压缩成型工艺与模具设计概述
- 格式:pptx
- 大小:5.16 MB
- 文档页数:147

压缩成型工艺及模具设计在压缩成型工艺中,模具起到了关键的作用。
模具的设计直接影响到成品的质量和生产效率。
因此,模具设计需要经过详细的计划和精确的制造。
下面将分别介绍压缩成型工艺及模具设计的要点。
首先,压缩成型工艺的基本步骤如下:1.材料准备:选取合适的材料,并进行预处理以满足成型要求。
2.模具设计:根据产品的形状和尺寸要求,设计合适的模具。
3.模具制造:根据模具设计图纸,进行模具的制造工艺,包括材料选择、加工工艺等。
4.模具调试:组装好模具后,进行调试,确保模具的精度和功能。
5.材料加入:将待加工材料放入模具中,根据需要施加压力。
6.加工成型:施加压力后,材料填充模具腔体,并进行固化或固结。
7.成品脱模:凝固后的成品从模具中取出,脱模。
8.后续处理:根据需要进行后续处理,如修整、涂装等。
接下来是模具设计的要点:1.产品形状和尺寸:根据产品的形状和尺寸要求,选择合适的模具结构和尺寸。
模具腔体的形状需要与产品形状相匹配,尺寸要准确。
2.材料选择:根据产品的材料要求,选择合适的模具材料。
例如,对于制造塑料制品的压缩成型,通常使用金属或塑料模具。
3.模具结构:根据产品特点和生产要求,确定模具的结构。
设计模具时应考虑到模具的拆装方便性和加工稳定性。
4.冷却系统:为了提高成型速度和确保成品质量,模具设计中应考虑冷却系统的设置。
冷却系统可以帮助快速冷却和固化材料。
5.寿命和维护:模具的寿命与模具材料、加工工艺、使用环境等因素有关。
模具设计中应考虑到寿命和维护的问题,使模具的使用寿命更长。
6.模具制造精度:模具的加工精度直接影响到成品的质量。
在模具制造过程中,要控制好加工精度,保证模具的准确性。
总之,压缩成型工艺及模具设计对于制造塑料制品和金属制品具有重要意义。
只有合理的压缩成型工艺和精确的模具设计,才能确保成品的质量和生产效率的提高。
3.4 压缩模设计压缩成型模具简称压缩模、压模,又称压制模,是塑料压缩成型所采用的模具,主要用于热固性塑料的成型。
其基本成型过程是将塑料粉料或粒料直接加在敞开的模具加料室内,再将模具闭合,通过加热、加压使塑料呈流动状态并充满型腔,然后由于化学或物理变化使塑料固化(或硬化)定型。
压缩成型的特点是塑料直接加入型腔内,压机压力通过凸模直接传递给塑料,模具是在塑料最终成型时才完成闭合。
其优点是无需设置浇注系统,耗料少,使用的设备和模具都比较简单,适用于流动性差的塑料,宜成型大型塑件,塑料的收缩率小,变形小,各向异性比较均匀;其缺点是生产周期长,效率低,不易压制形状复杂、壁厚相差较大、尺寸精度高且带有精细或易碎嵌件的塑件。
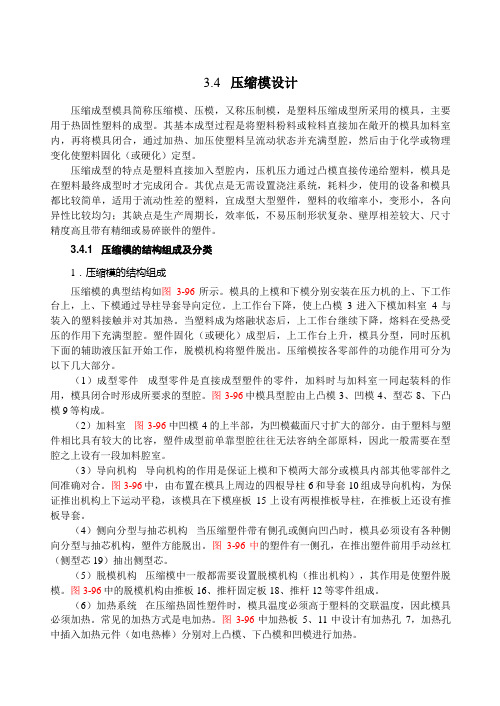
3.4.1 压缩模的结构组成及分类1.压缩模的结构组成压缩模的典型结构如图3-96所示。
模具的上模和下模分别安装在压力机的上、下工作台上,上、下模通过导柱导套导向定位。
上工作台下降,使上凸模3进入下模加料室4与装入的塑料接触并对其加热。
