常减压装置的腐蚀状况分析
- 格式:pdf
- 大小:148.23 KB
- 文档页数:5
特#设备安全风险评估与安全分析常减压装置常压塔顶腐蚀原因分析与防护鞠舰波(中国特种设备检测研究院北京100029)主商要:本文以某炼油厂常减压塔顶冷凝冷却系统为研究对象,对该系统发生腐蚀泄漏进行原因分析。
通过分析其腐蚀原因,提出了控制腐蚀的措施和方法,从而达到设备长周期运转的目的。
关键词:常减压装置腐蚀分析泄漏Cause Analysis and Protection of Top Corrosion of Atmospheric Pressure Towerin an Atmospheric and Vacuum DeviceJu Jianbo(China Special Equipment Inspection&Research Institute Beijing100029) Abstract This paper takes the condensation and cooling system on the atmospheric and vacuum tower top of a refinery as the research object,and analyzes the corrosion cause of the corrosion leakage of the system.By analyzing the reason of corrosion,the measures and methods to control corrosion are put forward,so as to achieve the purpose of long cycle operation of equipment.Keywords Atmospheric and vacuum equipment Corrosion analysis Leakage中图分类号:X933.4 文献标志码:B文章编号:1673-257X(2022)(M-0070-03 DOI:10.3969/j.issn.1673-257X.2022.01.016随着国内各企业炼制劣质原油数量的增加,常减 压装置的腐蚀逐渐加重,由此带来的不利影响亦越来 越明显,因此开展劣质原油加工过程中的腐蚀特征 及防护技术研究成为-件刻不容缓的课题。
炼油厂常减压装置常见腐蚀与防护措施探析摘要:炼油厂常减压装置是炼油工艺中关键的环节,负责对原油进行初步加工。
然而,由于原油成分复杂和加工过程中温度、压力等条件的变化,装置部件容易受到腐蚀的影响。
腐蚀会导致设备损坏、生产效率降低,甚至可能引发安全事故。
因此,了解常减压装置的常见腐蚀类型及防护措施具有重要意义。
关键词:炼油厂;常减压装置;常见腐蚀;防护措施引言常减压装置作为炼油厂的“龙头”装置,是原油加工的第一道工序。
原油劣质带来的问题首先反映在常减压装置上,使装置的生产、安全、设备受到严重威胁,对下游装置也会产生不良影响。
为解决这一问题,要加强对常减压装置腐蚀与防护措施的管理,从而有效缓解常减压装置的腐蚀,避免出现严重的生产安全事故,确保装置安全、平稳、长周期运行。
1炼油厂常减压装置腐蚀机理(1)化学腐蚀:化学腐蚀是由于金属与周围介质(如气体、液体或固态沉积物)直接发生化学反应而引起的。
