常减压装置的腐蚀及防护
- 格式:pdf
- 大小:2.51 MB
- 文档页数:77
原油之所以对装置具有一定的腐蚀性,主要是因为其中含有一定的盐、硫物质。
我国油田油品含有较高的硫,进口原油往往高酸高硫,所以原油生产中,常减压装置时刻处于腐蚀环境中。
另外石化工艺流程复杂,在高温高压环境中,腐蚀性介质可能会发生一系列化学反应,给设备带来更加严重的腐蚀环境。
实际化工生产中,常减压装置通常被作为第一加工装置,原油劣质化问题会首先反映到这类设备中,同时常减压设备会对原油进行脱盐脱硫处理,其工作效率也决定了原油是否会对后续设备带来腐蚀性影响。
可以说,加强对常减压装置腐蚀问题的分析,对于保持整套设备平稳运行具有积极的意义。
1、常减压装置中常见的腐蚀介质(1)化工腐蚀介质中,氯化物是非常常见的一种,原油经过初步的脱水处理后,依然会有少量的水残留下来,残留水分一般含有由氯化物构成的盐类成分,比如,氯化钠、氯化镁、氯化钙等,这些盐类成分受热后,会发生化学反应—水解反应,产生氯化氢,氯化氢具有强腐蚀性。
(2)硫化物也是一种常见的腐蚀性介质,一般来说,硫化物的腐蚀性的发挥往往受环境温度因素的影响。
原油中所含有的硫化物一般具有不稳定性,如果环境温度升高,这类硫化物就会分解生成分子量相对较小的硫化物。
原油生产中,元素硫与硫化氢之间可以相互转化,在转换过程中,硫化物分布在装置的不同部位,比如具有强腐蚀性的硫化氢一般聚集在装置低温部位,而硫元素则聚集在装置的高温部位。
(3)除了上述两种腐蚀性物质,有机酸、游离状态的氧、二氧化碳、水也会对常减压装置造成腐蚀性影响。
2、常减压装置腐蚀类型2.1 低温露点腐蚀引起这类腐蚀的主要原因是原油中含有盐类成分,主要发生在常减压蒸馏塔顶管部位以及初馏塔。
原油生产加工中,原油中的盐类物质发生水解反应,生成氯化氢,比如:在系统中,如果HCl以气体形式存在,其具有的腐蚀性几乎可以忽略,但是当氯化性进入到冷凝区后,遇到水,迅速溶于水形成稀盐酸,经测定,冷凝区域的稀盐酸浓度处于1%-2%,对于设备来说,系统内部就形成了强酸性腐蚀环境,继而给系统带来严重的腐蚀性影响。
常减压蒸馏装置腐蚀与防护随着社会的发展,石油需求量越来越大,炼油厂的工作量随之猛增,这对常减压蒸馏装置带去了极大的挑战。
加工高硫原油导致常减压蒸馏装置的防腐工作难度增大,而裝置的防护与企业经济效益息息相关。
本文对常减压蒸馏装置的腐蚀与防护进行了探讨,阐述了硫腐蚀特点、机理,装置腐蚀情况、原因,并对防护措施提出了建议。
标签:常减压蒸馏装置;装置腐蚀;防护措施石油需求量迅速增长导致中国进口原油量不断增加,这使相当一部分的炼油厂面临着加工高硫原油的问题。
原料硫含量的提高和大幅波动使装置腐蚀问题更加严重,为此,研究硫腐蚀的特点、机理,分析装置腐蚀情况、腐蚀原因,有针对性的制定防护措施是企业必须重视的工作内容,具有很重要的现实意义。
1 硫腐蚀特点及其机理1.1 腐蚀特点原油中所含的硫分有两种,一种是活性硫,能通过直接与金属作用而腐蚀装置,如硫化氢;一种是非活性硫,不能直接作用于金属,但可以在高温高压等条件下转化为活性硫。
原油中硫分对炼油装置的腐蚀作用存在于炼油的整个过程。
原油硫含量与其对装置的腐蚀度之间对应关系并不精确,腐蚀度主要取决于硫分的种类、含量、稳定性。
对装置有腐蚀作用的硫分是单质硫等活性硫,原油中活性硫的含量与装置腐蚀强度成正比,但油中非活性硫在容易转化成活性硫的环境下也会严重腐蚀装置。
