/cm^2铣齿应用举例=装置直径超越80mm的G级轴承的外壳孔,普通精度齿轮的齿面,定位销孔,V型带轮的概况,外径定心的内花键外径,轴承盖的定中心凸肩概况7级Ra值不年夜于\μm=0.8概况状况=可辨加工痕迹的方向加工方法=车、镗、拉、磨、立铣、刮3~10点/cm^2、滚压应用举例=要求保证定心及配合特性的概况,如锥销与圆柱销的概况,与G级精度滚动轴承相配合的轴径和外壳孔,中速转动的轴径,直径超越80mm的E、D级滚动轴承配合的轴径及外壳孔,内、外花键的定心内径,外花键键侧及定心外径,过盈配合IT7级的孔(H7),间隙配合IT8~IT9级的孔(H8,H9),磨削的齿轮概况等8级Ra值不年夜于\μm=0.4概况状况=微辨加工痕迹的方向加工方法=铰、磨、镗、拉、刮3~10点/cm^2、滚压应用举例=要求长期坚持配合性质稳定的配合概况,IT7级的轴、孔配合概况,精度较高的齿轮概况,受变应力作用的重要零件,与直径小于80mm的E、D级轴承配合的轴径概况、与橡胶密封件接触的轴的概况,尺寸年夜于120mm的IT13~IT16级孔和轴用量规的丈量概况9级Ra值不年夜于\μm=0.2概况状况=不成辨加工痕迹的方向加工方法=布轮磨、磨、研磨、超级加工应用举例=工作时受变应力作用的重要零件的概况.保证零件的疲劳强度、防腐性和耐久性,并在工作时不破坏配合性质的概况,如轴径概况、要求气密的概况和支承概况,圆锥定心概况等.IT5、IT6级配合概况、高精度齿轮的概况,与G级滚动轴承配合的轴径概况,尺寸年夜于315mm 的IT7~IT9级级孔和轴用量规级尺寸年夜于120~315mm的IT10~IT12级孔和轴用量规的丈量概况等10级Ra值不年夜于\μm=0.1概况状况=暗光泽面加工方法=超级加工应用举例=工作时接受较年夜变应力作用的重要零件的概况.保证精确定心的锥体概况.液压传动用的孔概况.汽缸套的内概况,活塞销的外概况,仪器导轨面,阀的工作面.尺寸小于120mm的IT10~IT12级孔和轴用量规丈量面等11级Ra值不年夜于\μm=0.05概况状况=亮光泽面加工方法=超级加工应用举例=保证高度气密性的接合概况,如活塞、柱塞和汽缸内概况,摩擦离合器的摩擦概况.对同轴度有精确要求的孔和轴.滚动导轨中的钢球或滚子和高速摩擦的工作概况12级Ra值不年夜于\μm=0.025概况状况=镜面光泽面加工方法=超级加工应用举例=高压柱塞泵中柱塞和柱塞套的配合概况,中等精度仪器零件配合概况,尺寸年夜于120mm的IT6级孔用量规、小于120mm的IT7~IT9级轴用和孔用量规丈量概况13级Ra值不年夜于\μm=0.012概况状况=雾状镜面加工方法=超级加工应用举例=仪器的丈量概况和配合概况,尺寸超越100mm 的块规工作面14级Ra值不年夜于\μm=0.0063概况状况=雾状概况加工方法=超级加工应用举例=块规的工作概况,高精度丈量仪器的丈量面,高精度仪器摩擦机构的支承概况。
表面粗糙度高度参数有3种:1.轮廓算数平均偏差:轮廓算数平均偏差Ra是指在取样长度L内,被测轮廓上各点到基准线的距离Yi 的绝对值的算数平均平均值。
2.微观不平度十点高度:微观不平度十点高度Rz是指在取样长度L内,被测轮廓上五个最大轮廓峰高Ypi 的平均值与五个最大轮廓谷底Yvi的平均值之和。
3.轮廓最大高度:轮廓最大高度Ry是指在取样长度L内,被测轮廓的峰顶线与轮谷线之间的距离。
表征微观不平度高度特性的评定参数Ra、Rz、Ry的数值愈大则表面越粗糙。
在高度评定参数中,Ra的概念颇为直观,Ra值反应实际轮廓微观几何形状特性的信息量最大,且Ra值用触针式电动轮廓仪测量比较容易。
因此对于光滑表面和半光滑表面,普遍采用Ra作为评定参数。