在炼油厂常减压装置中,化学腐蚀主要发生在高温、高压的环境下。
常见的化学腐蚀介质有硫化氢、氢氧化物、有机酸、无机酸等。
化学腐蚀的速率受到温度、压力、金属材料、腐蚀介质成分等多方面因素的影响。
(2)电化学腐蚀:电化学腐蚀是金属在电化学作用下发生的腐蚀现象。
在炼油厂常减压装置中,电化学腐蚀主要发生在金属与电解质溶液接触的部位。
电化学腐蚀的类型包括析氢腐蚀、吸氧腐蚀等。
电化学腐蚀的严重程度受到电解质溶液的成分、金属材料的耐腐蚀性、环境温度和湿度等因素的影响。
(3)微生物腐蚀:微生物腐蚀是由于微生物生长活动引起的金属腐蚀。
在炼油厂常减压装置中,微生物腐蚀主要发生在含有微生物的介质中。
微生物腐蚀的类型包括厌氧腐蚀、好氧腐蚀等。
微生物腐蚀的严重程度受到微生物种类、生长环境、金属材料等因素的影响。
2炼油厂常减压装置腐蚀的主要原因2.1原油中的腐蚀性物质原油中含有的硫、酸、氯等腐蚀性物质在加工过程中会对设备产生腐蚀。
尤其是高硫、高酸原油,其腐蚀性更强,容易导致设备表面的金属材料脱落。
95前言随着加工原油的劣质化,原油中硫、氯含量和酸值升高给常减压蒸馏装置带来的腐蚀问题已严重影响装置的安全平稳运行。
一、常减压装置存在的腐蚀1.低温部位腐蚀低温部位腐蚀主要集中在初馏塔、常压塔顶的挥发线上,主要有HCl腐蚀、湿H 2S腐蚀、NH 4Cl盐垢下腐蚀等。
(1)HCl腐蚀原油中的MgCl 2和CaCl 2在水中容易水解生成HCl,HCl在塔内高于水露点温度不会导致金属材料腐蚀问题,在等于或低于水露点的温度,HCl溶于水形成盐酸,对金属材料会发生强烈的腐蚀作用。
塔内初凝区是腐蚀性最强的环境,由于液态水刚刚生成,气态HCl溶于水滴生成浓度很高的盐酸,此处pH值可低至1~2,对塔壁或管线会造成强烈腐蚀。
常减压装置中塔顶挥发线注水点后和塔顶油气第一台换热器就属于上述初凝区,塔顶注水点通常注入温度不高的净化水,若注入水后水易液态的形式存在于塔顶,将可能造成塔顶露点腐蚀;而塔顶油气第一台换热器,如本装置初顶换热器(E-54)、常顶换热器(E-1),均给原油进行加热,将原油温度由45℃升高到78~82℃,而塔顶油气也由110~135℃冷却到80℃左右,回收了塔顶油气中的显热和相变热,但由于换热器管程中有相变的发生,易形成高浓度的盐酸小水滴,将对换热器管束造成点蚀或坑蚀。
(2)H 2S腐蚀H 2S腐蚀是减压塔顶和冷凝冷却部位的主要腐蚀,H 2S 主要来源是加工过程中的硫化物分解而形成。
低温段的H 2S腐蚀主要表现为均匀性腐蚀及湿H 2S应力性腐蚀开裂。
湿H 2S应力腐蚀开裂有氢鼓泡、氢至开裂、硫化物的应力腐蚀开裂及应力向导氢开裂。
一定温度时。
在硫化氢、水和氯化氢共同存在的相互作用下,会促进腐蚀加剧。
(3)NH 4Cl盐垢下腐蚀电脱盐后,原油、中和剂及注水(净化水)中氮化物部分转化为NH 3,原油中的无机氯(主要是CaCl 2、MgCl 2)和有机氯转化为HCl,在常压塔顶操作温度低于NH 4Cl盐结晶温度时,则NH 3和HCl从气相直接结晶生成NH 4Cl盐。
常减压塔腐蚀状况及防腐蚀对策摘要:大部分进口原油均是含硫、高硫原油和高酸原油。
