玻璃瓶罐的表面涂层
- 格式:pdf
- 大小:1.82 MB
- 文档页数:52
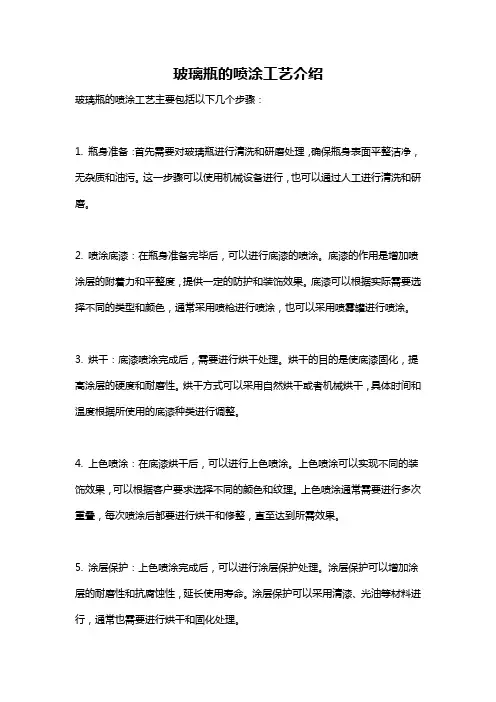
玻璃瓶的喷涂工艺介绍
玻璃瓶的喷涂工艺主要包括以下几个步骤:
1. 瓶身准备:首先需要对玻璃瓶进行清洗和研磨处理,确保瓶身表面平整洁净,无杂质和油污。
这一步骤可以使用机械设备进行,也可以通过人工进行清洗和研磨。
2. 喷涂底漆:在瓶身准备完毕后,可以进行底漆的喷涂。
底漆的作用是增加喷涂层的附着力和平整度,提供一定的防护和装饰效果。
底漆可以根据实际需要选择不同的类型和颜色,通常采用喷枪进行喷涂,也可以采用喷雾罐进行喷涂。
3. 烘干:底漆喷涂完成后,需要进行烘干处理。
烘干的目的是使底漆固化,提高涂层的硬度和耐磨性。
烘干方式可以采用自然烘干或者机械烘干,具体时间和温度根据所使用的底漆种类进行调整。
4. 上色喷涂:在底漆烘干后,可以进行上色喷涂。
上色喷涂可以实现不同的装饰效果,可以根据客户要求选择不同的颜色和纹理。
上色喷涂通常需要进行多次重叠,每次喷涂后都要进行烘干和修整,直至达到所需效果。
5. 涂层保护:上色喷涂完成后,可以进行涂层保护处理。
涂层保护可以增加涂层的耐磨性和抗腐蚀性,延长使用寿命。
涂层保护可以采用清漆、光油等材料进行,通常也需要进行烘干和固化处理。
以上是玻璃瓶的喷涂工艺的主要步骤,根据实际需求和产品要求,有时还会进行其他特殊处理,例如局部喷涂、丝网印刷等工艺。

玻璃瓶喷涂工艺
玻璃瓶喷涂是一种将颜色或图案喷在玻璃瓶上的工艺。
这种工艺可以
使玻璃瓶更加美观,而且可以用于美化礼品瓶、化妆品瓶等各种不同
类型的玻璃瓶上。
以下是关于玻璃瓶喷涂工艺的一些具体信息。
1. 材料准备
在进行玻璃瓶喷涂之前,必须准备好所需要的材料,包括喷涂机、喷嘴、颜料和稀释剂。
其中,喷涂机的类型应该根据实际需要进行选择。
2. 准备工作
在进行玻璃瓶喷涂之前,需要对玻璃瓶进行清洁,以确保表面的干净
和光滑。
此外,还需要将颜料和稀释剂混合在一起,以得到所需要的
喷涂颜料。
3. 喷涂过程
将喷涂机插入到混合好的颜料瓶中,然后以合适的距离和速度将颜料
均匀地喷涂在玻璃瓶表面上。
尤其需要注意的是,在喷涂过程中要保
持喷涂距离和喷涂速度的一致性,以保证喷涂效果的质量和一致性。
4. 烘干
在喷涂完成后,需要将玻璃瓶放置在烘干室中进行烘干,以保证喷涂颜料的牢度和耐久性。
5. 质量检查
在玻璃瓶喷涂完成之后,需要进行质量检查,以确保喷涂效果的质量和均匀性。
如果存在问题,需要进行调整或重新喷涂,直到达到预期效果为止。
总之,玻璃瓶喷涂是一种高精度、高质量的工艺,可以为玻璃瓶带来更多美观而独特的设计。
这种工艺需要仔细和细致的操作,以确保喷涂效果的质量和一致性。
易拉罐内壁涂层成分易拉罐内壁涂层是指被涂覆在易拉罐内部的一层薄膜,主要作用是保护易拉罐内部物质与外界的接触,延长易拉罐使用寿命。
那么,易拉罐内壁涂层都有哪些成分呢?下面我们来一步一步地阐述。
第一步:基础材料易拉罐内壁涂层最基础的材料是树脂。
树脂有很多种,常见的有聚乙烯、聚酯、聚酰亚胺等。
这些树脂都有着很好的密封性和耐腐蚀性,能够确保易拉罐内部物质与外界完全隔离,避免接触污染。
第二步:硬化剂在树脂中加入硬化剂,可以使易拉罐内壁涂层更加耐用。
硬化剂一般为有机化合物,其主要作用是促使树脂与其他成分反应,形成一个坚固的化学结构,增加易拉罐内壁涂层的硬度和耐磨性。
