浅议锁渣阀的设计与应用
- 格式:doc
- 大小:72.00 KB
- 文档页数:4

- 40 -工 业 技 术煤焦制氢(简称POX)装置是以煤及石油焦为原料生产氢气,而生产氢气的装置对整个炼化企业是至关重要的。
POX 装置以水煤浆为原料在气化炉加压反应,气化后的煤渣在加压输送过程中,由于介质为高压煤粉及氮气,锁渣阀的阀体流道、球体、阀座及密封面必然会受到冲蚀和磨蚀,又由于在正常生产中锁渣阀的开关频率较高、压力和温度从高到低交替变化等因素,对锁渣阀的性能提出了较高的要求[1]。
1 POX 装置锁斗循环及相关阀门简介1.1 锁斗循环原理简介POX 装置的锁斗系统是一个定期收集和排放气化炉产出灰渣的水封体系,是确保气化炉连续运行的重要系统之一。
锁斗循环分为收渣、卸压、排渣和充压4个阶段(如图1所示),一个循环的时间大约为30 min [2]。
锁斗程序启动后,当排渣时间到时,锁斗进口阀关闭,锁斗循环泵入口关闭,循环阀打开,锁斗泵自身循环。
锁斗卸压阀打开,渣池溢流阀关闭,锁斗开始卸压,锁斗内压力卸至锁斗冲洗水罐12V103。
卸压后,关闭锁斗减压阀,打开自锁斗冲洗水罐12V103至锁斗的锁斗冲洗阀及自锁斗至渣池的锁斗出口阀,锁斗开始排渣。
排渣计时器开始计时,到达预定时间后,锁斗出口阀、锁斗冲洗阀关闭。
锁斗充压阀打开,用来自渣水处理单元高温热水泵13P101A/B 的高压灰水对锁斗进行充压。
当锁斗与气化炉之间的压差小于设定值时,充压阀关闭,锁斗进口阀重新打开。
与此同时,锁斗循环泵入口阀打开,循环阀关闭,锁斗开始收渣。
全部排渣循环(减压、排渣、充压)时间大约2 min。
锁斗循环重新开始。
为了保证气化炉安全运行, 锁斗顺控要求锁渣阀必须在10 s 内完成开启或关闭动作,否则,锁斗顺控程序将跳停,锁斗不能进行自动收渣、排渣。
1.2 锁斗相关阀门介绍一个气化炉典型的锁斗系统共需要配置24台锁渣阀(典型配置见表1),锁渣阀为固定球硬密封球阀,尺寸较大 (DN 450 mm / DN 400 mm),国内POX 装置基本以进口的ARGUS 阀体为主。

G1610锁渣、锁斗阀及冲洗水阀一、应用场合概述煤气化装置锁渣阀用于煤气化后煤渣的排放,煤气化装置条件非常苛刻,煤制油、煤改油、煤气化等煤化工项目对阀门的要求非常严格,要求阀门具有高耐磨耐冲刷、防结垢、防结疤、快速切断等功能。
高压(一般采用Class600至Class900压力级)、高温、介质(煤渣)硬度非常高、启闭频繁(半个小时动作一次)、口径大(一般为DN300~DN450)、启闭速度快(一般为3秒至10秒)、而且要求煤气化阀门的密封性能好,可靠性高。
煤气化炉锁斗阀是煤化工装置中关键的主力控制阀门,由于使用工况要求很高,所以对煤化工用阀门的技术要求难度很大。
煤化工专用锁渣、锁斗阀及冲洗水阀的介质为含用固态矿渣和灰分的高温渣水,不但对阀体的流道具有较大的冲蚀,对阀门的球体及阀座等动部件及密封面冲蚀和磨蚀更大,要求阀内件必须经过高技术的硬化处理使阀门具有较高的耐磨性能。
产品除了考虑硬化材质硬度外,更重要的考虑到硬化工艺,以达到除了硬度指数以外的其它指数达到要求,如:厚度、与基材结合力度、在温度骤变工况的硬度值及结合力、局部超大压力因素、局部大颗粒因素。
由于集渣和排渣的周期为30分钟,因此在正常生产中该阀的开关次数频繁,高压到低压,高温到低温的交替变化较大,要求阀门除标准产品具有的非常好的使用寿命和较高的密封等级外,更要考虑完全满足严酷工况的设计和制造,检测工艺。