由于长期加工该种原油,严重影响常减压蒸馏装置设备的正常运行,许多装置因腐蚀减薄而引起泄露、火灾或非计划停工,特别是高温部位尤其严重,直接威胁着常减压蒸馏装置的安全生产,对长周期运行造成极大的隐患。
因此需要加强对常减压塔腐蚀状况及防腐蚀对策分析。
关键词:减压塔;腐蚀因素;防腐对策前言常减压蒸馏装置是对原油进行蒸馏加工的装置,利用原油混合物中汽油、煤油、柴油、蜡油、渣油等物质沸点的不同,将其分离,并提供给二次加工装置。
因此,常减压蒸馏装置的处理量往往也代表着炼油厂的处理量,在炼油厂中处于至关重要的位置。
近年来,原油的劣质化让国内炼油厂加工高硫高酸原油的比例越来越大,使得常减压蒸馏装置的腐蚀问题日益突出,严重影响了常减压蒸馏装置乃至整个炼油厂的长周期安全稳定运行。
对设备进行腐蚀调查,并将调查结果汇总后进行分析,以便于设备的日常维护与定期检修,并给本领域技术人员提供参考。
1常减压塔概述1.1常减压塔的原理常减压塔的工作原理基于物理学中的节流原理和相分离原理。
当高压气体或流体通过减压阀进入减压塔内部时,流体经过节流装置,使其速度增加,而压力则降低。
随着流体的流速增加,其动能增大,从而减小了静压能,实现了压力的降低。
在减压塔内部,由于压力的降低,液相和气相发生相分离作用,液相被留在塔底,气相则从塔顶排出。
1.2常减压塔的结构组成(1)塔体:常减压塔通常采用立式圆筒形结构,具有足够的强度和密封性。
塔体内部设有塔板,用于引导流体进行分离。
(2)塔板:位于常减压塔内的水平平台,通过塔板上的孔洞来引导和分离流体。
常见的塔板类型有穿孔板、筛板等。
(3)减压阀:常减压塔中的减压阀用于限制流体进入塔体的流速,并实现压力的降低。
减压阀可以采用多种类型,如活塞式、膜片式等。
(4)进料装置:用于将高压气体或流体引入常减压塔内,通常由进料管道、阀门和控制系统组成。
常减压装置腐蚀及应对措施摘要:分析了常减压装置在加工含硫原油过程中设备的腐蚀的原因。
并结合装置装置实际情况提出了防腐措施。
关键词:常减压装置硫化物环烷酸腐蚀措施1前言在炼油厂常减压装置中,设备的腐蚀经常出现,特别随着原油性质的逐渐变差,尤其是原油中含硫、盐及酸值的升高,加速了低温轻油、高温重油部位的腐蚀。
高温高硫渣油的液相腐蚀导致工艺管线穿孔、高温渣油喷出而发生火灾事故。
因此加强设备腐蚀部位的分析,研究蒸馏腐蚀机理,制定相应的防腐措施,对安全生产意义重大。
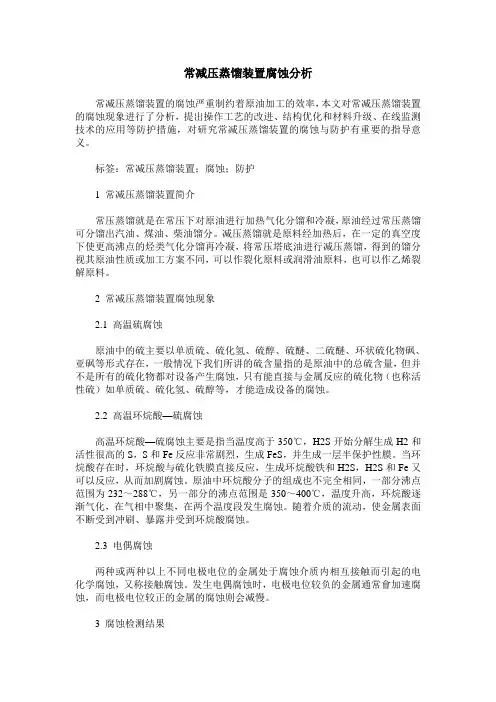
2原油中硫的分布原油在一次加工过程中,硫化物一般的分布规律是:馏份越轻,硫含量越低;馏份越重,硫含量越高。
原油中90%的硫都集中在占原油40%―60%的常压重油中。
以乌鲁木齐石化公司二套常减压装置加工的原油为例,原油中硫的分布如表-1。
二套常减压装置加工的原油,主要有哈萨克斯垣、吐哈、东疆和双宇等油种。
哈萨克斯垣原油高含硫、高酸值,属于轻质含硫中间基原油,东疆原油含硫较低,属于低硫中间基原油,塔河原油硫含量高、重金属含量高,属于含硫中间基原油。