第三步:溶剂溶剂是易拉罐内壁涂层的基础材料与硬化剂的承载体,能够保持易拉罐内壁涂层在制造过程中的流动性。
常用的溶剂有甲苯、二甲苯、乙酸甲酯等,其选择需要考虑易拉罐内壁涂层的化学性质和环保性能。
第四步:填料填料主要是用来增强易拉罐内壁涂层的结构强度和耐久性。
常见填料有云母、滑石粉、氧化锌等,还可以根据不同的使用环境,添加具有特定作用的填料,如防火剂、抗静电剂等。
第五步:其他添加剂除了以上几种成分,易拉罐内壁涂层还可以加入其他少量的添加剂,以使其性能更加优化和特殊化。
例如,抗氧化剂可以增强易拉罐内壁涂层的耐热性和抗氧化性能;改性剂可以改变易拉罐内壁涂层的表面张力和附着力等。
通过以上五个步骤的处理,易拉罐内壁涂层形成了一种非常具有优势的结构:树脂作为基础材料,为易拉罐内壁涂层提供了良好的密封性和耐腐蚀性;硬化剂能够使得易拉罐内壁涂层更加耐久;溶剂使易拉罐内壁涂层在制造过程中表现优异;填料增强易拉罐内壁涂层的力学强度;其他添加剂可以增强易拉罐内壁涂层的附着性和其他特殊性能。
总体来看,易拉罐内壁涂层的成分很难说哪一种最为重要,它们都是协同作用的,共同保障着易拉罐产品的质量。
易拉罐用涂层铝板易拉罐用涂层铝板是用于易拉罐食品包装的涂层铝板,广泛用于啤酒、饮料、八宝粥、鱼类肉类罐头等,用量相当大。
由于易拉罐包装食品方便携带,而且保存时间长,深受人们的喜爱,在易拉罐领域所需要用到的涂层铝卷是盖料和环料,09年国内使用盖环料约为300亿套,合计12万吨,其中国内生产5万吨左右,其余部分为国外进口。
随着人们生活水平的提高,使用量会更加扩大,加上国内铝厂生产铝合金技术的提高,可以生产适合做易拉罐的合金铝,国内应用到易拉罐的铝材也会日益增加,预计2010年用于易拉罐盖料和环料的国产涂层铝板将达到6—7万吨,以后会逐年提升,逐步替代进口,因此市场潜力很大。
用于易拉罐的铝材主要有铝锰合金5182H19、5052H19和铝锰镁合金3104H19,5182H19进行DOS处理或涂层处理,用于含汽酸碱等碳酸饮料的罐盖,常用规格为0.249*827.89mm、0.27*946.5mm、0.22*911.0mm等;5052H19进行DOS处理,用于八宝粥等不含汽食品用罐盖料,常用规格为0.25*803mm、0.25*721.8mm等;5182H19进行涂层处理,用作拉环材料,厚度为0.279—0.406mm,宽度为52.25、62、64、66、68mm等各种规格;3104H19主要用作罐身料,不用前处理,光铝涂油供货即可,主要对涂料性能要求较高。
用于易拉罐盖和拉环的涂层铝板为预涂涂料和预涂DOS油,用于拉环的预涂层铝卷,是铝基材经过清洗化层,然后涂上一层4—5g/m2环氧酚醛改性涂料,用于罐盖料的预涂层铝板则分为内涂和外涂,内涂环氧酚醛改性涂料为12—13g/m2,外涂环氧酚醛涂料为4—5g/m2。
而用DOS油处理的罐盖料和拉环料是铝基材通过前处理清洗、化层再涂上一层DOS油,(DOS油是癸二酸二辛酯的缩写),DOS处理的主要作用是防止氧化和划伤,DOS油处理的基板是双面均涂上DOS油,对罐盖和拉环的处理方式是一样的;一般DOS处理量为10—80mg/m2,经过DOS油处理的基板供下一道工序生产厂家再进行分切成片状和带状再进行涂装和印刷成不同规格的便于后续加工的预涂层片状基材,供制罐厂使用,DOS油预涂卷由于后续加工较灵活,使用量相当大。