二、遵循的行业规范和标准G1610锁渣阀是固定球阀,其结构设计和生产工艺遵循以下标准和规范ASME 名称B16.5 钢管法兰及法兰配件B16.10 阀门的面对面和端对端尺寸B16.34 阀门—法兰形端部、螺纹端及焊接端FCI 70-2 控制阀门阀座泄漏结构特征两体式阀体结构弹簧加载式阀座密封防阀杆喷出本质火灾安全动负载阀杆填料应用范围口径:12"/DN300;14"/DN350;16"/DN400;18"/DN450;压力:ANSI CLASS 600 900温度:-46℃~+500℃硬化处理:HVOF或热熔喷涂处理三、产品规格范围及简介G1610锁渣、锁斗阀及冲洗水阀1、阀体结构为两片全通径、金属密封固定球式球阀,整体式法兰。

阀门设计与优化简介本文档旨在介绍阀门设计与优化的方法和原则。
阀门是工业设备中重要的控制元件,其设计和优化对于确保设备的安全运行和性能提升非常重要。
设计原则1. 功能要求:阀门的设计首先需要满足功能要求,包括流量控制、压力调节、流体切断等。
根据具体的使用场景和要求,确定所需的功能性能指标。
功能要求:阀门的设计首先需要满足功能要求,包括流量控制、压力调节、流体切断等。
根据具体的使用场景和要求,确定所需的功能性能指标。
2. 材料选择:选择合适的材料对于阀门的性能和寿命有重要影响。
考虑到工作介质的特性、温度、压力等因素,选用耐腐蚀、高强度的材料,以确保阀门的长期稳定运行。
材料选择:选择合适的材料对于阀门的性能和寿命有重要影响。
考虑到工作介质的特性、温度、压力等因素,选用耐腐蚀、高强度的材料,以确保阀门的长期稳定运行。
3. 结构设计:阀门的结构设计要满足流体流动的要求,并确保可靠的密封性能。
结构设计需要考虑阀门的开关、调节机构等,以及与管路的连接方式和安装方便性。
结构设计:阀门的结构设计要满足流体流动的要求,并确保可靠的密封性能。
结构设计需要考虑阀门的开关、调节机构等,以及与管路的连接方式和安装方便性。
4. 流体力学分析:通过流体力学分析,可以评估阀门的流体性能,包括压力损失、流量特性等。
优化阀门的流体力学性能可以减小能量损失、提高控制精度。
流体力学分析:通过流体力学分析,可以评估阀门的流体性能,包括压力损失、流量特性等。
优化阀门的流体力学性能可以减小能量损失、提高控制精度。
5. 运动学分析:阀门的运动学分析可以评估阀门的开关速度、稳定性和振动情况。
进行运动学分析有助于优化阀门的运动特性,提高阀门的响应速度和稳定性。
运动学分析:阀门的运动学分析可以评估阀门的开关速度、稳定性和振动情况。
进行运动学分析有助于优化阀门的运动特性,提高阀门的响应速度和稳定性。
优化方法1. 材料优化:通过选用更先进的材料,如高温合金、陶瓷等,可以提高阀门的耐腐蚀性能和强度,延长阀门的使用寿命。
1概述锁渣阀,也称为锁斗阀。
水煤浆加压气化装置煤锁斗加压输送系统中锁渣阀介质为高压煤粉及氮气,不仅对阀体的流道存在较大的冲蚀,还对阀门的球体及阀座等动部件及密封面具有更大冲蚀和磨蚀,这无疑对阀门的耐磨性能提出了较高的要求,需对阀内件采取高技术的硬化处理。
基于此,该工况的产品不仅要考虑硬化材料的硬度,也应重视硬化工艺是否能够达到除硬度指数之外的其它指数要求,包括局部大颗粒因素、局部超压因素、在温度变化的工况硬度值与结合力、硬化层与基材的结合力度、硬化层厚度等。
由于煤粉输送的周期为30分钟,因此在正常生产中该锁渣阀开关频率,高压到低压,高温到低温的交替变化较大,要求锁渣阀门不仅要具备标准产品具备的各类性能及使用寿命,还应考虑严酷工况下是否依然能够发挥价值。