表-1常减压装置硫分布情况介质检测部位硫含量,% 备注原油原油0.62铂料初顶线0.010铂料常顶线0.011柴油常一线0.08柴油常二线0.17柴油常三线0.34蜡油常四线0.47柴油常一中0.22柴油常二中0.35瓦斯初常顶瓦斯线0.28 H2S瓦斯减顶瓦斯线 6.29 H2S蜡油减一线0.23蜡油减二线0.63蜡油减三线0.72蜡油减四线0.65减渣减渣线0.81注:原油为哈萨克斯垣原油、吐哈原油、东疆油、爱美克原油的混合油乌鲁木齐石化公司炼油厂加工的原油硫含量及环烷酸含量都较高,尤其是大比例掺炼哈萨克斯斯垣原油后,腐蚀较以前的低硫原油时明显加剧。
如放置在常压塔底的碳钢挂片腐蚀速率,由加工低硫原油时的0.07mm/a增长到加工含硫原油时的0.15mm/a;不锈钢挂片腐蚀速率,也由0.004mm/a增长到加工混合原油时的0.06mm/a。
常减压蒸馏装置腐蚀分析常减压蒸馏装置的腐蚀严重制约着原油加工的效率,本文对常减压蒸馏装置的腐蚀现象进行了分析,提出操作工艺的改进、结构优化和材料升级、在线监测技术的应用等防护措施,对研究常减压蒸馏装置的腐蚀与防护有重要的指导意义。
标签:常减压蒸馏装置;腐蚀;防护1 常减压蒸馏装置简介常压蒸馏就是在常压下对原油进行加热气化分馏和冷凝,原油经过常压蒸馏可分馏出汽油、煤油、柴油馏分。
减压蒸馏就是原料经加热后,在一定的真空度下使更高沸点的烃类气化分馏再冷凝,将常压塔底油进行减压蒸馏,得到的馏分视其原油性质或加工方案不同,可以作裂化原料或润滑油原料,也可以作乙烯裂解原料。
2 常减压蒸馏装置腐蚀现象2.1 高温硫腐蚀原油中的硫主要以单质硫、硫化氢、硫醇、硫醚、二硫醚、环状硫化物砜、亚砜等形式存在,一般情况下我们所讲的硫含量指的是原油中的总硫含量,但并不是所有的硫化物都对设备产生腐蚀,只有能直接与金属反应的硫化物(也称活性硫)如单质硫、硫化氢、硫醇等,才能造成设备的腐蚀。
2.2 高温环烷酸—硫腐蚀高温环烷酸—硫腐蚀主要是指当温度高于350℃,H2S开始分解生成H2和活性很高的S,S和Fe反应非常剧烈,生成FeS,并生成一层半保护性膜。
当环烷酸存在时,环烷酸与硫化铁膜直接反应,生成环烷酸铁和H2S,H2S和Fe又可以反应,从而加剧腐蚀。
原油中环烷酸分子的组成也不完全相同,一部分沸点范围为232~288℃,另一部分的沸点范围是350~400℃,温度升高,环烷酸逐渐气化,在气相中聚集,在两个温度段发生腐蚀。
随着介质的流动,使金属表面不断受到冲刷、暴露并受到环烷酸腐蚀。
2.3 电偶腐蚀两种或两种以上不同电极电位的金属处于腐蚀介质内相互接触而引起的电化学腐蚀,又称接触腐蚀。
发生电偶腐蚀时,电极电位较负的金属通常會加速腐蚀,而电极电位较正的金属的腐蚀则会减慢。
3 腐蚀检测结果3.1 超声波测厚通过超声波测厚数据来看,塔除了两个腐蚀穿孔外,其余部分的厚度均在14.5mm左右。

炼油常减压装置常顶系统腐蚀分析及防护摘要为了进一步迎合时代发展的需要,满足社会发展的能源需求,我国的能源单位积极开展炼油工作。
作为常见的炼油装置,炼油常减压装置的质量往往对系统运行的质量产生较大的影响。
基于此,技术人员在相关作业的过程中加强了对于该装置的合理化运用,并针对设备的腐蚀问题展开科学的防护措施,确保各项效益的稳步取得。
关键词炼油;常减压装置;常顶系统;腐蚀分析;防护措施目前,我国的能源企业在进行高硫原油的加工作业的过程中,往往借助常减压装置进行相关的系统处理。
但在具体的操作过程中,由于技术人员的维护作业存在差异性以及不到位,继而导致系统出现了不同程度的腐蚀状况,并诱发了装置的泄露问题。