易拉罐的防锈原理
易拉罐的防锈原理主要是靠其表面被涂覆一层防锈涂层,以防止易拉罐与外界空气、水分接触,从而减缓或阻止易拉罐的金属部分发生氧化反应。
以下是常见的易拉罐防锈原理:
1. 防锈涂层:易拉罐外表面常涂有一层防锈涂层,一般使用有机树脂、环氧树脂或聚酯树脂等材料制成。
这些涂层具有较好的耐腐蚀和防锈性质,能有效隔绝金属与外界氧气和水分的接触。
2. 氧化膜:易拉罐的金属材料常为铝或铁,铝在暴露在空气中会迅速形成一层致密的氧化膜,这层氧化膜能够起到一定程度的防锈作用。
对于铁制易拉罐,常会进行镀锌或热镀锌处理,通过在金属表面形成一层锌层来防止金属的氧化。
3. 包装方式:易拉罐通常会被塞入密封包装中,如在装箱前要对易拉罐进行高温杀菌、消毒处理,并确保包装的完整性,防止外界湿气和污染物侵入易拉罐内部。
总体来说,易拉罐的防锈原理是通过表面涂层和金属材料自身的氧化形成的氧化膜来防止氧气和水分对金属的腐蚀和氧化。
同时,通过密封的包装方式来保护易拉罐内部的食品或饮料不受外界环境破坏。
玻璃瓶喷涂流程一、准备工作。
1.1 玻璃瓶的挑选。
咱要先把玻璃瓶好好挑一挑。
这玻璃瓶啊,就像咱挑水果似的,得挑那些表面光滑、没有裂缝和瑕疵的。
要是玻璃瓶本身就坑坑洼洼的,那喷出来的效果肯定好不了,这就叫“巧妇难为无米之炊”啊。
1.2 喷涂环境。
喷涂的环境也很重要。
这就好比咱们做饭得有个干净的厨房一样。
要找个干净、通风良好的地方,可不能在那种灰尘满天飞的地方进行喷涂。
不然啊,灰尘就会像调皮的小虫子一样,混到漆里面,那喷出来的玻璃瓶就会有小颗粒,就像漂亮脸蛋上长了麻子,多难看呐。
二、喷涂前期处理。
2.1 清洁玻璃瓶。
在喷涂之前呢,得把玻璃瓶洗得干干净净的。
这玻璃瓶就像咱要打扮的小姑娘,得先洗干净脸啊。
用专门的清洁剂或者酒精把玻璃瓶上的污渍、油渍啥的都擦掉。
要是洗不干净,漆就不容易附着,就像在滑溜溜的冰面上画画一样,根本画不住。
2.2 打磨玻璃瓶(如果需要)有时候啊,玻璃瓶表面太光滑了,漆也不好附着。
这时候呢,就得给它稍微打磨一下。
不过可不能太用力了,就像给人按摩似的,得恰到好处。
稍微磨一磨,让表面有点小粗糙,这样漆就能像胶水一样牢牢地粘在上面了。
三、喷涂过程。
3.1 选择涂料。
涂料的选择可不能马虎。
就像咱买衣服得挑适合自己的一样。
要根据玻璃瓶的用途、想要的效果来选择涂料。
有那种亮光的,喷上去玻璃瓶就像闪闪发光的宝石;还有哑光的,看起来低调又有质感。
3.2 喷涂手法。
喷涂的时候啊,手法很关键。
喷枪要拿稳了,就像战士拿枪一样。
要保持一定的距离,不能太近也不能太远。
太近了,漆就会流下来,像眼泪一样,把玻璃瓶弄得一塌糊涂;太远了呢,漆又喷不均匀,像长了斑秃似的。
而且啊,要匀速移动喷枪,让漆均匀地覆盖在玻璃瓶上,就像给它穿上一件漂亮又合身的衣服。
四、喷涂后处理。
4.1 干燥。
喷完之后,得让玻璃瓶好好干燥。
这时候可不能心急,就像小火炖肉一样,得慢慢来。
要是没干透就去动它,那漆就容易被破坏,之前的努力就都白费了,这就叫“功亏一篑”啊。
玻璃瓶印刷工艺玻璃瓶印刷是一种传统而又独特的印刷工艺,主要应用于玻璃瓶包装领域。
它不仅能够美化玻璃瓶的外观,还可以在瓶身上印刷各种图案、标识、字母和数字等,以满足客户的不同需求。
因此,玻璃瓶印刷工艺被广泛应用于食品、药品、饮料等领域。
玻璃瓶印刷的工艺流程大致分为六个步骤:设计、拍版、制版、涂墨印刷、烘干和检查。