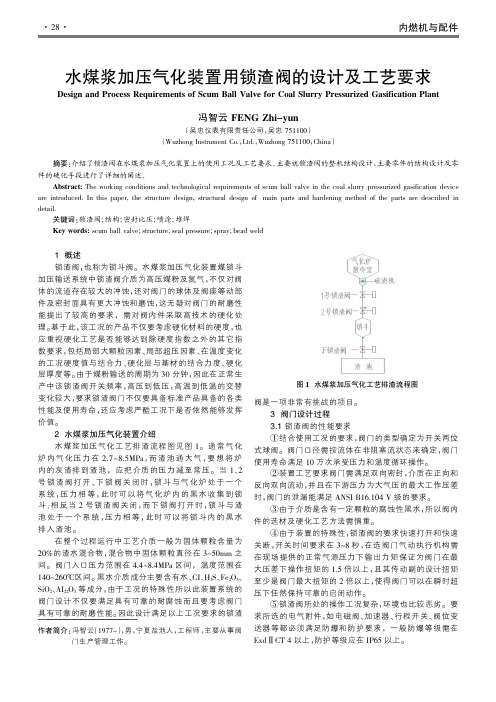
2水煤浆加压气化装置介绍水煤浆加压气化工艺排渣流程图见图1。
通常气化炉内气化压力在2.7~8.5MPa,而渣池通大气,要想将炉内的灰渣排到渣池,应把介质的压力减至常压。
当1、2号锁渣阀打开、下锁阀关闭时,锁斗与气化炉处于一个系统,压力相等,此时可以将气化炉内的黑水收集到锁斗;相反当2号锁渣阀关闭,而下锁阀打开时,锁斗与渣池处于一个系统,压力相等,此时可以将锁斗内的黑水排入渣池。
在整个过程运行中工艺介质一般为固体颗粒含量为20%的渣水混合物,混合物中固体颗粒直径在3~50mm之间。
阀门入口压力范围在4.4~8.4MPa区间,温度范围在140~260℃区间。
黑水介质成分主要含有水、CI、H2S、Fe2O3、SiO2、AI22O3等成分,由于工况的特殊性所以此装置系统的阀门设计不仅要满足具有可靠的耐腐蚀而且要考虑阀门具有可靠的耐磨性能。
因此设计满足以上工况要求的锁渣阀是一项非常有挑战的项目。
3阀门设计过程3.1锁渣阀的性能要求①结合使用工况的要求,阀门的类型确定为开关两位式球阀。
阀门口径需按流体在非阻塞流状态来确定,阀门使用寿命满足10万次承受压力和温度循环操作。
锁渣阀在水煤浆加压气化装置上的应用与国产化1 概述锁渣阀,也称之为锁斗阀,一般采用气动两位开关球阀,是液态排渣的水煤浆、多元料浆(以下统称水煤浆)和干煤粉气流床加压气化装置上最重要的阀门。
每台气化炉设置3台锁渣阀,气化炉激冷室或破渣机下部与锁斗相连的管道上,即锁斗入口侧有2台:XV08、XV09锁渣阀,通常称为上锁渣阀,其中,XV09锁渣阀受程序控制,大约每30min开关一次,而XV08锁渣阀常开、在线备用,以备XV09锁渣阀出现泄漏等故障随时投用。
当气化炉激冷室液位低,引起气化炉保安系统联锁动作时,XV08也联锁关闭,以防气化炉工艺气窜入锁斗系统,造成不良后果。
锁斗排放口有1台:XV10锁渣阀,通常称为下锁渣阀,该阀的下口与大气相通。
锁渣阀参加气化炉的排渣程序控制,受高温、高压灰渣的直接磨蚀,开关频繁,要求在高压差情况下,实现双向密封。
锁渣阀使用位置关键,技术要求高,造价昂贵,颇受业内人土关注。
2 水煤浆加压气化排渣系统分析2.1 工艺流程简介水煤浆加压气化工艺排渣系统流程示于图1。
气化炉内气化压力通常在2.7MPa~8.5MPa,而渣池通大气,要使炉内的灰渣排到渣池,必须将介质的压力减至常压。
当XV09锁渣阀打开、XV10锁渣阀关闭时,锁斗与气化炉处于一个系统,压力相等,此时可以将气化炉内的黑水收集到锁斗;相反,当XV09锁渣阀关闭,而XV10锁渣阀打开时,锁斗与渣池处于同一系统,压力相等,此时可以将锁斗内的黑水排入渣池。
2.2 锁渣阀使用工况2.2.1 阀门所通过的介质某操作压力6.5MPa、日投煤量750t的水煤浆气化装置,锁渣阀所通过的夹带灰渣约270℃的黑水:正常排渣时为10578kg/h,最大为13700kg/h,渣水混合,其中渣占50%,渣的粒度一般为:3mm~50mm。
黑水介质中含有水、Cl-、H2S、MgO、Fe2O3、SiO2、Al2O3等成分,过程具有化学腐蚀和机械磨蚀。
锁渣阀的技术文件(一)、结构特点:1、两体式设计2、固定球设计3、双阀座设计4、特殊的硬度处理工艺5、球、杆一体式设计6、阀座自刮削式设计(二)、性能特点:1、流体阻力小;2、开关迅速、方便;3、最小的磨损;4、扭矩小、开关灵活;5、最小的维护量;6、使用寿命较长。
