常减压装置主要腐蚀机理分析与防护措施
- 格式:pdf
- 大小:202.14 KB
- 文档页数:3
《石油炼制常减压装置腐蚀与防腐》篇一一、引言石油炼制过程中,常减压装置是关键的工艺流程之一。
由于该装置长期在高温、高压以及腐蚀性环境中工作,导致设备受到严重的腐蚀。
这不仅影响装置的正常运行,还会对炼油厂的生产安全和经济效益造成重大影响。
因此,深入研究常减压装置的腐蚀问题及其防腐措施,对于保障石油炼制的安全和效率具有重要意义。
二、常减压装置的腐蚀原因及类型1. 腐蚀原因(1)化学腐蚀:在炼油过程中,常减压装置接触到的原油、气体和化学品等含有各种腐蚀性成分,如硫化物、氯化物等,这些物质与金属表面发生化学反应,导致设备腐蚀。
(2)电化学腐蚀:由于设备和管道中存在电位差,使得金属表面发生电化学反应,导致金属腐蚀。
(3)高温腐蚀:常减压装置在高温高压环境下运行,使得金属表面发生氧化、碳化等反应,加剧了设备的腐蚀。
2. 腐蚀类型(1)均匀腐蚀:指金属表面在化学或电化学作用下,发生全面均匀的腐蚀。
(2)局部腐蚀:指金属表面局部区域的腐蚀速度明显高于其他区域,如点蚀、缝隙腐蚀、应力腐蚀等。
三、常减压装置的防腐措施1. 材料选择:选用耐腐蚀性能好的材料,如不锈钢、合金钢等,以提高设备的耐腐蚀性能。
2. 表面处理:对设备表面进行喷涂、镀层等处理,以隔离介质与金属的接触,减缓腐蚀速度。
3. 工艺控制:通过优化工艺参数,如温度、压力、流速等,减少设备在腐蚀性环境中的暴露时间。
4. 添加缓蚀剂:在原油中添加缓蚀剂,减少硫化物、氯化物等对设备的腐蚀。
5. 定期检查与维护:定期对设备进行检查和维护,及时发现并处理腐蚀问题,防止事故发生。
四、实例分析以某炼油厂的常减压装置为例,该装置在运行过程中发现设备局部出现严重腐蚀现象。
经过分析,主要原因包括设备材料选择不当、工艺参数控制不严格以及介质中腐蚀性成分含量较高等。
针对这些问题,该炼油厂采取了以下措施:1. 更换耐腐蚀性能更好的材料,如不锈钢等;2. 对设备表面进行喷涂处理,以隔离介质与金属的接触;3. 优化工艺参数,如降低温度、压力和流速等;4. 在原油中添加缓蚀剂,减少介质中的腐蚀性成分含量;5. 定期对设备进行检查和维护,及时发现并处理腐蚀问题。
《石油炼制常减压装置腐蚀与防腐》篇一一、引言在石油炼制过程中,常减压装置作为关键的工艺流程之一,扮演着举足轻重的角色。
然而,该装置在运行过程中往往面临着一系列的问题,其中最为突出的是腐蚀问题。
腐蚀不仅会影响装置的正常运行,还会导致设备损坏、生产事故以及环境污染等严重后果。
因此,对常减压装置的腐蚀与防腐进行研究,具有重要的现实意义和应用价值。
本文将重点探讨石油炼制常减压装置的腐蚀机理、影响因素及防腐措施。
二、常减压装置的腐蚀机理及影响因素1. 腐蚀机理常减压装置的腐蚀主要分为化学腐蚀和电化学腐蚀两种类型。
化学腐蚀主要是指金属表面与介质中的氧、硫等元素发生化学反应,导致金属表面形成氧化物或硫化物,进而导致金属的损失。
电化学腐蚀则是由于金属在电解质溶液中发生电化学反应,导致金属表面形成微电池,从而引起金属的腐蚀。
2. 影响因素(1)介质成分:介质中的氧、硫、氮、水等元素是导致常减压装置腐蚀的主要因素。
(2)温度:温度对腐蚀速率有显著影响,高温环境下腐蚀速率加快。
(3)压力:压力的变化会影响介质的性质,从而影响腐蚀速率。
(4)流速:流速快的介质对设备的冲刷作用强,易导致设备磨损和腐蚀。
(5)材料:设备材料的化学成分、组织结构和耐蚀性能等因素也会影响其抗腐蚀能力。
三、防腐措施1. 材料选择选用具有良好耐蚀性能的材料是防止常减压装置腐蚀的有效措施。
例如,可以采用不锈钢、合金钢等耐蚀性较强的材料制造设备,以提高设备的抗腐蚀能力。
2. 表面处理对设备表面进行喷涂、镀层等处理,可以在一定程度上提高设备的耐蚀性能。