硫腐蚀的腐蚀对象多,腐蚀环境多元,硫分之间的转化复杂,增加了防护工作难度。
1.2 腐蚀机理如果将原油加热温度作为划分标准,常减压蒸馏过程可分为220~240℃、355~365℃、390~400℃三个阶段。
第一阶段发生在初馏塔,第二阶段在常压塔进行,这两个阶段中原油中存在硫化氢、氯化氢、水蒸气,发生硫化氢—水蒸气—氯化氢型腐蚀;第三阶段在减压塔中进行,温度升至400℃左右,油中非活性硫分解,活性硫含量增加,装置腐蚀更加严重。
即低温部位装置腐蚀类型为硫化氢—水蒸气—氯化氢型,高温部位发生的腐蚀则主要为活性硫造成的腐蚀。
收稿日期:2002-10-17。
作者简介:赵培录,山东省安丘人,1964年出生,1986年毕业于青岛化工学院机械系,高级工程师,现任中国石化股份公司济南分公司副经理。
1992年参加了催化裂解的工业放大试验,并获得原“中国石油化工总公司”颁发的当年度科学进步特等奖。
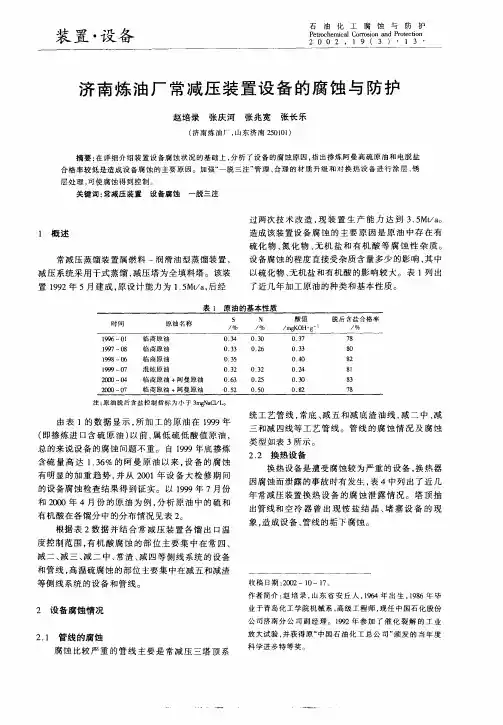
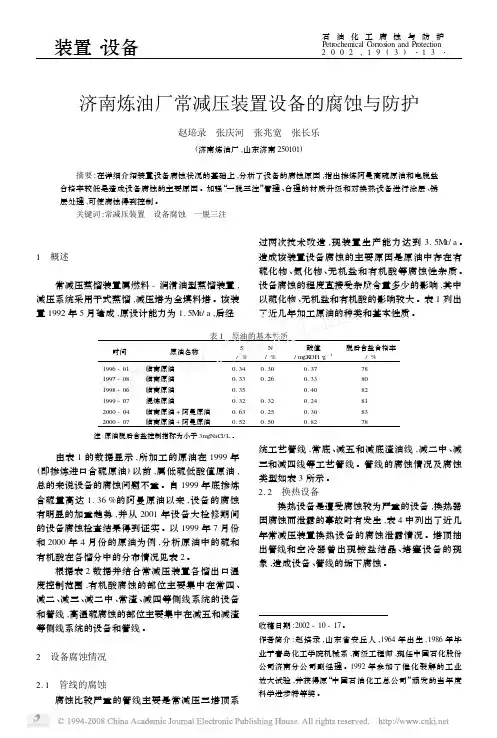
济南炼油厂常减压装置设备的腐蚀与防护赵培录 张庆河 张兆宽 张长乐(济南炼油厂,山东济南250101)摘要:在详细介绍装置设备腐蚀状况的基础上,分析了设备的腐蚀原因,指出掺炼阿曼高硫原油和电脱盐合格率较低是造成设备腐蚀的主要原因。
加强“一脱三注”管理、合理的材质升级和对换热设备进行涂层、锈层处理,可使腐蚀得到控制。
关键词:常减压装置 设备腐蚀 一脱三注1 概述 常减压蒸馏装置属燃料-润滑油型蒸馏装置,减压系统采用干式蒸馏,减压塔为全填料塔。
该装置1992年5月建成,原设计能力为1.5Mt/a ,后经过两次技术改造,现装置生产能力达到3.5Mt/a 。
造成该装置设备腐蚀的主要原因是原油中存在有硫化物、氮化物、无机盐和有机酸等腐蚀性杂质。
设备腐蚀的程度直接受杂质含量多少的影响,其中以硫化物、无机盐和有机酸的影响较大。
表1列出了近几年加工原油的种类和基本性质。
表1 原油的基本性质时间原油名称S /%N /%酸值/mgK OH ・g -1脱后含盐合格率/%1996-01临商原油0.340.30 0.37 781997-08临商原油0.330.26 0.33 801998-06临商原油0.35 0.40 821999-07混炼原油0.320.32 0.24 812000-04临商原油+阿曼原油0.630.25 0.30 832000-07临商原油+阿曼原油0.520.50 0.82 78 注:原油脱后含盐控制指标为小于3mgNaCl/L 。
由表1的数据显示,所加工的原油在1999年(即掺炼进口含硫原油)以前,属低硫低酸值原油,总的来说设备的腐蚀问题不重。
常减压装置的腐蚀与防护常减压装置是对原油一次加工的蒸馏装置,即将原油分馏成汽油、煤油、柴油、蜡油、渣油等组分的加工装置,常减压蒸馏是原油加工的第一步,并为以后的二次加工提供原料,所以常减压装置是炼油厂的“龙头”。
原油经换热,达到一定温度后,注水和破乳剂,进入电脱盐脱水罐,脱盐后的原油进入另一组换热器,与系统中高温热源换热后,进入常压炉(有的装置设有初馏塔或闪蒸塔,闪蒸出部分轻组分后再进入常压炉)。
达到一定温度(370℃)后,经转油线进入常压分馏塔。
在常压塔内将原油分馏成汽油、煤油、柴油,有时还有部分蜡油以及常压重油等组分。