下面就由我详细介绍一下每个步骤的具体内容。
第一步:设计设计是玻璃瓶印刷的第一步,也是非常关键的一步。
设计师需要根据客户的需求和市场需求设计出一款合适的标识和图案。
设计师需要考虑清楚各个因素,比如文字的大小、颜色、位置、图案的设计和摆放等等。
因为设计的好坏决定了后续生产的成败,所以设计这一步非常重要。
第二步:拍版拍版是将设计好的图案用摄影技术照成版面的过程。
具体步骤如下:把玻璃瓶先涂上一层光敏液,然后将设计好的图案放到玻璃瓶的上面,在日光或者灯光下曝光。
曝光后,图案上的黑色区域就会反应出来,形成一张模版,模版上的白色区域则不会反应。
这样,拍版就完成了。
制版是将拍版制作成可印刷的“版”或“模”。
制版分为宝廷版和平面版两种。
在宝廷版上,图案和文字都会突出,因此印刷出来的效果更加鲜艳、立体,但是成本也更高。
而平面版则是将图案和文字放平,成品色彩比较单调,但是价格更便宜。
在生产中,制版是整个印刷过程的核心环节,因为版的制作直接影响印刷质量。
第四步:涂墨印刷涂墨印刷是玻璃瓶印刷的关键环节。
固体油墨在特殊的内衬罐中加热融化,施加在轮廓规则的版材上,利用刮刀涂刷在版的表面,再由刮刀刮去多余的油墨,使版材表面只剩下图案和文字。
之后,将版材和被印刷玻璃瓶放到印刷机上,通过印版上的图案和文字印刷在玻璃瓶上。
印刷速度一般较为缓慢,玻璃瓶需要依次按一个个落在相应的位子上进行印刷,以保证印刷质量。
第五步:烘干印刷完毕,还需要将玻璃瓶置于烘干室中进行烘干,以保证油墨能够更快的固化和附着在玻璃瓶表面,同时能够让涂层平整、光滑且耐久。
第17章玻璃表面处理技术在讲述玻璃表面处理技术时,首先应了解玻璃表面的结构与性质、玻璃表面的物理性质、化学性质等,这些知识内容在前面章节已学习过,这里不再叙述。
在玻璃生产过程中,表面处理具有十分重要的意义。
从清洁玻璃表面起,直到制造各种涂层的玻璃。
表面处理的技术应用很广,使用的材料、方法也是多种多样的,基本上可归纳为三大类型。
(1) 玻璃的光滑面或散光面的形成,是通过表面处理以控制玻璃表面的凹凸。
例如器皿玻璃的化学蚀刻,灯泡的毛蚀,以及玻璃的化学抛光。
(2) 改变玻璃表面的薄层组成,改善表面的性质,以得到新的性能。
如表面着色以及用SO2、SO3处理玻璃表面,增加玻璃的化学稳定性。
(3) 在玻璃表面上用其他物质形成薄层而得到新的性质,即表面涂层。
如镜子的镀银、表面导电玻璃、憎水玻璃、光学玻璃表面的涂膜等。
17.1 玻璃表面的清洁处理玻璃基片和坯体在进行玻璃表面处理前,还应进行表面的清洁处理。
因为基片或坯体的清洁程度对玻璃表面处理的产品质量有很大的影响。
因此表面处理前的清洁处理对于后续的玻璃表面处理工艺是非常重要的。
下面简单加以叙述。
17.1.1 表面清洁度的检验标准玻璃表面进行清洗前,必须检验玻璃表面清洁度,以此为根据来选择清洗方法。
常用的检验方法有:(1) 玻璃表面与液体的接触角法往洁净的玻璃表面倒上水和乙醇,都能扩展而完全润湿,接触角几乎等于零。
如玻璃表面有污染,水和酒精就不能完全润湿,呈明显而较大的接触角。
(2) 呵痕试验法用洁净(经过滤)、潮湿的空气吹向玻璃表面(呵气),放在黑色背景前,如玻璃为洁净的,就呈现黑色、细薄、均匀的湿气膜,称为黑色呵痕。
如玻璃表面有污染,水气就凝集成不均匀的水滴,称为灰色呵痕。
水滴在灰色呵痕上,有明显的接触角,而黑色呵痕中水的接触角接近于零值。