例如,可以采用喷涂防腐涂料、镀铬等方法对设备表面进行保护。
3. 工艺控制通过控制工艺参数,如温度、压力、流速等,以降低介质中的腐蚀性成分含量,从而减缓设备的腐蚀速度。
此外,采用先进的工艺技术,如脱硫、脱氮等,也可以有效降低介质的腐蚀性。
4. 定期检查与维护定期对常减压装置进行检查和维护,及时发现并处理设备的腐蚀问题,可以有效防止设备损坏和生产事故的发生。
炼油厂常减压装置常见腐蚀与防护措施探析摘要:炼油厂常减压装置是炼油工艺中关键的环节,负责对原油进行初步加工。
然而,由于原油成分复杂和加工过程中温度、压力等条件的变化,装置部件容易受到腐蚀的影响。
腐蚀会导致设备损坏、生产效率降低,甚至可能引发安全事故。
因此,了解常减压装置的常见腐蚀类型及防护措施具有重要意义。
关键词:炼油厂;常减压装置;常见腐蚀;防护措施引言常减压装置作为炼油厂的“龙头”装置,是原油加工的第一道工序。
原油劣质带来的问题首先反映在常减压装置上,使装置的生产、安全、设备受到严重威胁,对下游装置也会产生不良影响。
为解决这一问题,要加强对常减压装置腐蚀与防护措施的管理,从而有效缓解常减压装置的腐蚀,避免出现严重的生产安全事故,确保装置安全、平稳、长周期运行。
1炼油厂常减压装置腐蚀机理(1)化学腐蚀:化学腐蚀是由于金属与周围介质(如气体、液体或固态沉积物)直接发生化学反应而引起的。
在炼油厂常减压装置中,化学腐蚀主要发生在高温、高压的环境下。
常见的化学腐蚀介质有硫化氢、氢氧化物、有机酸、无机酸等。
化学腐蚀的速率受到温度、压力、金属材料、腐蚀介质成分等多方面因素的影响。
(2)电化学腐蚀:电化学腐蚀是金属在电化学作用下发生的腐蚀现象。
在炼油厂常减压装置中,电化学腐蚀主要发生在金属与电解质溶液接触的部位。
电化学腐蚀的类型包括析氢腐蚀、吸氧腐蚀等。
电化学腐蚀的严重程度受到电解质溶液的成分、金属材料的耐腐蚀性、环境温度和湿度等因素的影响。
(3)微生物腐蚀:微生物腐蚀是由于微生物生长活动引起的金属腐蚀。
在炼油厂常减压装置中,微生物腐蚀主要发生在含有微生物的介质中。
微生物腐蚀的类型包括厌氧腐蚀、好氧腐蚀等。
微生物腐蚀的严重程度受到微生物种类、生长环境、金属材料等因素的影响。
2炼油厂常减压装置腐蚀的主要原因2.1原油中的腐蚀性物质原油中含有的硫、酸、氯等腐蚀性物质在加工过程中会对设备产生腐蚀。
尤其是高硫、高酸原油,其腐蚀性更强,容易导致设备表面的金属材料脱落。
常减压装置腐蚀及应对措施摘要:分析了常减压装置在加工含硫原油过程中设备的腐蚀的原因。
并结合装置装置实际情况提出了防腐措施。
关键词:常减压装置硫化物环烷酸腐蚀措施1前言在炼油厂常减压装置中,设备的腐蚀经常出现,特别随着原油性质的逐渐变差,尤其是原油中含硫、盐及酸值的升高,加速了低温轻油、高温重油部位的腐蚀。
高温高硫渣油的液相腐蚀导致工艺管线穿孔、高温渣油喷出而发生火灾事故。
因此加强设备腐蚀部位的分析,研究蒸馏腐蚀机理,制定相应的防腐措施,对安全生产意义重大。
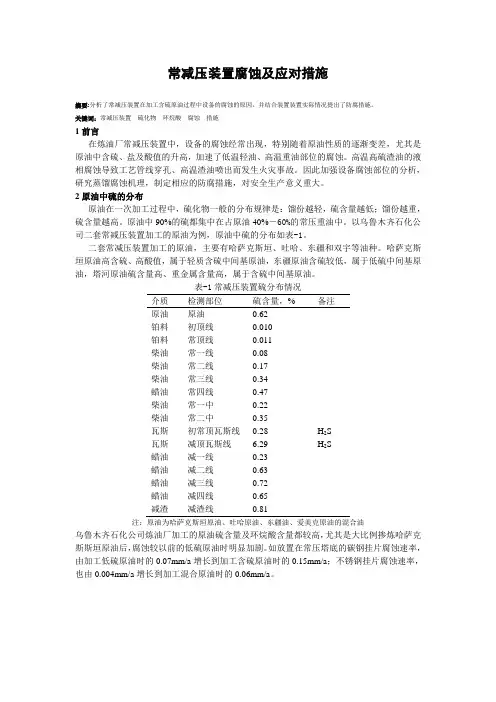
2原油中硫的分布原油在一次加工过程中,硫化物一般的分布规律是:馏份越轻,硫含量越低;馏份越重,硫含量越高。
原油中90%的硫都集中在占原油40%―60%的常压重油中。
以乌鲁木齐石化公司二套常减压装置加工的原油为例,原油中硫的分布如表-1。
二套常减压装置加工的原油,主要有哈萨克斯垣、吐哈、东疆和双宇等油种。
哈萨克斯垣原油高含硫、高酸值,属于轻质含硫中间基原油,东疆原油含硫较低,属于低硫中间基原油,塔河原油硫含量高、重金属含量高,属于含硫中间基原油。