产品经必要的电化学精制后进入贮槽。
常压重油经塔底泵送入减压塔加热炉加热(395℃)后,经转油线进入减压分馏塔,减压塔汽化段压力为80-100mm汞柱,有3-4个侧线,作为制造润滑油或二次加工的原料,塔底油可送往延迟焦化,氧化沥青或渣油加氢裂化等装置。
1.1低温(≤120℃)H2S-HCl-H2O型腐蚀H2S-HCl-H2O型腐蚀主要发生在蒸馏装置的塔顶及冷凝冷却器系统。
对于碳钢为均匀腐蚀,0Cr13钢为点蚀,奥氏体不锈钢则为氯化物应力腐蚀开裂。
氯化氢和硫化氢在没有液态水时对设备腐蚀很轻,或基本无腐蚀(如常压塔顶部封头及常顶馏出线气相部位)。
但在气液相变部位,出现露水之后,则形成H2S-HCl-H2O型腐蚀介质,对设备造成严重腐蚀。
H2S-HCl-H2O型腐蚀环境主要影响因素为:Cl-、pH值。
Cl-浓度:在H2S-HCl-H2O型腐蚀环境中,HCl的腐蚀是主要的。
HCl来源于原油中的氯盐水解。
另外,由于原油的深度开采,一些油田添加剂也成为HCl的主要来源之一。
pH值:由于氯化物的水解以及原油中硫化氢的逸出,在蒸馏装置塔顶低温露点部位形成强酸性腐蚀环境,pH值为2-3。
如某厂第一套常减压装置投产时,加工原油的含盐量达80mg/l,此状况下常顶空冷开工仅二个月就出现穿孔泄漏,入口弯头处的腐蚀率达15.5mm/a,直管段的腐蚀率达1.54mm/a。
常减压装置腐蚀分析与防护措施摘要原油的重质化和高含硫特性对炼油装置的腐蚀日趋严重,影响了常减压装置的长周期运行。
通过分析常减压蒸馏装置的腐蚀原因,并针对低温和高温2种腐蚀环境,提出了设备、管道材质选用和相关的防护措施。
关键词:常减压,腐蚀,选材,防护措施1 常减压装置腐蚀原因分析 [1]1.1腐蚀原因分析常减压装置的设备和管道腐蚀主要表现为化学腐蚀和电化学腐蚀。
化学腐蚀主要发生在高温部位(240℃~450℃),电化学腐蚀主要发生在低温部分(150℃),每类腐蚀由于HCl 和HCN等介质的作用存在多种腐蚀情况。
1.1.1低温部位的腐蚀低温下的HCl-H2S-H2O腐蚀。
原油中含有一定的无机盐、氯化物、硫化物。
无机盐在常压炉出口360℃的温度下,MgCl2、CaCl2和NaCl水解,产生盐酸。
由于水的存在而形成“稀盐酸腐蚀”,原油中硫化物分解产生H2S,会盐酸的腐蚀速度H2S和HCl会上升到常压塔、减压塔和初馏塔的塔顶,与塔顶金属设备表面进行反应,对塔顶的塔体、塔盘等进行腐蚀。
当H2S和HCl经过冷换设备后温度下降到露点以下,冷凝区出现液体水时,HCl会溶于水中成为盐酸,在冷换设备壳层形成HCl-H2S-H2O腐蚀。
这类循环腐蚀对于碳钢为均匀腐蚀,对于0Cr13钢为点蚀,对于奥氏体不锈钢为氯化物应力腐蚀开裂。
1.1.2 高温部位的腐蚀高温腐蚀主要包括高温硫腐蚀和高温环烷酸腐蚀。
(1)高温硫腐蚀。
原油中的硫主要是非活性硫,它与金属一般不会直接发生反应造成腐蚀,非活性形成的硫化亚铁在金属表面会形成半保护性膜。
在340℃~400℃时,硫化氢可分解产生H2和活性很高的单质硫,促进腐蚀发生。
当在420℃~480℃时,高温硫对设备腐蚀最快。
(2)高温环烷酸腐蚀。
环烷酸是有机酸的总称,包括环烷酸、脂肪酸、芳香酸以及酚类,以环烷酸含量最多,故一般称石油中的酸为环烷酸,其沸点约在177℃~343℃。
高温环烷酸腐蚀特点:发生在酸值>0.5 mg KOH/g、温度在220℃~400℃之间的高流速介质中。