基于此,技术人员在实际作业过程中加强了对于腐蚀问题的分析,并采取掺炼比例调整等措施促进问题的解决,实现设备防腐效果的进一步提升。
1 系统腐蚀概述1.1 腐蚀机理目前,能源企业在进行原油加热处理的过程中,往往因为生产工艺的影响而产生过HCl与H2S。
尽管该类气体的腐蚀性较小,但是其一旦与水汽接触,往往会形成腐蚀性较强的HCl-H2S-H2O腐蚀环境,最终导致设备在运行的过程中出现不同程度的腐蚀问题[1]。
事实上,HCl气体一旦产生,往往会与设备中的铁产生化学反应,并由此实现对于H2S与Fe产物FeS的溶解。
不仅如此,该类反应的进行往往会进一步增强设备的腐蚀速度。
1.2 原因分析目前,我国的能源企业在进行原油加工的过程中,往往出现了采用劣质化原油的状况,且加工原料切换频繁,故而导致设备中的硫元素以及盐分的含量的不断上升。
事实上,硫与氯含量的上升,也进一步导致了塔顶系统腐蚀程度的增强。
此外,在借助常减压装置进行原油提炼的过程中,技术人员普遍借助电脱盐工艺进行原油中各类腐蚀元素的清除。
但事实上,该系统在运行的过程中只能够进行原油中无机氯的去除,但是却缺乏必要的有机脱除能力,故而导致装置出现不同程度的腐蚀状况[2]。
二套常减压装置环烷酸腐蚀分析与防护中国化工昌邑石化公司二套常减压装置近期加工高酸原油性质较差,马瑞原油酸值高达2.02 mgKOH/g,FRADE原油酸值高达1.47 mgKOH/g。
装置采取原油混炼的方法对高酸油进行掺炼,掺炼比例不大于15%,装置酸值设防值不大于0.5%,针对近期加工的原油性质分析如下:一、环烷酸腐蚀环烷酸腐蚀通常发生在加工总酸值大于0.5mgKOH/g原油。
环烷酸腐蚀产物溶于油,所以腐蚀的金属表面粗糙而光亮,呈沟槽状。
(1)环烷酸石油酸是石油中有机酸的总称,包括环烷酸、芳香族酸和脂肪酸等。
环烷酸(RCOOH,R为环烷基)是指分子结构中含有饱和环状结构的酸及其同系物。
环烷酸是石油中有机酸的主要组分,占石油中总酸量的95%以上,虽然这些酸在分子量上有显著差异(180—350℃),但它们的通式可用R(CH2)nCOOH表示,式中R通常指环戊基或环己基,n通常大于12,根据R和n值不同,在石油中分子结构不同的环烷酸达1500多种。
较高分子量的环烷酸是由多个羧酸组成的混合物。
环烷酸不溶于水,易溶于油品、乙醚、苯等有机溶剂。
(2)环烷酸腐蚀类型在原油常减压蒸馏过程中,不同相对分子质量的环烷酸随着和它沸点相近的馏分汽化而汽化、冷凝而冷凝,并溶于该馏分中,从而使该馏分对设备具有腐蚀作用。
环烷酸腐蚀性能与分子量有关,低分子环烷酸腐蚀性更强。
一般认为环烷酸对设备的腐蚀机理为:环烷酸活性在液相中以接近沸点更活泼。
因此在汽液相交界处腐蚀最严重,在220 ℃以下不腐蚀。
随温度上升而逐渐增大,通常在270-280℃最大,超过280℃,环烷酸部分气化,但未冷凝,而液相中环烷酸浓度较低,故腐蚀性又下降。
到350℃以上,环烷酸气化速度加快,气相速度增加,腐蚀速率再度迅速上升,但绝大部分是由于硫的作用结果,400度以上又不出现腐蚀现象。
据资料介绍,可能在400℃以上环烷酸已基本全部气化,对设备的高温部位不再产生腐蚀。