表-1常减压装置硫分布情况介质检测部位硫含量,% 备注原油原油0.62铂料初顶线0.010铂料常顶线0.011柴油常一线0.08柴油常二线0.17柴油常三线0.34蜡油常四线0.47柴油常一中0.22柴油常二中0.35瓦斯初常顶瓦斯线0.28 H2S瓦斯减顶瓦斯线 6.29 H2S蜡油减一线0.23蜡油减二线0.63蜡油减三线0.72蜡油减四线0.65减渣减渣线0.81注:原油为哈萨克斯垣原油、吐哈原油、东疆油、爱美克原油的混合油乌鲁木齐石化公司炼油厂加工的原油硫含量及环烷酸含量都较高,尤其是大比例掺炼哈萨克斯斯垣原油后,腐蚀较以前的低硫原油时明显加剧。
如放置在常压塔底的碳钢挂片腐蚀速率,由加工低硫原油时的0.07mm/a增长到加工含硫原油时的0.15mm/a;不锈钢挂片腐蚀速率,也由0.004mm/a增长到加工混合原油时的0.06mm/a。
《石油炼制常减压装置腐蚀与防腐》篇一一、引言在石油炼制过程中,常减压装置扮演着举足轻重的角色。
然而,该装置在运行过程中常常面临腐蚀问题,这不仅影响装置的正常运行,还可能带来严重的安全隐患。
因此,对常减压装置的腐蚀与防腐进行研究,对于保障石油炼制过程的顺利进行具有重要意义。
本文将重点探讨石油炼制常减压装置的腐蚀机理、影响因素及防腐措施。
二、常减压装置的腐蚀机理及影响因素1. 腐蚀机理常减压装置的腐蚀主要分为化学腐蚀和电化学腐蚀。
化学腐蚀主要由氧气、水等与金属表面发生化学反应导致;电化学腐蚀则是由金属与电解质溶液间的电化学反应引起。
在炼油过程中,由于存在酸、碱、盐、水等多种介质,这些介质与金属表面接触时,往往会导致腐蚀现象的发生。
2. 影响因素(1)介质成分:介质中的酸、碱、盐、水等成分是导致常减压装置腐蚀的主要因素。
其中,含硫、含氮、含氧等化合物的存在会加速腐蚀过程。
(2)温度:温度对腐蚀速率有显著影响。
一般来说,温度越高,腐蚀速率越快。
(3)压力:压力的变化会影响设备的密封性能,进而影响设备的腐蚀情况。
(4)金属材料:不同金属材料对腐蚀的抵抗能力不同,选择合适的金属材料对于减少设备腐蚀具有重要意义。
三、防腐措施1. 材料选择选择具有良好耐腐蚀性的金属材料是防止设备腐蚀的关键。
例如,不锈钢、钛合金等材料具有良好的耐腐蚀性,可以用于制造常减压装置的关键部件。
2. 工艺优化通过优化炼油工艺,降低介质中的腐蚀性成分,从而减缓设备的腐蚀速度。
例如,可以采用脱硫、脱氮等工艺降低介质中的硫、氮含量。
3. 表面处理对设备表面进行喷涂、镀层等处理,可以有效地隔离设备与腐蚀性介质的接触,从而减缓设备的腐蚀速度。
常见的表面处理方法包括喷涂耐腐蚀涂料、镀铬、镀镍等。
4. 定期检查与维护定期对常减压装置进行检查,及时发现并处理设备表面的腐蚀现象。
同时,对设备进行定期维护,保持设备的良好运行状态,也是减少设备腐蚀的重要措施。
原油之所以对装置具有一定的腐蚀性,主要是因为其中含有一定的盐、硫物质。
我国油田油品含有较高的硫,进口原油往往高酸高硫,所以原油生产中,常减压装置时刻处于腐蚀环境中。
另外石化工艺流程复杂,在高温高压环境中,腐蚀性介质可能会发生一系列化学反应,给设备带来更加严重的腐蚀环境。
实际化工生产中,常减压装置通常被作为第一加工装置,原油劣质化问题会首先反映到这类设备中,同时常减压设备会对原油进行脱盐脱硫处理,其工作效率也决定了原油是否会对后续设备带来腐蚀性影响。
可以说,加强对常减压装置腐蚀问题的分析,对于保持整套设备平稳运行具有积极的意义。
1、常减压装置中常见的腐蚀介质(1)化工腐蚀介质中,氯化物是非常常见的一种,原油经过初步的脱水处理后,依然会有少量的水残留下来,残留水分一般含有由氯化物构成的盐类成分,比如,氯化钠、氯化镁、氯化钙等,这些盐类成分受热后,会发生化学反应—水解反应,产生氯化氢,氯化氢具有强腐蚀性。
(2)硫化物也是一种常见的腐蚀性介质,一般来说,硫化物的腐蚀性的发挥往往受环境温度因素的影响。
原油中所含有的硫化物一般具有不稳定性,如果环境温度升高,这类硫化物就会分解生成分子量相对较小的硫化物。