这是检查玻璃表面清洁度常用的简便而有效的方法。
(3) 玻璃表面的静摩擦系数法测量固体与玻璃的静摩擦系数是检查玻璃表面清洁度的一种灵敏的方法。
罐头涂层工艺流程罐头涂层工艺流程罐头涂层工艺是一种常见的金属表面处理技术,主要是为了提高罐头的耐腐蚀性和外观质量。
下面将介绍一下罐头涂层的工艺流程。
首先,准备工作。
在进行罐头涂层之前,需要对罐头进行一系列的准备工作。
首先是对罐头进行清洗,以去除表面的污垢和油脂。
清洗过程可采用溶剂清洗、酸洗和碱洗等方法。
然后,对罐头进行除锈处理,去除罐头表面的铁锈和氧化层。
常用的除锈方法有机械除锈、酸洗除锈和电解除锈。
最后,对罐头进行磷化处理,提高罐头与涂层的附着力。
磷化可以采用磷酸盐磷化和锌磷酸盐磷化等方法。
接下来是涂层工艺。
涂层是罐头涂层的核心步骤,决定了罐头的耐腐蚀性和外观质量。
涂层可分为底漆、面漆和清漆。
首先是底漆涂装。
底漆的主要作用是提高涂层的附着力和耐腐蚀性。
底漆一般采用环氧树脂、酚醛树脂或丙烯酸树脂等材料。
底漆涂装时需要注意均匀涂布,确保罐头表面被完全覆盖。
然后是面漆涂装。
面漆的主要作用是美化罐头表面,并提供一定的耐腐蚀性。
面漆一般采用聚氨酯树脂或丙烯酸树脂等材料。
面漆涂装时需要注意控制涂层的厚度和均匀性,以避免涂层的起皱、起泡和流挂等现象的发生。
最后是清漆涂装。
清漆的主要作用是保护面漆,提高罐头的耐磨性和耐候性。
清漆一般采用聚氨酯树脂或酚醛树脂等材料。
清漆涂装时需要注意控制涂层的厚度和均匀性,确保罐头表面得到完全覆盖。
最后是烘干和固化。
涂层施工完毕后,需要对罐头进行烘干和固化处理,以提高涂层的硬度和耐磨性。
烘干可采用自然烘干和热风烘干等方法。
固化一般采用室温固化或热固化,具体方法根据涂料的性质和罐头的需求而定。
总结起来,罐头涂层工艺流程主要包括准备工作、涂层工艺和烘干固化。
通过这一系列的步骤,可以保证罐头表面的平整度和质量,提高罐头的耐腐蚀性和外观质量。
罐头涂层工艺在食品、饮料和化妆品等领域有广泛的应用,在提高产品质量和延长产品寿命方面起到了重要的作用。
浅析玻璃酒瓶喷涂烤花的工艺要求武绍山李昌盛(安徽龙瑞玻璃有限公司亳州236820)摘要玻璃酒瓶的喷釉烘干及贴花烤花工作中,喷釉烘干的温度与时间决定了漆膜固化的程度及适宜贴花的瓶体温度,贴花后烘干温度与时间影响了花纸下面水分的挥发速度与程度,烤制固化的温度与时间决定了图案的牢固程度与耐水性,烤制后的瓶体温度又决定了揭膜工序的效率与质量。
通过对各环节温度与时间的控制,结合实际生产管理的实践经验,对目前玻璃酒瓶的深加工生产管理问题进行分析,并提岀普遍适用的控制范围。
关键词喷釉烘干;贴花;烤制;揭膜中图分类号:TQ171文献标识码:A文章编号:1003-1987(2021)02-0042-04Analysis on the Process Requirements of Sprayedand baked pattern on Glass Bottle used as wine or spirit containerWU Shaoshan,LI Changsheng(Anhui Longrui glass Co.,Ltd.,Bozhou236820,China)Abstract:In the process of glaze-spray drying and decal baking of