(三)、设计特点:1、阀门采用两体固定球设计,相比浮动球,力矩较小,并且球杆采用一体式设计,保证了球体和阀的同心度。
2、球、杆又采用不同材质,球体采用F304,阀杆采用17-4PH,既保证了球的硬度处理的材质要求,又保证了阀杆的强度。
3、阀座弹簧选用:4、常用的弹簧形式有板簧、线弹簧。
板簧的力量较大,变形量小,而线弹簧容易被垃圾卡死,失去弹性。
故在弹簧形式的选择上选用了线弹簧外包氟橡胶,(本公司已申请专利,专利号为:ZL200420082322.7)。
弹簧外有橡胶包着就永远不会失去弹性。
氟橡胶的温度可以达到2600C,而弹簧的材料选用Inconel X 750。
5、阀门采用双阀座设计、双阀座采用阀座阀前密封,两个阀座均能独立切断进口端流体,双向都能满足密封要求。
6、球体选用F304,表面喷Ni60,硬度HRC58~60,厚度≥1mm, 阀座选用F304,喷焊Ni55,硬度≥HRC52~55,厚度≥1mm(由日本独资企业日本田岛公司喷涂)。
先进的处理工艺,能够保证阀门的使用寿命。
7、开关方便,900开关。
球阀在一般情况下只需要手柄转动900就完成了全开或全关动作。
8、阀座的密封及防砂结构:阀座与阀体的密封结构如图二所示采用二道密封,主密封为楔形密封垫,材料为柔性石墨,副密封为O形圈,材料为高温氟橡胶,楔形密封垫可以通过介质的压力使密封更加可靠。
阀座上还有两道防渣结构,一道为防止夹渣从阀体中腔流入阀座密封腔,另一道为防止夹渣从流道的内衬套流入阀座密封腔。
9.阀座采用金属宽带自刮削式结构,可对阀球表面实现自清洗,防止灰渣堵塞在密封面上锁渣阀的技术文件(一)、结构特点:1、两体式设计2、固定球设计3、双阀座设计4、特殊的硬度处理工艺5、球、杆一体式设计6、阀座自刮削式设计(二)、性能特点:1、流体阻力小;2、开关迅速、方便;3、最小的磨损;4、扭矩小、开关灵活;5、最小的维护量;6、使用寿命较长。
1概述锁渣阀,也称之为锁斗阀,一般采用气动两位开关球阀,是液态排渣的水煤浆、多元料浆(以下统称水煤浆)和干煤粉气流床加压气化装置上最重要的阀门。
每台气化炉设置3台锁渣阀,气化炉激冷室或破渣机下部与锁斗相连的管道上,即锁斗入口侧有2台:X V 08、X V 09锁渣阀,通常称为上锁渣阀,其中,X V 09锁渣阀受程序控制,大约每30m i n 开关一次,而X V 08锁渣阀常开、在线备用,以备X V 09锁渣阀出现泄漏等故障随时投用。
当气化炉激冷室液位低,引起气化炉保安系统联锁动作时,X V 08也联锁关闭,以防气化炉工艺气窜入锁斗系统,造成不良后果。
锁斗排放口有1台:X V 10锁渣阀,通常称为下锁渣阀,该阀的下口与大气相通。
锁渣阀参加气化炉的排渣程序控制,受高温、高压灰渣的直接磨蚀,开关频繁,要求在高压差情况下,实现双向密封。
锁渣阀使用位置关键,技术要求高,造价昂贵,颇受业内人士关注。
2水煤浆加压气化排渣系统分析2.1工艺流程简介水煤浆加压气化工艺排渣系统流程示于图1。
气化炉内气化压力通常在2.7M Pa ~8.5M P a ,而渣池通大气,要使炉内的灰渣排到渣池,必须将介质的压力减至常压。
当X V 09锁渣阀打开、X V 10锁渣阀关闭时,锁斗与气化炉处于一个系统,压力相等,此时可以将气化炉内的黑水收集到锁斗;相反,当X V 09锁渣阀关闭,而X V 10锁渣阀打开时,锁斗与渣池处于同一系统,压力相等,此时可以将锁斗内的黑水排入渣池。