当塑料成为熔融状态后,上工作台继续下降,熔料在受热受压的作用下充满型腔。
塑件固化(或硬化)成型后,上工作台上升,模具分型,同时压机下面的辅助液压缸开始工作,脱模机构将塑件脱出。
压缩模按各零部件的功能作用可分为以下几大部分。
(1)成型零件成型零件是直接成型塑件的零件,加料时与加料室一同起装料的作用,模具闭合时形成所要求的型腔。
图3-96中模具型腔由上凸模3、凹模4、型芯8、下凸模9等构成。
(2)加料室图3-96中凹模4的上半部,为凹模截面尺寸扩大的部分。
由于塑料与塑件相比具有较大的比容,塑件成型前单靠型腔往往无法容纳全部原料,因此一般需要在型腔之上设有一段加料腔室。
(3)导向机构导向机构的作用是保证上模和下模两大部分或模具内部其他零部件之间准确对合。
图3-96中,由布置在模具上周边的四根导柱6和导套10组成导向机构,为保证推出机构上下运动平稳,该模具在下模座板15上设有两根推板导柱,在推板上还设有推板导套。

第四章压缩成型工艺与压缩模设计第一节压缩成型工艺⏹压缩模具又称压制模具或压塑模具(简称压模),主要用于成型热固性塑料,也可成型热塑性塑料。
⏹压缩模具没有浇注系统,直接将未塑化的塑料加入模腔,模具只能垂直安装。
一、压缩成型原理及特点将塑料加入高温的型腔和加料室,然后以一定的速度将模具闭合,塑料在热和压力的作用下熔融流动,并且很快地充满整个型腔,树脂和固化剂作用发生交联反应,生成不熔不溶的体型化合物,塑料因而固化,成为具有一定形状的制品,当制品完全定型并且具有最佳性能时,即开启模具取出制品。
压缩模塑原理图1—凸模固定板2—上凸模3—凹模4—下凸模5—凸模固定板6—垫板⏹与注射成型相比,压缩成型的优点是:⏹(1)没有浇注系统,料耗少,使用的设备为普通压力机,模具较简单,可以压制较大平面的塑件或利用多型腔模具,同时压制多个制品;⏹(2)压制时,由于塑料在型腔内直接受压成型,所以有利于模压成型流动性较差的或以纤维为填料的塑件,且塑件收缩小,变形小,各向性能较均匀;⏹但同时压缩成型也有着不可避免的缺点:⏹(1)生产周期长,效率低,特别是厚壁制品周期更长。
且不易压制形状复杂、壁厚相差较大的塑件;⏹(2)不易实现自动化,劳动强度较大,特别是移动式压缩模具。
由于模具要加热,原料常有粉尘纤维物飞扬,劳动条件差;⏹(3)塑件常有较厚溢边,且每模溢边值不同,因此会影响尺寸(尤其是高度尺寸)的准确性;⏹(4)厚壁制品和带有深孔、形状复杂的制品难于压制成型,不能压制带有精细和易断的嵌件的塑件;⏹(5)压缩模具要受到高温、高压的联合作用,对模具材料要求较高,重要零件均要进行热处理。
压缩成型中模具受到冲击较大,零件易磨损和变形,使用寿命较短,一般仅有20~30万次。
常见的用于压缩成型的塑料有:酚醛塑料、氨基塑料、不饱和聚酯塑料、聚酰亚胺等,其中酚醛塑料和氨基塑料使用最为广泛。
二、压缩成型工艺过程⏹1.压缩成型前的准备⏹(1)预压压缩成型前,为了成型时操作方便和提高塑件质量,可利用预压模具将粉状或纤维状的热固性塑料原料在预压机上压成重量一定、形状一致的锭料。