glass bottle.The temperature and time of glaze drying determine the curing degree of film and the temperature ofbottle body suitable for stamp stick.The drying temperature and time after decals affected the evaporation rate and degree of the moisture under the paper.The curing temperature and time determine the firmness and water resistance of the pattern.The bottle temperature after baking determines the efficiency and quality of the peeling process.Through the control of temperature and time in each link,combined with the practical experience of production management,this paper analyzes the current production management problems of post-processing of glass bottles,and puts forward the universally applicable control scope.Key Words:glaze-spray drying,stick pattern,baking,remove tape0引言随着酒类玻璃瓶从功能性到功能性兼内涵的外延性要求发展,各种喷釉及瓶饰贴花应运而生,且生产过程越来越复杂和精细化。
玻璃酒瓶烤漆生产工艺
玻璃酒瓶烤漆生产工艺是一种将涂有酒瓶的表面进行烘干处理,并在其表面覆盖一层厚度约为25-50微米的烤漆的过程。
该过程可以使玻璃瓶表面光滑且具有一定的抗磨损性和耐化学腐蚀性。
烤漆工艺包括以下步骤:
1. 清洗和烘干:在瓶子出产前,必须进行清洗。
首先,通过浸泡在碱性溶液中去除玻璃表面的油脂和污垢。
然后,用高温烘干器将瓶子烘干。
2. 涂覆层:使用特殊的喷涂设备在玻璃表面上喷涂烤漆。
喷涂的层厚度通常为25-50微米。
3. 烘烤:将涂有烤漆的玻璃酒瓶放入高温烘箱中进行加热。
这个过程中,烤漆将固化并形成一个光滑、耐磨损和耐化学腐蚀的层。
4. 冷却:烘烤结束后,将瓶子从烤箱中取出并在室温下进行冷却。
以上是玻璃酒瓶烤漆生产工艺的主要步骤。
这个过程需要高度的技术水平和严格的生产控制,以确保烤漆的质量和瓶子的安全。
- 1 -。
简介玻璃瓶喷漆技巧及原理(精编文档).doc【最新整理,下载后即可编辑】简介玻璃瓶喷漆技巧及原理一、玻璃瓶漆喷涂施工操作技巧:1、用洁净的稀释剂或水将涂料调到合适喷涂的粘度,经涂-4粘度计测量,合适的粘度一般是18~30秒。
如一时没有粘度计,可用目测法:用棒(铁棒或木棒)将涂料搅匀后挑起至20厘米高处停下观察,如漆液在短时间(数秒钟)内不断线,则为太稠;如一离桶上沿即断线则为太稀;要在20厘米高处则停时,漆液成一直线,瞬间即断流变成往下滴,这个粘度较为合适。