原油生产中,元素硫与硫化氢之间可以相互转化,在转换过程中,硫化物分布在装置的不同部位,比如具有强腐蚀性的硫化氢一般聚集在装置低温部位,而硫元素则聚集在装置的高温部位。
(3)除了上述两种腐蚀性物质,有机酸、游离状态的氧、二氧化碳、水也会对常减压装置造成腐蚀性影响。
2、常减压装置腐蚀类型2.1 低温露点腐蚀引起这类腐蚀的主要原因是原油中含有盐类成分,主要发生在常减压蒸馏塔顶管部位以及初馏塔。
原油生产加工中,原油中的盐类物质发生水解反应,生成氯化氢,比如:在系统中,如果HCl以气体形式存在,其具有的腐蚀性几乎可以忽略,但是当氯化性进入到冷凝区后,遇到水,迅速溶于水形成稀盐酸,经测定,冷凝区域的稀盐酸浓度处于1%-2%,对于设备来说,系统内部就形成了强酸性腐蚀环境,继而给系统带来严重的腐蚀性影响。
石油化工常减压装置腐蚀与防护摘要:为了更好地促进石化企业的发展,在企业发展的同时保护人民的财产、生命、健康和安全,需要有关人员采取有效措施保护常减压装置,减少设备应用中的腐蚀现象,并采取有效措施处理腐蚀问题,做好常减压设备的防腐工作。
本文对石油化工常减压装置腐蚀与防护进行了探讨。
关键词:石油化工;常减压装置;腐蚀;防护措施1化工常减压装置腐蚀介质在众多腐蚀介质中,氯化物对腐蚀的影响非常显著,是一种典型的化学腐蚀产物。
原油脱水后,往往会留下少量水。
在许多情况下,水中含有一些盐,它们是氯化钙、氯化镁和氯化钠。
氯化钙和氯化镁在加热环境中会发生水解,形成腐蚀性氯化氢。
此外,在许多腐蚀性介质中,含硫化合物也非常常见,需要引起重视。
硫化氢的腐蚀效果与生产环境温度直接相关。
硫化物与热的关系并不稳定。
温度升高后会出现各种分子硫化物。
硫化氢和单质硫相互转化,硫化氢在空气氧化作用下可以变成单质硫。
此时,元素硫与原油烃类反应后,会出现硫化氢。
一系列的过程使硫化氢在高温和低温下分布在不同的位置。
低温腐蚀主要是硫化氢腐蚀,高温腐蚀主要是元素硫腐蚀。
另外,有机酸的腐蚀性也很强。
有机酸由脂肪酸和环烷酸组成。
原油中的水、二氧化碳和氧气进入真空装置后会从真空装置逸出。
冷凝系统出现氢去极化腐蚀和氧去极化腐蚀。
2石油化工常减压装置腐蚀的原因2.1低温露点在石油化工生产中,常减压装置最常见的腐蚀是低温露点腐蚀。
这种腐蚀现象的出现与原油含盐量密切相关。
一般来说,这种盐是以水包裹体的形式存在的,主要包括氯化镁、氯化钙和氯化钠。
事实上,这些物质并不具有腐蚀性,但它们在高温下会分解,这使得许多腐蚀性物质如氯化氢出现。
原油中含有大量硫化物,在加热作用下会产生硫化氢气体。
硫化氢气体和氯化氢等气体进入水中后,会有强腐蚀性物质。
一般来说,常减压蒸馏装置的盐酸浓度不高,一般只有1%~2%。
但盐酸本身的浓度具有很强的腐蚀性,常减压蒸馏装置会受到硫化氢的严重影响。
常减压装置腐蚀分析及防护研究发布时间:2021-12-24T06:31:45.789Z 来源:《中国科技人才》2021年第26期作者:杨旸[导读] 常减压装置结构比较复杂,在实际应用更要注意外界因素对其品质的影响。
大庆炼化公司炼油生产一部常减压作业区黑龙江大庆 163411摘要:常减压装置结构比较复杂,在实际应用更要注意外界因素对其品质的影响。
做好常减压装置的防腐蚀工作是非常重要的,可以提高设备的稳定性和安全性,使设备能够正常进行运转。
因此,本文主要针对常减压装置腐蚀原因进行简要分析,并提出防护措施,希望可以给相关行业的工作者提供一些帮助。
关键词:常减压装置;腐蚀分析;防护;研究伴随着我国社会经济的飞速发展,经济发展对能源提出了更多的需求,炼化企业应提升生产效率,减少安全事故的发生并减少有害物质的排放,这样才能跟上时代的发展。
炼化装置的正常运行直接关系到企业的经济效益。
炼化企业通常使用的炼化装置为常减压装置,而常减压装置在运行的过程中也会出现很多问题。