1名词解释1.注射成型:将粒状或粉状塑料从注射机的料斗送入高温的料筒内加热熔融塑化,使其成为粘流态熔体,然后在注射机柱塞或螺杆的高压推动下,以很大的流速通过喷嘴,注入模具型腔,经一定时间的保压冷却定型后,开启模具便可从型腔中脱出具有一定形状和尺寸塑料制件的成型方法,主要用于成型热塑性塑料件2.压缩成型:将粉状、粒状等的热固性塑料原料直接加入敞开的模具加料室内,然后在加热和加压的作用下,使塑料熔融充满型腔,并发生交联固化反应,硬化定型形成塑件,主要用于成型热固性塑料件3.压注成型:压注成型又称传递成型,其成型原理如图所示,先将固态成型物料加入加料腔内,使其受热软化转变为粘流态,并在压力机柱塞压力作用下,经过浇注系统充满型腔,塑料在型腔内继续受热受压,产生交联反应而固化定型4.挤出成型:挤出成型是将颗粒状塑料加入挤出机料筒内,经外部加热和料筒内螺杆机械作用而熔融成粘流态,并借助螺杆的旋转推进力使熔料通过机头里具有一定形状的孔道(口模),成为截面与口模形状相仿的连续体,经冷却凝固则得连续的塑料型材制品。
5.中空吹塑成型:将挤出或注射出来的熔融状态的管状坯料置于模具型腔内,借助压缩空气使管坯膨胀贴紧于模具型腔壁上,冷硬后获得中空塑件,这种成型方法称中空吹塑成型。
6.塑料:以高分子合成树脂为主要成份、在一定温度和压力下具有塑性和流动性,可被塑制成一定形状,且在一定条件下保持形状不变的材料。
7.热塑性塑料:具有线型分子链成支架型结构加热变软,冷却固化可逆的塑料。
8.热固性塑料:具有网状分子链结构加热软化,固化后不可逆。
9.塑化压力(背压)指螺杆式注射成型时,螺杆头部熔体在螺杆转动后退时所受到的阻力。
(背压一般不大于2MPa )10.注射压力:注射压力是指柱塞或螺杆顶部对塑料熔体所施加的压力。
11.保压压力型腔充满后,注射压力的作用在于对模内熔体的压实,此时的注射压力也可称为保压压力。
12.型腔压力型腔压力是注射压力在经过注射机喷嘴、模具的流道、浇口等的压力损失后,作用在型腔单位面积上的压力。
压缩成型原理及工艺压缩成型又称为压塑成型、压制成型等,是将粉状或松散粒状的固态塑料直接加入到模具中,通过加热、加压的方法使它们逐渐软化熔融,然后根据模腔形状成型、经固化成为塑件,主要用于成型热固性塑料。
与注射模相比,压缩模没有浇注系统,使用的设备和模具比较简单,主要应用于日用电器、电信仪表等热固性塑件的成型。
一压缩成型原理及特点压缩成型原理如图2-2所示。
成型时,先将粉状、粒状、碎屑状或纤维状的热固性塑料原料直接加入到敞开的模具加料室内,如图2-2а所示;然后合模加热,使塑料融化,在合模压力的作用下,熔融塑料充满型腔各处,如图2-2Ь所示;这时,型腔中的塑料产生化学交联反应,使熔融塑料逐步转变为不熔的硬化定型的塑件,最后脱模将塑件从模具中取出,如图2-2c 所示。
图2-2 压缩成型原理压缩成型主要用于热固性塑料的成型。
与注射成型相比,压缩成型的优点是:可以使用普通压力机进行生产;因压缩模没有浇注系统,所以模具结构比较简单;塑件内取向组织少,取向程度低,性能比较均匀;成型收缩率小;可以生产一些带有碎屑状、片状或长纤维状填充剂、流动性很差且难于用注射方法成型的塑件和面积很大、厚度较小的大型扁塑件。