炼油厂常减压蒸馏装置腐蚀防护现状探析摘要:伴随着经济的进步和社会的发展,我国的石油工业也在不断向前发展,开采的石油量越来越大,而与之相对应的炼油厂需要完成的生产任务越在加重。
蒸馏分离法是一种在石油生产中广泛应用的方法,为了更好的发挥蒸馏分离法的功用,在炼油时通常选择常减压装置来提升炼油效率。
在炼油中常减压装置来帮助炼油需要比较复杂的环境,应用过程中要面对较大的压力和处理腐蚀性物质。
本文以炼油厂常减压蒸馏装置的常见腐蚀问题介绍入手,并进而对炼油厂常减压蒸馏装置腐蚀防护措施进行简单介绍,以期能够我国石油开采事业的发展提供助力。
关键词:炼油厂;常减压装置;腐蚀现状在运用常减压蒸馏装置来帮助炼油时会产生数量较多的腐蚀性位置,这些物质的产生不仅仅影响常减压蒸馏装置的使用寿命,更影响炼油工作人员的生命安全。
酸值高低和含硫多少是决定腐蚀性物质腐蚀值的两大决定因素,而且何种含量更多造成的腐蚀也有一定的不同,含硫含量比较高的原油在进行蒸馏分离炼制时,导致常减压蒸馏装置出现的腐蚀主要是高温腐蚀。
而含酸量比较高的原油在进行蒸馏分离炼制,导致常减压蒸馏装置出现的腐蚀主要是环烷酸腐蚀。
为了更好的保证炼油工作的进行,避免渗漏事故的出现,就势必要重视常减压蒸馏装置的腐蚀问题,采取有效的防腐蚀措施来提升常减压蒸馏装置的防腐蚀性能。
一、炼油厂常减压蒸馏装置常见腐蚀问题(一)低温部位腐蚀常减压蒸馏装置作为一种重要的炼油加工装置,其运行效率和稳定性直接影响着炼油工作开展。
低温部位出现腐蚀是炼油厂常减压蒸馏装置常出现腐蚀问题之一,主要导致装置腐蚀的主要是盐酸和水的影响或者是盐酸、硫化氢和水的影响。
出现低温腐蚀的部位较多,一般常见于初馏塔、常压塔等温度比较低的位置。
此外,酸碱值大小是决定低温部位受腐蚀程度的关键性因素,所以经常以此作为判断依据来帮助腐蚀程度的判断。
(二)高温部位腐蚀高温部位腐蚀是另外一种常见于炼油厂常减压装置的腐蚀问题,主要表现为高温硫腐蚀和高温环烷酸腐蚀。
某炼油厂第一常减压装置腐蚀及运行情况分析一、装臵简介第一常减压装臵1967年10月建成投产,加工能力350万吨/年。
二、第一常减压装臵加工原油性质的历史变化第一常减压装臵最初加工原油含硫0.8~0.92%,酸值为0.4~0.5mgKOH/g。
1992年以后一常加工含硫含酸原油,硫含量超过1%,酸值升高至1.03mgKOH/g,设备腐蚀不断加重,1993和1997年先后更新了减压塔和常压塔以及部分管线。
目前加工硫含量1.74%、酸值1.0mgKOH/g以上的高硫高酸原油,因原料性质劣质化,导致侧线产品硫含量、酸值上升幅度较大,其中常一线硫含量平均达0.229%;常二、三线硫含量平均达0.47%、0.66%;减二线、减三线硫含量平均达 1.06%、1.05%,酸值平均达1.72mgKOH/g、2.12mgKOH/g;减渣硫含量平均达3.12%。
三.第一常减压装臵设备管线材质现状分析第一常减压装臵由于建成时间早,投用时间长(已达四十年),设备老化及材质劣化比较严重,虽然部分主要设备经过更新、大修等技术改造措施和深度修理,但由于当时国内钢材冶炼水平、设备制造技术水平较低、加之国家及行业当时没有选材标准以供参考,并没有达到应有的防腐蚀水平。
2005年春季检修中对该装臵进行了高硫高酸适应性改造,部分设备、管线进行了材质升级,但因投入资金限制,还有相当一部分主要设备、管线的材质等级标准低,严重影响着装臵的长周期安全运行。