但受测量仪器的限制,极光滑和极粗糙的表面不能用Ra评定。
评定参数Rz的概念较为直观,Rz值通常用非接触式的光切显微镜测量。
但Rz值只反应取样长度内峰高和谷底的十个点,不能反应峰顶的尖锐和平顿的几何形状特性,因此Rz值不如Ra值反应得微观几何形状特性全面。
评定参数Ry的概念简单,Ry值得测量方便,但Ry值不及Rz、Ra值反应的微观几何形状特性全面。
Ry值与Ra、Rz值连用控制微观不平度的谷深用来评定某些不允许出现较大加工痕迹和受交变应力作用的表面。
RMS值实际就是有效值,就是一组统计数据的平方的平均值的平方根。
因为RMS系统是英制单位一般的有:RMS*1000=RA举例:RMS64 = 64*1000= RA几个常用的如下:RMS250 =RMS125 =RMS64 =RMS32 =表面粗糙度外国与中国标准对照N1--;N2--;N3--;N4--;N5--;N6--;N7--;N8--;N9--;N10--;N11--25um;日本表面粗糙度的老标准。
对应关系:▽:Ra25~;▽▽:~;▽▽▽:~;▽▽▽▽:~。
说明:上面的数值依次为:、、、、25S、50S、100S表面粗糙度与光洁度的关系参考表? (单位:μm)洁度GB1031-1968等级▽14▽13▽12▽11▽10▽9▽8▽7▽6▽5▽4▽3▽2▽1表面状态雾状镜面镜状光泽面亮光泽面暗光泽面不可辨加工痕迹方向微辨加工痕迹方向可辨加工痕迹方向看不清加工痕迹微见加工痕迹可见加工痕迹微见刀痕可见刀痕明显可见刀痕Rz与Ra对比Rz100时相当于Ra25 以下为对照表Rz200105025Ra5025Rz1016254063。
表面粗糙度高度参数有3种:1.轮廓算数平均偏差:轮廓算数平均偏差Ra是指在取样长度L内,被测轮廓上各点到基准线的距离Yi的绝对值的算数平均平均值。
2.微观不平度十点高度:微观不平度十点高度Rz是指在取样长度L内,被测轮廓上五个最大轮廓峰高Ypi的平均值与五个最大轮廓谷底Yvi的平均值之和。
3.轮廓最大高度:轮廓最大高度Ry是指在取样长度L内,被测轮廓的峰顶线与轮谷线之间的距离。
表征微观不平度高度特性的评定参数Ra、Rz、Ry的数值愈大则表面越粗糙。
在高度评定参数中,Ra的概念颇为直观,Ra值反应实际轮廓微观几何形状特性的信息量最大,且Ra值用触针式电动轮廓仪测量比较容易。
因此对于光滑表面和半光滑表面,普遍采用Ra作为评定参数。
但受测量仪器的限制,极光滑和极粗糙的表面不能用Ra评定。
评定参数Rz的概念较为直观,Rz值通常用非接触式的光切显微镜测量。
但Rz值只反应取样长度内峰高和谷底的十个点,不能反应峰顶的尖锐和平顿的几何形状特性,因此Rz值不如Ra值反应得微观几何形状特性全面。
评定参数Ry的概念简单,Ry值得测量方便,但Ry值不及Rz、Ra值反应的微观几何形状特性全面。
Ry值与Ra、Rz值连用控制微观不平度的谷深用来评定某些不允许出现较大加工痕迹和受交变应力作用的表面。
RMS值实际就是有效值,就是一组统计数据的平方的平均值的平方根。
因为RMS系统是英制单位一般的有:RMS*25.4/1000=RA举例:RMS64 = 64*25.4/1000= RA 1.6几个常用的如下:RMS250 = RA6.4RMS125 = RA3.2RMS64 = RA1.6RMS32 = RA0.8表面粗糙度外国与中国标准对照N1--0.025um;N2--0.05um;N3--0.1um;N4--0.2um;N5--0.4um;N6--0.8um;N7--1.6um;N8--3.2um;N9--6.3um;N10--12.5um;N11--25um;日本表面粗糙度的老标准。