压缩成型的缺点是:成型周期长、劳动强度大、生产环境差、生产操作多用手工而不易实现自动化;塑件经常带有溢料飞边,高度方向的尺寸精度不易控制;模具易磨损,使用寿命较短。
压缩成型也可以成型热塑性塑料。
在压缩成型热塑性塑料时,模具必须交替地进行加热和冷却,才能使塑料塑化和固化,故成型周期长,生产效率低,因此,它仅适用于成型光学性能要求高的有机玻璃镜片、不宜高温注射成型的硝酸纤维汽车驾驶盘以及一些流动性很差的热塑性塑料(如聚酰亚胺等)。
二压缩成型工艺1. 成型前的准备热固性塑料比较容易吸湿,贮存时易受潮,所以,在对塑料进行加工前应对其进行预热和干燥处理。
同时,又由于热固性塑料的比容比较大,因此,为了使成型过程顺利进行,有时还要先对塑料进行预压处理。
第六章压缩模具设计第一节压缩模的结构组成及类型一、压塑模具的基本结构典型的压缩模具结构如图6-1所示,它可分为固定于压力机上工作台的上模和下工作台的下模两大部分,两大部分靠导柱导向开合。
其工作原理为加料前先将侧型芯复位,加料合模后,热固性塑料在加料腔和型腔中受热受压,成为熔融状态而充满型腔,固化成型后开模。
开模时,上工作台上移,上凸模3脱离下模一段距离,侧型芯18用手工将其抽出,下液压缸工作,推板15推动推杆11将塑件1推出模外。
侧型芯复位后加料,接着又开始下一个压缩成型循环。
一般根据模具中各零件所起的作用,可将压缩模具细分为以下几个基本组成部分。
1.型腔型腔是直接成型制品的部位,加料时与加料腔一同起装料作用。
图6-1中的模具型腔由上凸模3、下凸模8、型芯7和凹模4等组成。
2.加料腔图6—1中指凹模4的上半部,图中为凹模断面尺寸扩大的部分,由于塑料与塑件相比具有较大的比容,塑件成型前单靠型腔往往无法容纳全部原料,因此在型腔之上设有一段加料腔。
3.导向机构图6—1中由布置在模具上周边的四根导柱6和导套9组成。
导向机构用来保证上下模合模的对中性。
为了保证推出机构上下运动平稳,该模具在下模座板14上设有两根推板导柱,在推板上还设有推板导套。
4.侧向分型抽芯机构在成型带有侧向凹凸或侧孔的塑件时,模具必须设有各种侧向分型抽芯机构,塑件方能脱出,图6—1中的塑件有一侧孔,在推出之前用手动丝杠抽出侧型芯18。
5.脱模机构固定式压缩模在模具上必须有脱模机构,图6—1中的脱模机构由推板15、推杆固定板17、推杆11等零件组成。
6.加热系统热固性塑料压塑成型需在较高的温度下进行,因此模具必须加热。
图6-1中加热板5、10的圆孔中插入电加热棒分别对上凸模、下凸模和凹模加热。
在压缩成型热塑性塑料时,在型腔周围开设温度控制通道,在塑化和定型阶段,分别通入蒸汽进行加热或通入冷水进行冷却。
图6—1 压缩模结构1—上模座板;2—螺钉;3—上凸模;4—加料腔(凹模);5、10—加热板;6—导柱;7—型芯;8—下凸模;9—导套;11—推杆;12—支承钉;13—垫块;14—下模座板;15—推板;16—拉杆;17—推杆固定板;18—侧型芯;19—型腔固定板;20—承压板二、压缩模具类型压缩模的分类方法很多,可按分型面特征分类,可按模具在液压机上的固定方式分类,也可按模具加料室的形式进行分类。