2、空气压力最好控制在0.3-0.4兆帕(3-4公斤力/平方厘米)。
压力过小,漆液雾化不良,表面会形成麻点:压力过大易流挂,且漆雾过大,既浪费材料又影响操作者的健康。
3、喷嘴与物面的距离一般200-300毫米为宜。
过近易流挂;过远漆雾不均匀,易出现麻点,且喷嘴距物面远漆雾在途中飞散造成浪费。
距离的具体大小,应根据玻璃瓶漆的种类、粘度及气压的大小来适当调整。
慢干漆喷涂距离可远一点,粘度稀时可远一点;空气压力大时,距离可远一点,压力小时可近一点;所谓近一点远一点是指10毫米-50毫米之间范围的调整,若超过此范围,则难以获得理想的漆膜。
4、喷枪可作上下、左右移动,最好以10-12米/分的速度均匀动作,喷嘴要平直于物面喷涂,尽量减少斜向喷涂。
当喷到物面两端时,扣喷枪扳机的手要迅速的松一下,使漆雾减少,因为物面的两端,往往要接受两次以上的喷涂,是最容易造成流挂的地方。
5、喷涂时要下一道压住上一道的1/3或1/4,这样才不会出现漏喷现象。
在喷涂快干漆时,需一次按顺序喷完。
补喷效果不理想。
6、在室外空旷的地方喷涂时,要注意风向(大风时不宜作业),操作者要站在顺风方向,防止漆雾被风吹到已喷好的漆膜上造成难看的粒状表面。
7、喷涂的顺序是:先难后易,先里后外。
先高处后低处,先小面积后大面积。
这样就不会造成后喷的漆雾飞溅到已喷好的漆膜上,破坏已喷好的漆膜。
二、玻璃瓶漆调色技巧1、成色基本原理红色+黄色=橙色红色+蓝色=紫色黄色+紫色=绿色2、互补色基本原理红色与绿色互补,即红色可消减绿色,绿色可消减红色;黄色与紫色互补,即黄色可消减紫色,紫色可消减黄色;蓝色与橙色互补,即蓝色可消减橙色,橙色可消减蓝色;3、色彩基础知识通常人们所说的色彩分为三个要素:即色调、明度与饱和度。
玻璃瓶热端喷涂液成分玻璃瓶热端喷涂液是一种应用广泛的涂料,主要用于玻璃瓶的加工和装饰。
该液体的成分通常包括溶剂、树脂、颜料和助剂等。
溶剂是玻璃瓶热端喷涂液中的重要成分之一。
溶剂的选择对于涂料的性能和施工效果有着重要的影响。
常见的溶剂包括丙酮、甲苯、乙酸乙酯等。
这些溶剂具有挥发性强、溶解性好的特点,可以使涂料更好地附着在玻璃瓶表面,并且在施工后迅速挥发,使涂层干燥快速。
树脂是玻璃瓶热端喷涂液中的另一个重要组成部分。
树脂的选择决定了涂料的耐磨性、耐候性和附着力等性能。
常见的树脂有丙烯酸酯树脂、聚氨酯树脂和醇酸树脂等。
这些树脂具有良好的耐化学性和耐候性,可以有效地保护玻璃瓶表面,并且具有良好的附着力,不易剥落。
玻璃瓶热端喷涂液中的颜料也是不可或缺的成分之一。
颜料的选择可以使涂层具有丰富的色彩和良好的遮盖力。
常见的颜料有钛白粉、碳黑和金属颜料等。
这些颜料具有良好的稳定性和遮盖力,可以使玻璃瓶表面呈现出亮丽的色彩,同时还能有效地遮盖玻璃瓶表面的瑕疵。
助剂是玻璃瓶热端喷涂液中的辅助成分,可以改善涂料的性能和施工效果。
常见的助剂有流平剂、消泡剂和增稠剂等。
流平剂可以改善涂料的流平性,使涂层表面更加平整;消泡剂可以防止涂料在施工过程中产生气泡;增稠剂可以增加涂料的粘度,使其更易于施工。
玻璃瓶热端喷涂液的成分包括溶剂、树脂、颜料和助剂等。
这些成分的选择和配比可以根据不同的需求和要求进行调整,以获得理想的涂料性能和施工效果。
通过喷涂液的施工,玻璃瓶可以呈现出丰富多样的色彩,并且具有优良的耐磨性和耐候性,提高了玻璃瓶的美观度和使用寿命。