在进行石油炼制过程中,特别在进行含硫原油炼制过程中,常减压装置设备和管线被腐蚀问题成为企业的一大难题。
常减压装置作为炼油企业使用最多的一个工作设备,而在整个生产过程中常减压装置出现的腐蚀问题也最为严重。
特别是在进行高含硫原油炼制过程中,原油中的腐蚀物对常减压装置带来了更大腐蚀风险,导致炼化设备频繁发生故障,降低了生产效率,给企业的生产安全带来威胁。
1常减压装置的腐蚀概述常减压装置被腐蚀区域最严重的包括初馏塔、常压塔等,除此之外,常压加热炉和减压塔也容易被腐蚀。
塔类装置出现被腐蚀现象的原因非常复杂,进行采样化验发现,塔类装置中的铁元素占比非常高,通过腐蚀的情况来看,说明了生产的过程中存在大量的铁的腐蚀物。
再结合能谱图我们可以分析出,塔顶的冷回管中也存在腐蚀物,导致塔顶被腐蚀。
2常减压装置出现腐蚀现象的原因2.1高温腐蚀高温硫和环烷酸的腐蚀都是属于高温腐蚀,一般发生在240 ~ 400℃。
常减压装置空冷设备腐蚀机理分析及改进措施1 前言常减压装置采用干空冷与湿空冷相结合的方式,对从初馏塔及常压塔塔顶汽油馏分进行冷却,使油气充分冷却以达到安全的出装置温度,装置目前有干空冷14台,湿空冷8台。
随着装置进入开炼后期,且原油性质逐渐变重、变恶劣。
导致空冷设备腐蚀加剧,在2012年年初干、湿空冷先后出现腐蚀泄露,所幸由于及时发现处理未造成严重后果。
2 装置空冷防腐现状装置空冷管束在2007年检修时,对大部分管束进行了更换,以满足装置继续开炼的需求。
为减小塔顶冷凝系统的腐蚀,装置采取“一脱三注”的措施。
不但对原油进行脱盐处理,使脱后原油含盐降至3.0mg/L以下,减小HCl的生成。
而且装置采用注水、注中和缓蚀剂、注脱金属剂的方法,对管线、冷却设备进行保护。
通过采取以上措施装置塔顶污水中铁离子及氯离子含量均控制在了指标范围内,但任然无法避免腐蚀泄露的现象出现。
3 腐蚀机理及原因分析3.1 冷换设备管内腐蚀3.1.1 HCl-H2S-H2O型腐蚀原油中含有氯盐组分,其中的氯化镁和氯化钙容易在原油加工过程中受热水解,生成强腐蚀性的氯化氢。
而在脱盐装置无法去除的有机氯化物,在高温和水蒸气的共同作用下也会分解,产生HCl,生成的HCl随挥发性气体进入常压塔顶,再进到冷凝冷却系统。
当油气经空冷器冷却后,因氯化氢的沸点很低,在110℃以下遇蒸汽结露出现水滴,HCl即溶于水成为盐酸。
由于初凝区水量极少,盐酸浓度可达1%~2%,成为腐蚀性十分强烈的稀盐酸腐蚀环境,当塔顶负荷较大时,油气通过管束线速度较快,在这种腐蚀环境下,液体夹带着未冷凝的油气气泡,对管束内壁进行冲刷,从而引起塔顶冷凝系统出现严重的腐蚀。
同时,加工过程中原油所含硫化物也热分解为硫化氢,由于硫化氢的沸点很低伴随着油气聚集在常压塔顶,随后进入冷凝冷却系统。
由于硫化氢的存在,加剧了冷凝冷却区的腐蚀。
H2S与金属Fe 生成具有保护膜作用的FeS,而HCl又可与FeS反应破坏保护膜,使金属界面不断更新,HCl与H2S相互促进,构成循环腐蚀。
常减压装置腐蚀及防护分析摘要:随着经济的发展与成品油需求量的增加,以常减压装置为代表的原油基础处理装置使用日益广泛。
而随着油田开采后期边远,小型油田的开采导致了井口油质情况相对恶劣,给常减压装置生产负荷带来一定的影响,装置腐蚀问题日益严重。
关键词:常减压装置腐蚀;防护;随着进口原油数量增加,常减压装置加工的原油品种和结构变化很大,装置防腐面临新的问题和挑战。
一、腐蚀的危害据报道,在工业化国家,腐蚀破坏造成的经济损失约占国民生产总值(GNP)的3%~5%。
每年因腐蚀造成的经济损失约为3000亿美元,若采用当时最好的防腐措施,是可以避免的。
尽管各炼油企业加工的原油性质、装置设防和生产工况存在差异,冷换和空冷设备内外泄漏,有的部位出现裂纹等较为严重的低温腐蚀问题。
