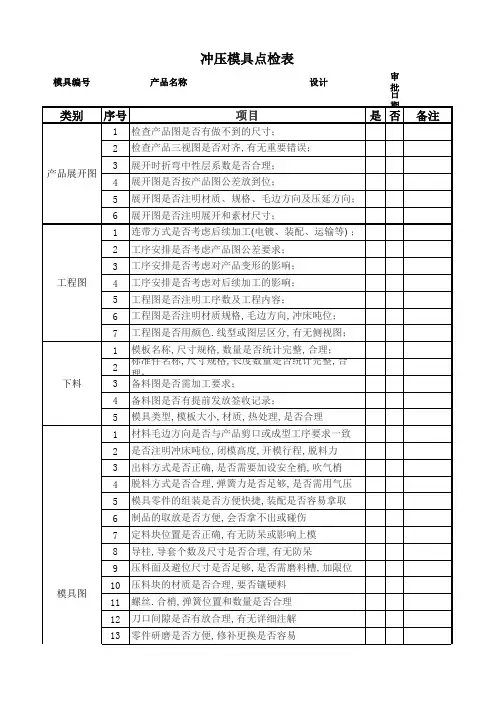
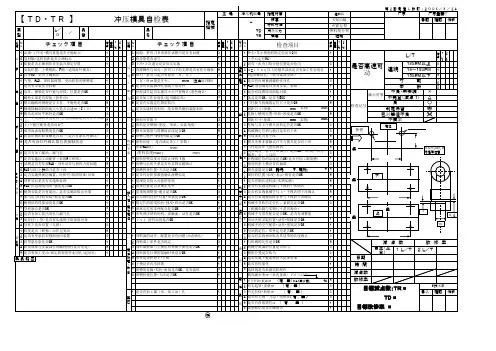
冲压模具生产点检表(连续模)
- 格式:pdf
- 大小:84.99 KB
- 文档页数:1

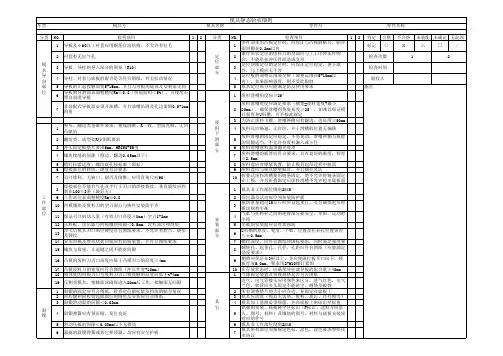


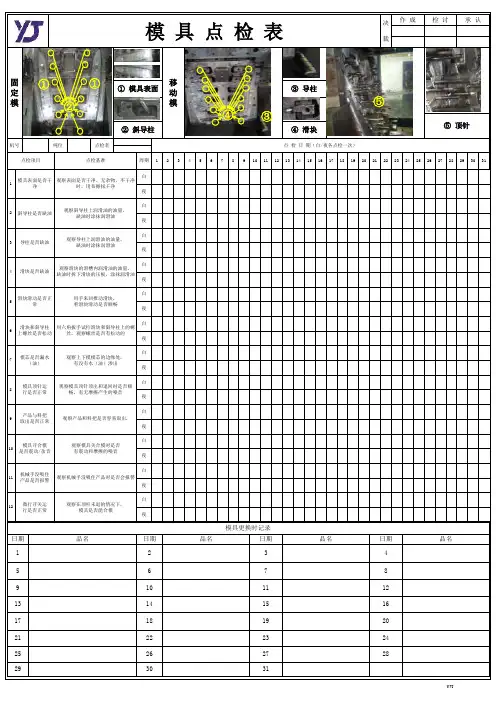
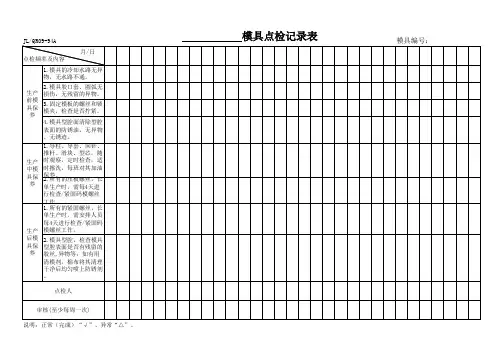
YJT/JL07-19⑤ 顶针③ 导柱④ 滑块模 具 点 检 表承 认检 讨作 成决 裁1112机械手没吸住产品是否报警微行开关运行是否正常观察在顶杆未退的情况下,模具是否能合模89模具顶针运行是否正常产品与料把取出是否正常101234白模芯是否漏水(油)用六角扳手试拧滑块和斜导柱上的螺丝,观察螺丝是否有松动的67观察上下模模芯的边缘处,有没有水(油)渗出5周期4夜白136123147891011122930312122232425262728151617181920观察模具顶针顶出和退回时是否顺畅,有无摩擦产生的噪音12日期品名白夜白4356879101211141618152322242721点检者172013日期品名日期品名机号吨位日期滑块滑动是否正常滑块和斜导柱上螺丝是否松动25用手来回推动滑块,看滑块滑动是否顺畅点 检 日 期(白/夜各点检一次)品名观察机械手没吸住产品时是否会报警模具更换时记录293031192628点检基准观察表面是否干净、无杂物,不干净时,用布擦拭干净观察斜导柱上润滑油的油量,缺油时涂抹润滑油观察导柱上润滑油的油量,缺油时涂抹润滑油观察滑块的滑槽内润滑油的油量,缺油时拆下滑块的压板,涂抹润滑油模具表面是否干净斜导柱是否缺油导柱是否缺油滑块是否缺油点检项目固定模① 模具表面移动模② 斜导柱模具开合模是否震动/杂音5观察产品和料把是否容易取出.观察模具关合模时是否有震动和摩擦的噪音夜白夜白夜白夜白夜白夜夜白夜白夜夜白①①②③④⑤。
模具点检记录表范本
以下是一个简单的模具点检记录表范本。
您可以根据实际需要进行修改。
模具点检记录表
记录日期: ____________
检查员: ____________
模具编号: ____________
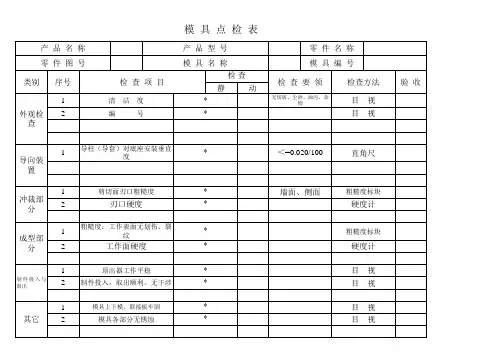
检查项目检查标准检查结果备注
1. 模具外观无明显划痕、裂纹或撞击痕迹
2. 锁模力在指定范围内
3. 定位环无磨损、松动
4. 冷却水道畅通无堵塞
5. 喷嘴状态无磨损、堵塞
6. 顶针状态无弯曲、断裂
7. 模腔表面无杂质、烧伤
8. 安全防护装置完好无损、有效
9. 润滑系统正常工作,无泄漏
10. 其他特殊要求如温度、湿度等
总体评价: ____________ (优、良、中、差)
建议措施: ________________________________________。