具体情况如下:2.1管线腐蚀情况常压塔顶挥发线及空冷器入口分配管线平均腐蚀较重,但最危险的是局部腐蚀剧烈,在正常生产中,常压塔顶挥发线及空冷器入口分配管线多次腐蚀穿孔泄漏,通过测厚发现最薄处仅为1.9mm。
常顶馏出线,常顶空冷001/1~10出口弯头由8.0mm腐蚀减薄至5.5mm,检修中将弯头全部更换;常顶汽油线厚度由5.0mm腐蚀减薄至3.0mm,减顶回流线由8.0mm腐蚀减薄至4.0mm。
常减压蒸馏装置加工高氯原油腐蚀分析摘要:高氯成分的原油,在加热蒸馏过程中生成的腐蚀介质氯化氢和硫化氢随同原油中的轻组分一同挥发,产生腐蚀,影响装置安全运行,甚至造成严重后果;2013年某常减压装置因加工高氯原油,造成常压塔腐蚀严重,无法正常运行,非计划停工一次。
本文通过对此腐蚀案例的分析,探讨防护措施。
关键词:高氯,腐蚀,防护措施1、概述随着原油需求日趋紧张,以及原油性质的日益复杂化和劣质化,常减压装置的加工过程的腐蚀风险也不断的加剧。
常减压装置腐蚀主要来自原油及其加工过程中的硫化物、环烷酸和氯化物,各炼油企业对硫和酸的腐蚀与防护已有深入的研究,但对氯化物的腐蚀了解不是很多。
某常减压装置按照加工高硫原油设计,设计能力为500万吨/年,但在2013年上半年加工一批高含氯原油后,初馏塔、常压塔、减压塔三塔塔顶冷凝水ph 值较低,最低值2-3,控制难度大,同时塔顶水的Fe2+含量急剧上升,装置腐蚀加剧,初馏塔和常压塔塔顶石脑油的氯离子含量最高达到4000ppm,短短半月时间常压塔顶空冷管束腐蚀穿孔,在线更换常顶空冷器后,常压塔在两月内出现分离效果不好的情况,无法进行正常生产,非计划停工一次进行检修,发现常压塔顶循以上塔盘及分布器均已腐蚀损坏。
随着氯腐蚀危害的日渐突出,探索原油加工过程的常减压蒸馏装置氯腐蚀,已是当前防腐工作中的当务之急。
图1 常顶空冷腐蚀泄露图2 常顶循分布器腐蚀脱落2、氯的腐蚀机理原油中的氯的存在形式主要无机氯和有机氯。
无机氯是石油从地下采出时含有的盐,主要成分为氯化钠、氯化镁和氯化钙。
原油自身存在的有机氯化物或者在原油开采过程中加入的含氯的油田化学助剂,这部分有机氯无法通过电脱盐有效地去除,且在一定条件下会水解或热解产生腐蚀性介质氯化氢。
在原油加工过程中,氯化物受热分解可造成设备腐蚀,影响装置的安全运行,这种腐蚀作用都是通过HCL这一腐蚀介质来完成的。
常减压装置的塔顶低温腐蚀主要为HCl-H2S-H2O型腐蚀。
常减压装置腐蚀分析与防护措施摘要原油的重质化和高含硫特性对炼油装置的腐蚀日趋严重,影响了常减压装置的长周期运行。
通过分析常减压蒸馏装置的腐蚀原因,并针对低温和高温2种腐蚀环境,提出了设备、管道材质选用和相关的防护措施。
关键词:常减压,腐蚀,选材,防护措施1 常减压装置腐蚀原因分析 [1]1.1腐蚀原因分析常减压装置的设备和管道腐蚀主要表现为化学腐蚀和电化学腐蚀。
化学腐蚀主要发生在高温部位(240℃~450℃),电化学腐蚀主要发生在低温部分(150℃),每类腐蚀由于HCl 和HCN等介质的作用存在多种腐蚀情况。
1.1.1低温部位的腐蚀低温下的HCl-H2S-H2O腐蚀。
原油中含有一定的无机盐、氯化物、硫化物。