某企业3号常减压装置,发现有一重油高温管线压力表接管焊缝泄漏;进一步扩大检查时发现,大部分常压重油高温管线减薄非常严重。
该管线从开工到出现泄漏仅运行18个月,平均减薄3~5mm;常压炉辐射出口管线最薄处只有3mm。
另一家企业5000kt/a常减压装置检修后运行一年多时间,常压炉出口管集合管腐蚀穿孔造成火灾事故,采取包套处理维持运行,测厚普查发现高温重油线减薄严重,平均减薄3~4mm。
还有一家常减压装置减压塔内构件大梁、降液板、填料严重垮塌,给生产带来极大威胁。
常减压装置主要用途为原油预盐、脱水并进行基础性常/减压蒸馏,将原油预处理至一定标准后进行下步的外输和炼化。
该过程常设立于油田炼化站或炼化厂,具有设备撬装化,操作简便故障率低等特点。
但由于井口原油往往大量含水且地层水含盐量高,所以设备的日常维护保养是正常运行的关键。
二、腐蚀情况分析1.氯化物影响。
地层水含有大量卤化物,其中CaCl2、MgCl2等氯化物在一定浓度和温度下会对设备金属产生不同程度腐蚀,结垢。
而原油中的硫化物还会与腐蚀产生的铁离子和水产生进一步反应产生硫化铁和二氧化硫,其腐蚀性更强,能对不锈钢材质零部件产生保护膜破坏并进行有毒物质的释放,同时硫化氢会倾入金属内部对其产生脆化作用。
《石油炼制常减压装置腐蚀与防腐》篇一一、引言在石油炼制过程中,常减压装置作为核心设备之一,承担着重要的转化和分离任务。
然而,由于装置内部复杂的工艺条件和介质性质,常常会面临严重的腐蚀问题。
腐蚀不仅会降低设备的使用寿命,还可能引发安全事故,严重影响企业的生产安全和经济效益。
因此,对常减压装置的腐蚀与防腐进行深入研究,具有十分重要的意义。
二、常减压装置的腐蚀原因及类型1. 腐蚀原因(1)化学腐蚀:石油中含有的酸性物质、硫化物等化学成分在与金属表面接触时,会发生化学反应,导致金属腐蚀。
(2)电化学腐蚀:在有水和氧存在的环境下,金属表面会形成原电池,发生电化学腐蚀。
(3)机械磨损:在高温、高压、高速的流体冲击下,金属表面会受到机械磨损,从而加速腐蚀。
2. 腐蚀类型(1)均匀腐蚀:指金属表面均匀地受到腐蚀,其腐蚀速度较慢,但会对设备造成持续的损害。
(2)局部腐蚀:指金属表面局部区域出现严重的腐蚀现象,如点蚀、坑蚀等。
这种腐蚀速度快,危害性大。
三、常减压装置的防腐措施1. 材料选择:选用耐腐蚀、耐高温、耐高压的金属材料,如不锈钢、合金钢等,以降低设备的腐蚀速度。
2. 表面处理:对金属表面进行喷涂、镀层等处理,形成一层保护膜,隔绝介质与金属的接触,从而达到防腐的目的。
3. 工艺控制:通过优化工艺参数,如温度、压力、流速等,减少设备内部介质的腐蚀性。
同时,定期对设备进行清洗和检查,及时发现并处理腐蚀问题。
4. 添加缓蚀剂:在石油中添加缓蚀剂,可以降低介质的腐蚀性,减缓设备的腐蚀速度。
5. 阴极保护:通过使金属设备成为阴极,减少或避免电化学腐蚀的发生。
这种方法常用于大型设备和管道的防腐。
四、实例分析以某石油炼厂为例,该厂常减压装置采用不锈钢材料和合金钢材料制作,同时对设备进行了喷涂和镀层处理。
此外,还通过优化工艺参数、定期清洗和检查设备、添加缓蚀剂等方法来降低设备的腐蚀速度。
经过一系列防腐措施的实施,该厂常减压装置的使用寿命得到了显著提高,减少了维修和更换设备的成本和时间。
一套常减压装置减压塔顶空冷腐蚀原因分析及对策常减压装置是化工行业中常用的设备之一,主要用于减少系统内压力,以确保设备的操作安全性。
然而,减压塔顶空冷腐蚀是常减压装置在使用过程中可能遇到的一个问题。
减压塔顶空冷腐蚀的原因主要有以下几点:1.操作温度过高:减压塔顶空中的湿气与高温设备表面接触,容易形成腐蚀性气体,导致设备表面腐蚀。
2.高温气体中的酸性物质:减压塔顶空中的气体可能含有酸性物质,如硫化氢、二氧化硫等,这些物质在高温条件下容易产生酸性腐蚀。