2.2锁渣阀使用工况2.2.1阀门所通过的介质某操作压力6.5M Pa 、日投煤量750t 的水煤浆气化装置,锁渣阀所通过的夹带灰渣约℃的黑水正常排渣时为5,最大为3,渣水混合,其中渣占5%,渣的粒度一般为3~5。
黑水介质中含有水、、S 、M O 、F O 3、S O 、O 3等成锁渣阀在水煤浆加压气化装置上的应用与国产化周夏1邹宇2王彦海2(1.内蒙古三维煤化科技有限公司,鄂尔多斯010300;2.山东华鲁恒升化工股份有限公司,德州253024)收稿日期6作者简介周夏(6—),男,年毕业于山东工业大学,高级工程师,曾在山东华鲁恒升集团有限公司工作多年,主要从事大型煤制甲醇、合成氨技术管理工作。
浅议锁渣阀的设计与应用发布时间:2010-12-14 10:27:00 点击数:43德士古水煤浆气化工艺流程分为制浆系统、合成气系统、烧嘴冷却系统、锁斗系统、闪蒸和水处理系统等。
水煤浆气化工艺是在1350℃、40MPa以上的高温、高压条件下,使水煤浆和氧气进行氧化还原反应,使煤部分变成煤气。
煤气经过激冷水浴、洗涤、除尘制成水蒸汽饱和的合成气送出,而煤中部分未燃尽的碳和不可燃的灰分在高温下形成熔渣经水冷却和破渣机破碎,通过锁斗定期排入渣池。
德士古煤气化技术的应用至今已经有30多年的历史,该技术在中国也已经有着10多年的应用经验了,是目前国内所使用的较为成熟的煤气化技术。
随着国内煤化工产业的不断升温,德士古水煤浆加压气化制取水煤气的生产工艺被大量采用。
整个生产过程不仅存在高温、高压、易燃、易爆的气体介质和固体颗粒介质,还要求整个排渣集渣过程服从程序控制。
在锁斗系统中,调节阀用于具有高温、高压和高磨蚀等特点的集渣和排渣循环过程,开关频率高且在高压条件下具有严密密封性。
因此,锁渣阀必须具有完善的结构设计、合理的材料配置、良好的制造工艺和设备、先进的表面处理技术和免维护的高输出力矩的执行机构,以确保其安全、快速、连续不间断地长寿命工作。
一、锁斗系统工况特点锁斗系统主要由渣罐、锁渣阀、排渣阀、冲洗水罐等组成,并设置了一套复杂的自动循环控制系统,用于定期收集炉渣。
在排渣时锁斗和气化炉隔离锁斗循环分为减压、清洗、排渣和充压部分,每个循环约30min,保证在不中断气化炉运行的情况下定期排渣。
锁斗系统一般由4台阀门形成一组,其中2台阀门用于进口集渣和锁渣,一台阀门用于出口排渣,一台用于锁斗冲洗水切断。
在集渣时需给渣罐充压,渣罐压力与气化炉接近时打开锁渣阀。
集渣后,关闭锁渣阀门,对渣罐卸压,排到常压后打开排渣阀门。
排渣结束并冲洗完渣罐后,关闭排渣阀,然后对渣罐充压,依次重复循环。
在整个循环过程中运行的工艺介质一般为占20%固体颗粒的渣水混合物,混合物中固体颗粒最大的粒度可达50mm。
阀门入口压力一般为4.4MPa(最高达8.4MPa),温度为140~260℃。
(1)渣水混合物中具有无数大大小小的硬质颗粒掺杂在高速流体中流动,对阀门内件撞击并冲刷,使阀杆与轴孔、阀座与关闭件接触表面间产生严重摩擦,从而发生剧烈磨损,使阀门打不开或关不严。
(2)工况系统4.4~8.4MPa压力所形成的高速流体对阀门内件,如阀座、阀杆和关闭件等造成极大冲击,极易对内件表面快速冲蚀,使内件损坏。
(3)渣水混合物本身具有一定的腐蚀性,容易腐蚀被固体颗粒介质冲击破坏而暴露的新鲜表面,从而使阀门加速损坏。
(4)锁渣阀的口径一般为DN300及以上,口径较大,在高压力流体介质的作用下,对阀门密封面将形成较大的密封比压。