无机盐在常压炉出口360℃的温度下,MgCl2、CaCl2和NaCl水解,产生盐酸。
由于水的存在而形成“稀盐酸腐蚀”,原油中硫化物分解产生H2S,会盐酸的腐蚀速度H2S和HCl会上升到常压塔、减压塔和初馏塔的塔顶,与塔顶金属设备表面进行反应,对塔顶的塔体、塔盘等进行腐蚀。
当H2S和HCl经过冷换设备后温度下降到露点以下,冷凝区出现液体水时,HCl会溶于水中成为盐酸,在冷换设备壳层形成HCl-H2S-H2O腐蚀。
这类循环腐蚀对于碳钢为均匀腐蚀,对于0Cr13钢为点蚀,对于奥氏体不锈钢为氯化物应力腐蚀开裂。
1.1.2 高温部位的腐蚀高温腐蚀主要包括高温硫腐蚀和高温环烷酸腐蚀。
(1)高温硫腐蚀。
原油中的硫主要是非活性硫,它与金属一般不会直接发生反应造成腐蚀,非活性形成的硫化亚铁在金属表面会形成半保护性膜。
在340℃~400℃时,硫化氢可分解产生H2和活性很高的单质硫,促进腐蚀发生。
当在420℃~480℃时,高温硫对设备腐蚀最快。
(2)高温环烷酸腐蚀。
环烷酸是有机酸的总称,包括环烷酸、脂肪酸、芳香酸以及酚类,以环烷酸含量最多,故一般称石油中的酸为环烷酸,其沸点约在177℃~343℃。
高温环烷酸腐蚀特点:发生在酸值>0.5 mg KOH/g、温度在220℃~400℃之间的高流速介质中。
《石油炼制常减压装置腐蚀与防腐》篇一一、引言石油炼制过程中,常减压装置是重要的环节之一,它对于原油的初步加工、分离及产品质量控制具有关键作用。
然而,由于原油成分复杂,含有硫、氮、氧、金属等元素,这些元素在加工过程中会对常减压装置造成腐蚀,影响装置的正常运行和寿命。
因此,对常减压装置的腐蚀与防腐问题进行研究,对于提高石油炼制效率、降低生产成本及保护环境具有重要意义。
二、常减压装置的腐蚀问题1. 腐蚀类型及原因(1)化学腐蚀:由于原油中含有的硫、氮等元素在高温、高压下与金属发生化学反应,导致金属表面产生腐蚀。
(2)电化学腐蚀:原油中含有的水、氧等元素与金属形成原电池,发生电化学反应,导致金属腐蚀。
(3)机械磨损腐蚀:在流动过程中,固体颗粒对金属表面的机械磨损,加剧了腐蚀的程度。
2. 腐蚀对设备的影响(1)设备损坏:腐蚀导致设备壁厚减薄、穿孔,严重时会发生泄漏、爆炸等事故。
(2)生产效率降低:腐蚀使设备内部结垢、堵塞,影响正常生产。
(3)维修成本增加:频繁的维修和更换设备,增加了企业的生产成本。
三、防腐措施1. 材料选择选用耐腐蚀、耐高温的合金材料,如不锈钢、钛合金等,以提高设备的抗腐蚀性能。
2. 工艺优化(1)脱盐脱碱:通过加入脱盐剂、调整加工条件等措施,降低原油中的盐分和碱性物质含量,减少化学腐蚀。
(2)控制温度和压力:在保证生产需要的前提下,尽量降低加工温度和压力,以减缓电化学腐蚀和机械磨损腐蚀。
(3)合理排液:及时排放设备内部的积水、冷凝水等,减少电化学腐蚀的发生。
3. 防腐涂层在设备表面涂覆防腐涂层,如环氧树脂、聚氨酯等,以隔离设备和介质,减缓腐蚀速度。
同时,定期检查涂层状况,及时修补破损处。
4. 阴极保护通过接通外部电源或利用自然电流,使设备成为阴极,减缓电化学腐蚀。
这种方法适用于大型设备和难以进行其他防腐措施的场合。
5. 监测与维护建立完善的监测系统,实时监测设备的运行状态和腐蚀情况。
定期对设备进行检查和维护,及时发现并处理问题。