3.设备材质不合适:减压塔顶空冷腐蚀的问题可能与设备材质的选择有关。
选择不合适的材质,容易受到高温、高压和腐蚀性气体的侵蚀。
针对减压塔顶空冷腐蚀的问题,可以采取以下对策:1.降低操作温度:通过降低操作温度,可以有效减少减压塔顶空与高温设备表面的接触,从而减少腐蚀的可能性。
可以通过增加冷却介质、采用外部冷却设备等方式来实现。
2.清洁减压塔顶空气体:定期清洁减压塔顶空气体中的杂质和酸性物质,防止其对设备表面产生腐蚀作用。
可以使用酸洗、碱洗等方法进行清洁。
3.合适的材质选择:在设计和选用减压塔时,应注意选择合适的材质,以提高设备的抗腐蚀性能。
常用的抗腐蚀材料包括不锈钢、合金钢等。
4.增加防腐措施:可以增加防腐涂层、防腐衬里等防腐措施,提高设备的耐腐蚀性能。
5.定期检测和维护:定期进行减压塔顶空冷腐蚀的检测,发现问题及时进行维护和修复,以避免进一步的腐蚀损坏。
总之,减压塔顶空冷腐蚀是常减压装置在使用过程中需要面对的一个问题。
通过降低操作温度、清洁空气、合适的材质选择、增加防腐措施以及定期检测和维护等措施,可以有效减少减压塔顶空冷腐蚀问题的出现,提高设备的寿命和安全性。
常减压装置的腐蚀与防护常减压装置是对原油一次加工的蒸馏装置,即将原油分馏成汽油、煤油、柴油、蜡油、渣油等组分的加工装置,常减压蒸馏是原油加工的第一步,并为以后的二次加工提供原料,所以常减压装置是炼油厂的“龙头”。
原油经换热,达到一定温度后,注水和破乳剂,进入电脱盐脱水罐,脱盐后的原油进入另一组换热器,与系统中高温热源换热后,进入常压炉(有的装置设有初馏塔或闪蒸塔,闪蒸出部分轻组分后再进入常压炉)。
达到一定温度(370℃)后,经转油线进入常压分馏塔。
在常压塔内将原油分馏成汽油、煤油、柴油,有时还有部分蜡油以及常压重油等组分。
产品经必要的电化学精制后进入贮槽。
常压重油经塔底泵送入减压塔加热炉加热(395℃)后,经转油线进入减压分馏塔,减压塔汽化段压力为80-100mm汞柱,有3-4个侧线,作为制造润滑油或二次加工的原料,塔底油可送往延迟焦化,氧化沥青或渣油加氢裂化等装置。
1.1低温(≤120℃)H2S-HCl-H2O型腐蚀H2S-HCl-H2O型腐蚀主要发生在蒸馏装置的塔顶及冷凝冷却器系统。
对于碳钢为均匀腐蚀,0Cr13钢为点蚀,奥氏体不锈钢则为氯化物应力腐蚀开裂。
氯化氢和硫化氢在没有液态水时对设备腐蚀很轻,或基本无腐蚀(如常压塔顶部封头及常顶馏出线气相部位)。
但在气液相变部位,出现露水之后,则形成H2S-HCl-H2O型腐蚀介质,对设备造成严重腐蚀。
H2S-HCl-H2O型腐蚀环境主要影响因素为:Cl-、pH值。
Cl-浓度:在H2S-HCl-H2O型腐蚀环境中,HCl的腐蚀是主要的。
HCl来源于原油中的氯盐水解。
另外,由于原油的深度开采,一些油田添加剂也成为HCl的主要来源之一。
pH值:由于氯化物的水解以及原油中硫化氢的逸出,在蒸馏装置塔顶低温露点部位形成强酸性腐蚀环境,pH值为2-3。
如某厂第一套常减压装置投产时,加工原油的含盐量达80mg/l,此状况下常顶空冷开工仅二个月就出现穿孔泄漏,入口弯头处的腐蚀率达15.5mm/a,直管段的腐蚀率达1.54mm/a。
常减压装置腐蚀分析与防护措施摘要原油的重质化和高含硫特性对炼油装置的腐蚀日趋严重,影响了常减压装置的长周期运行。
通过分析常减压蒸馏装置的腐蚀原因,并针对低温和高温2种腐蚀环境,提出了设备、管道材质选用和相关的防护措施。
关键词:常减压,腐蚀,选材,防护措施1 常减压装置腐蚀原因分析 [1]1.1腐蚀原因分析常减压装置的设备和管道腐蚀主要表现为化学腐蚀和电化学腐蚀。
化学腐蚀主要发生在高温部位(240℃~450℃),电化学腐蚀主要发生在低温部分(150℃),每类腐蚀由于HCl 和HCN等介质的作用存在多种腐蚀情况。
1.1.1低温部位的腐蚀低温下的HCl-H2S-H2O腐蚀。