同时,阀门在高压状态下开启,而固体颗粒介质的摩擦阻力较大,容易造成阀门卡阻现象,因而阀门实际开启力矩远远大于一般流体介质在相同压力下的力矩。
(5)渣水混合物的灰渣极易积沉并粘附在关闭件表面,微小的灰渣甚至会侵入阀座组件的内部,造成阀座活动失效,使阀门泄漏甚至无法使用。
二、阀门结构设计锁渣阀采用的是金属硬密封固定式球阀结构(图1),该阀与其他球阀相比,有许多特点。
(1)采用全通径、防火和防静电设计。
通道圆整平滑,流道通畅,尽可能保证介质不积沉,同时进口通道表面增加保护层,耐冲刷。
(2)阀杆采用防尘、防脱出结构设计,并且结构设计确保阀杆只承受阀门启闭扭矩,介质的推力由支承座和下轴承担,使阀杆的受力情况大大改善,确保阀杆能够长期可靠地工作。
(3)采用双阀座双向密封设计,进口端阀座和出口端阀门可同时密封,确保了阀门的密封性能。
前端阀座采用阀前密封形式,后端阀座采用阀后密封形式,即使前端阀座密封失效,后端阀座仍能有效保持密封,也尽可能地减小了高压力流体对密封表面形成的高密封比压,降低了阀门的操作扭矩。
(4)阀座后面采用碟形弹簧加载,减少了圆柱形压缩弹簧容易受到微小灰渣的影响,而且在碟形弹簧两侧采用防尘圈进行保护,防止杂质及脏物进入到碟形弹簧腔体,有效防止碟形弹簧的失效。
(5)阀座与阀体结合处的通道加有保护套,进一步有效防止杂质进入阀座后面的弹簧腔体,确保碟形弹簧长期有效工作。
(6)阀座密封面两侧采用刮刀式结构设计,使球体及阀座在开关过程具有自清洁功能,有效防止球体和阀座间颗粒的积沉和粘附,确保阀门动作顺畅连续,不卡阻。
(7)具有中腔自动卸压功能结构设计,当阀门关闭后,阀腔内压力高于关闭压力时,能自动卸压至压力低的一侧,防止了中腔的异常升压,保证了阀门正常启闭。
(8)气动执行机构在现场提供的正常气源压力下的输出力矩保证为阀门在最大压差下操作扭矩的115倍以上,且其传动链的设计扭矩至少为阀门最大扭矩的2倍以上,使阀门在一般超压的情况下仍能保持稳定的启闭动作。
三、控制机构设计锁渣阀直接参与了锁斗系统的程序控制,因此对于执行机构及其附件的选型尤其重要,要求也很高。
其相关要求及主要选型如下:(1)执行机构必须是免维护的双作用气动执行装置。
(2)若锁斗系统发生故障,将导致联锁停车并对安全生产构成威胁,所以要求一旦发生意外(如停电或停气),阀门应自动处于关闭状态(FC)。
因此,阀门应自带储气罐,其储气量具有满足阀门2次以上的开关容量,所用电磁阀也应选用故障安全型的。
(3)在系统发生故障时,不仅要求阀门应自动处于关闭状态(FC),还应满足阀门开关全行程时间小于10s。
(4)锁渣阀所处的操作工况复杂,环境也比较恶劣。
要求所选的电气附件,如电磁阀、限位开关、阀位变送器等都必须有相适应的防爆和防护要求,一般防爆等级应在ExdⅡCT4以上,防护等级应在IP65以上。
(5)电磁阀本体、气源管路、现场压力指示表等的材质均应为不锈钢。
(6)限位开关和阀位变送器的输出信号为4~20mA,以方便对阀门全行程进行监控操作。
限位开关应使用无源接点以方便和ESD系统的连接。
为达到紧急切断和故障关阀(FC)的目的,其典型的气路控制如图2所示。
四、阀门设计计算为了保证阀门的密封性能、启闭动作顺畅、故障时紧急切断的有效性和长寿命使用,应对阀门的密封比压、最大开启力矩、阀杆扭转强度和储气罐的容积进行计算或校核。
