SPC控制图(X-R cpk)新
- 格式:xlsx
- 大小:74.15 KB
- 文档页数:1

SPCSPC(Statistical Process Control,统计过程控制或统计制程控制)目录∙ 1 什么是SPC∙ 2 SPC起源与发展∙ 3 3σ原理简介∙ 4 SPC技术原理∙ 5 SPC控制图及计算∙ 6 SPC控制图(管制图)的实施∙7 SPC控制图(管制图)异常的判断及处理∙8 制程能力指数(参数)CPK∙9 SPC的发展特点∙10 SPC对企业带来的好处什么是SPCSPC即英文“Statistical Process Control”之缩写,意为“统计制程控制” SPC或称统计过程控制。
SPC主要是指应用统计分析技术对生产过程进行实时监控,科学的区分出生产过程中产品质量的随机波动与异常波动,从而对生产过程的异常趋势提出预警,以便生产管理人员及时采取措施,消除异常,恢复过程的稳定,从而达到提高和控制质量的目的。
在生产过程中,产品的加工尺寸的波动是不可避免的。
它是由人、机器、材料、方法和环境等基本因素的波动影响所致。
波动分为两种:正常波动和异常波动。
正常波动是偶然性原因(不可避免因素)造成的。
它对产品质量影响较小,在技术上难以消除,在经济上也不值得消除。
异常波动是由系统原因(异常因素)造成的。
它对产品质量影响很大,但能够采取措施避免和消除。
过程控制的目的就是消除、避免异常波动,使过程处于正常波动状态。
SPC起源与发展1. 1924年休哈特博士在贝尔实验室发明了品质控制图。
2. 1939年休哈特博士与戴明博士合写了《品质观点的统计方法》。
3.二战后美英将品质控制图方法引进制造业,并应用于生产过程。
4. 1950年,戴明到日本演讲,介绍了SQC的技术与观念。
5.SQC是在发生问题后才去解决问题,是一种浪费,所以发展出了SPC。
6.美国汽车制造商福特、通用汽车公司等对SPC很重视,所以SPC得以广泛应用。
7.ISO9000(2000)体系亦注重过程控制和统计技术的应用(如8.1,8.2.3)。

SPCSPC(Statistical Process Control,统计过程控制或统计制程控制)目录∙ 1 什么是SPC∙ 2 SPC起源与发展∙ 3 3σ原理简介∙ 4 SPC技术原理∙ 5 SPC控制图及计算∙ 6 SPC控制图(管制图)的实施∙7 SPC控制图(管制图)异常的判断及处理∙8 制程能力指数(参数)CPK∙9 SPC的发展特点∙10 SPC对企业带来的好处什么是SPCSPC即英文“Statistical Process Control”之缩写,意为“统计制程控制” SPC或称统计过程控制。
SPC主要是指应用统计分析技术对生产过程进行实时监控,科学的区分出生产过程中产品质量的随机波动与异常波动,从而对生产过程的异常趋势提出预警,以便生产管理人员及时采取措施,消除异常,恢复过程的稳定,从而达到提高和控制质量的目的。
在生产过程中,产品的加工尺寸的波动是不可避免的。
它是由人、机器、材料、方法和环境等基本因素的波动影响所致。
波动分为两种:正常波动和异常波动。
正常波动是偶然性原因(不可避免因素)造成的。
它对产品质量影响较小,在技术上难以消除,在经济上也不值得消除。
异常波动是由系统原因(异常因素)造成的。
它对产品质量影响很大,但能够采取措施避免和消除。
过程控制的目的就是消除、避免异常波动,使过程处于正常波动状态。
SPC起源与发展1. 1924年休哈特博士在贝尔实验室发明了品质控制图。
2. 1939年休哈特博士与戴明博士合写了《品质观点的统计方法》。
3.二战后美英将品质控制图方法引进制造业,并应用于生产过程。
4. 1950年,戴明到日本演讲,介绍了SQC的技术与观念。
5.SQC是在发生问题后才去解决问题,是一种浪费,所以发展出了SPC。
6.美国汽车制造商福特、通用汽车公司等对SPC很重视,所以SPC得以广泛应用。
7.ISO9000(2000)体系亦注重过程控制和统计技术的应用(如8.1,8.2.3)。



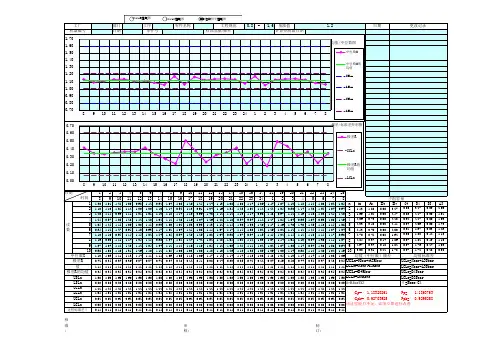
SPC,统计过程控制.即采用统计方法对生产过程控制.采用的工具包括控制图和CPK.控制图常用的是均值-极差图(X ̄-R图)和单值极-差图(X-R图)。
CPK,工序(过程)能力指数。
按照1.67,1.33,1.0,0.67分成5等。
一般第4级(1.0-0.67)需要改善,第5级(<0.67)必须改善。
第1级(>1.67)不合格率为6/百万,可以免检。
当统计结果(指均值)与控制限的中心重合时,就是CP。
K代表统计结果(指均值)与控制限中心的偏离指数,属于系统偏差。
CPK是制程能力指数:反映设备(模具)的稳定性和可靠性,根据加工成形产品尺寸的变差,来验证设备(模具)的加工能力和改善能力:计算公式是Cpk =(min| x - UCL/LCL| )/3δ提高制程Cpk的主要途径是,1提高设备和模具的加工精度,消除制程中的不稳定因素带来的变差,2.加强设备和模具的点检和保养工作及时发现可能会在加工过程中带来的变差3.方法上的改进减少设备,模具的磨损. 提高Cpk只是一种理念,它只是制程过程中的确保品质的前提,但具体的做如何提高Cpk主要还是在工艺的改进和管理办法的改进,失败的案例,“宽放公差标准”。
1.CPK是长期的过程能力,适合于批量生产过程CPK是有偏移情况下的过程能力指数,产品特性均植与公差中心不重合时加以修正用;2.无偏移时CP表示过程加工的质量能力,CP越大,质量能力越强,有偏移时,CPK表示过程中心与公差中心的偏移情况,CPK 越大,两者偏离越小,表示的是质量能力与管理能力的综合结果。
C系列的过程能力指数是指过程的短期短期过程能力指数,P系列的过程能力指数是指过程的长期过程能力指数,使用PP和PPK的好处是可以反映系统当前的实际状态,而不要求在稳态下才可以进行计算。
3.PPK是短期的过程能力,适合于试生产过程,确定上下控制线,进行现场控制PPK是QS9000提出的一个新概念,物理含义是不论分布在公差范围内任何位置,它对于上规范限都可以计算出一个上单侧过程性能指数PPU和下单侧过程性能指数PPL,取两者之间最小的一个,就是PPK。