原油中含有一定的无机盐、氯化物、硫化物。
无机盐在常压炉出口360℃的温度下,MgCl2、CaCl2和NaCl水解,产生盐酸。
由于水的存在而形成“稀盐酸腐蚀”,原油中硫化物分解产生H2S,会盐酸的腐蚀速度H2S和HCl会上升到常压塔、减压塔和初馏塔的塔顶,与塔顶金属设备表面进行反应,对塔顶的塔体、塔盘等进行腐蚀。
当H2S和HCl经过冷换设备后温度下降到露点以下,冷凝区出现液体水时,HCl会溶于水中成为盐酸,在冷换设备壳层形成HCl-H2S-H2O腐蚀。
这类循环腐蚀对于碳钢为均匀腐蚀,对于0Cr13钢为点蚀,对于奥氏体不锈钢为氯化物应力腐蚀开裂。
1.1.2 高温部位的腐蚀高温腐蚀主要包括高温硫腐蚀和高温环烷酸腐蚀。
(1)高温硫腐蚀。
原油中的硫主要是非活性硫,它与金属一般不会直接发生反应造成腐蚀,非活性形成的硫化亚铁在金属表面会形成半保护性膜。
在340℃~400℃时,硫化氢可分解产生H2和活性很高的单质硫,促进腐蚀发生。
当在420℃~480℃时,高温硫对设备腐蚀最快。
(2)高温环烷酸腐蚀。
环烷酸是有机酸的总称,包括环烷酸、脂肪酸、芳香酸以及酚类,以环烷酸含量最多,故一般称石油中的酸为环烷酸,其沸点约在177℃~343℃。
高温环烷酸腐蚀特点:发生在酸值>0.5 mg KOH/g、温度在220℃~400℃之间的高流速介质中。
常减压装置塔顶腐蚀现状及防腐对策建议摘要:本文通过对500万吨/年常减压装置塔顶低温腐蚀现状分析,结合典型案例,通过露点温度计算,以及现有防腐措施的情况,对比总结工艺、材质和注水注剂点选取等因素,对装置塔顶冷却系统防腐蚀泄漏提出建议措施。
关键词:材质;注水注剂点选取;防腐蚀1 前言常减压装置是原油一次加工的装置[1],该装置操作平稳与否直接影响整个公司的正常生产, 人们常称其为“龙头”装置, 原油进厂后首先进入常减压装置。
在这里,原油被分馏成汽油、煤油、柴油、蜡油和渣油等组分。
常减压蒸馏装置的安全平稳运行对提高轻质油的产率或改善产品质量至关重要[2]。
然而,原油中含有Cl、S、N等元素的化合物在原油加工过程中会转变成HCl;、H2S、NH3等具有腐蚀性的物质,对常减压装置设备、管线造成腐蚀。
常减压装置的设备运行情况,对全厂生产的安全、平稳和经济效益有直接影响。
长庆石化公司常减压蒸馏装置设计加工能力500万t/a,主要加工长庆混合原油。
常顶换热器以及塔顶挥发性泄漏非常频繁,常顶四台空冷器Ec1002A/B/C/D均发生过管束泄漏,并进行管束更换。
另外常顶换热器进口管线、常压塔顶安全阀总线和常顶挥发线均发生过严重泄漏,常顶换热器进、出口阀门因腐蚀而关不严,每次维修都必须加盲板隔离。
因此开展常减压装置腐蚀与防护措施研究对解决目前炼化装置设备腐蚀和延长装置使用周期具有重要意义。
2腐蚀类型分析低温腐蚀的腐蚀介质主要是 HCl-H2S-H2O,腐蚀部位主要在常压塔上部五层塔盘、塔体及常压塔顶挥发线以及冷却设备,减压塔部分挥发线和塔顶油气冷凝冷却系统。
分析认为气相部位腐蚀一般较轻,液相部位腐蚀较重,气液两相转变部位即“露点”部分最为严重。
低温HCl-H2S-H2O腐蚀主要发生在常减压装置三个塔顶系统的管线和设备上。
3常减压装置低温腐蚀现状3.1常顶换热器腐蚀情况由常顶换热器E1002D检修记录统计表可以看出,自2005年常减压装置开工后,常顶换热器腐蚀情况较为严重,正确选择金属材料进行设备防腐是常顶防腐的重要措施,例如:采用09Cr1AlMoRe为管束材质的换热设备时,使用时间平均达350天,采用管束材质为08Cr2AlMo钢的换热设备时,使用时间平均达212天,采用管束材质为Ni-P镀防腐的换热设备时[1],使用时间平均达52天,采用09Cr2AlMo-RT材质管束的换热设备时,使用时间平均达170天,2016年采用管束材质为钛合金的换热设备后至今未发生内漏。