1、密封比压阀座密封结构为双向密封结构,密封比压q为式中 D———阀座密封面与球体接触外径,mmD———阀座密封面与球体接触内径,mmD———后端阀座与阀体配合套筒外径,mmR———球体半径,mmα———密封中线与通道轴线之间的夹角q———密封面计算比压,MPaq———密封面必须比压,MPa[q]———密封面许用比压,MPaP———介质工作压力,MPa2、开启力矩锁渣球阀的扭矩值表现为两端高中间低的曲线状,开启和关闭阀门时扭矩较大,而当阀门处于关闭状态承受最大工作压力开启瞬间扭矩应为最大,所选气动执行机构在气源压力为0.4MPa时的输出力矩应为按下式计算数值的1.5倍以上。
阀门扭矩MQG为式中 M———阀杆最大扭矩,N·mM———球体与阀座密封面间的摩擦扭矩,N·mM———阀座对球体预紧力产生的摩擦扭矩,N·mM———由介质工作压力产生的摩擦扭矩,N·mM———填料与阀杆间的摩擦扭矩,N·mM———下轴轴承的摩擦扭矩,N·mf———球体与阀座密封面间的摩擦因数f———轴承摩擦因数F———阀杆与填料摩擦力,NΨ———系数,按h/b选取3、阀杆扭转强度按照设计的要求,阀杆截面积最小值在阀杆顶部与执行装置连接处,即对该直径d0处进行校核τ=M/W≤(τ)式中 M———气动执行装置的最大输出扭矩或阀门最大开启扭矩M的2倍,Nm(τ)———材料的许用应力,MPaW———断面d0的扭转截面系数4、储气罐容积储气罐内的气体量应能实现失气时锁渣阀的连续2次往返动作,即容积为式中V′———储气罐的容积,mV———气缸容积,mQ———单行程空气耗气量,m五、制造工艺分析锁斗系统的工艺介质具有高温、高压和高磨蚀等特点,同时渣水混合物具有一定的应力腐蚀倾向。
因此要求阀门材料应该耐腐蚀、耐冲刷、高强度,并应对球体、阀座等密封件进行适当的表面硬化处理,以达到较高硬度和高耐磨性。
(1)为避免阀门零部件发生应力腐蚀,所有内件材料应遵循NACEMR01-75规范。
(2)由于进口端阀门通道容易受到高速流体的冲刷,因此应喷涂硬质合金保护层,以避免快速磨蚀。
(3)阀杆、下轴除了承受扭转强度或介质压力外,还不可避免地受到介质中固体颗粒的磨蚀,因此应在与轴套的接触面堆焊或喷涂硬质合金。
(4)锁渣阀开关频繁,阀座和球体表面最容易受到冲刷和磨蚀。
据用户单位使用国外锁渣阀所得到的经验,球体和阀座密封表面硬度不能低于55HRC,同时还应保证硬化层应有一定的厚度且不能脱落。
根据目前国内所掌握的技术,可以采用热喷焊或超音速喷涂工艺加以实现。
(5)由于锁渣阀要求在高压下确保严密密封,因而球体和阀座应采用自动研磨机进行配对研磨以达到球体高的圆度、密封面的高吻合度和提高生产效率。
六、结论自2006年600Lb-12in和14in锁渣阀投入安徽淮化使用已连续运行至今仍启闭顺畅、密封性能完好,达到了国外同类产品的运行效果。
锁渣阀在德士古气化工艺生产中起着非常重要的作用,该阀门一旦发生故障将严重影响和制约生产。
因此,对于该调节阀包括气动执行机构及其附件的选型和配置、阀门的结构设计、材料选择、表面处理技术和生产制造工艺都提出极为严格的技术要求。
目前,锁渣阀己在安徽淮化、内蒙三维、鲁南化肥厂、滕州凤凰、国泰化工等单位投入运行和使用。
参考资料(1)陆培文。
实用阀门设计(M)。
北京:机械工业出版社,2002。
(2)杨源泉。
阀门设计手册(M)。
北京:机械工业出版社,1992。
(3)徐灏。
机械设计手册(M)。
北京:机械工业出版社,1991。
(4)徐炳辉。
气动手册(M)。
上海:上海科学技术工业出版社,2000。