隔爆外壳的设计(供参考)
- 格式:pdf
- 大小:686.05 KB
- 文档页数:19

隔爆型灯具的防爆外壳要求[摘要]隔爆型灯具主要用于工厂、矿井等地,隔爆外壳是这类隔爆型防爆电气设备的关键部件。
文章简要介绍了隔爆型灯具防爆原理以及在防爆检测时主要检查的项目,并对隔爆型灯具在生产设计中对防爆外壳的要求作了详细介绍。
0引言防爆灯具一般按选用的光源、防爆结构形式以及使用方式进行分类。
按光源分类有防爆白炽灯、防爆高压汞灯、防爆低压荧光灯、混合光源灯等;按防爆结构型式分类有隔爆型灯具、增安型灯具、无火花型灯具,也可以由其他防爆型式和上述各种防爆型式组合形成复合型和特殊型灯具;按使用方式分为固定式防爆灯具和携带式防爆灯具。
隔爆型电气设备是具有隔爆外壳的电气设备。
这种设备如果有爆炸性气体混合物进入隔爆外壳并被点燃,隔爆外壳能承受内部爆炸性气体混合物的爆炸压力,并阻止内部的爆炸向外壳周围爆炸性环境传播。
基于这种原理,隔爆型灯具主要是在产品结构上专门设有一定几何结构的隔爆接合面或隔爆螺纹,通过一个整体的隔爆外壳,来承受灯具内部可能产生的爆炸性混合物的爆炸压力并阻止向周围的爆炸性混合物传爆来达到防爆目的。
由于这种防爆类型的灯具外壳一般使用金属材料制造,散热性好,外壳强度高和耐用性好,很受用户欢迎。
随着石油、化工等产业的飞速发展,照明灯具在生产、仓储、救援中的使用越来越广泛,品种越来越多。
由于照明灯具在工作时不可避免地产生电火花或形成炽热的表面,一旦与生产或救援现场的爆炸性气体混合物相遇,就会导致爆炸事故的发生。
下面主要针对隔爆型灯具在防爆检测过程中对防爆外壳的要求作一简要介绍。
1对隔爆外壳的要求开发设计产品,首先应对相关国家标准全面理解,不仅仅是标准的主要条款,还要考虑标准中的细节和注解。
目前隔爆型灯具的主要检测项目有:防爆结构检查、引入装置夹紧密封试验、扭转试验、防护试验、热剧变试验、冲击试验、绝缘介电强度试验、外壳耐压试验、内部点燃不传爆试验、温度试验等项目。
防爆灯具最基本的功能就是使光源能在爆炸性环境中安全可靠的使用。


隔爆型电气设备隔爆外壳的设计要求摘要:防爆型电气设备是指外壳具有隔爆能力的电气设备,这类设备不仅具有较高的使用价值,其安全性能也非常可靠,是最具实用价值的一种电气设备。
当前,许多煤矿或石油化工企业都在爆炸性环境中作业,工作人员的生命安全在这种危险环境中难以得到保障,需要借助电气设备来作业,而在这种环境中作业的电气设备至少有80%为隔爆型电气设备。
对于这类设备来说,隔爆外壳设计合理与否直接关系到设备的实用性、可靠性与安全性,本文试对隔爆外壳的设计要求进行如下分析。
关键词:电气设备;隔爆型;隔爆外壳;设计要求隔爆型电气设备主要用于石油化工或煤矿等危险环境中作业,这类设备借助其隔爆外壳来确保其作业安全,其隔爆外壳具有不传爆性与耐爆性,在隔爆结构上具有特殊的参数要求。
例如,隔爆外壳虽然存在接缝,但是为了确保具有足够的隔爆性能,隔爆外壳在接缝间隙上应小于可燃性气体在实验中的最大安全间隙,若可燃性气体在进入隔爆设备外壳之后遭遇电火花,被点燃后产生的爆炸火焰将会被严密限制在隔爆外壳之中,而不会与外壳外部环境中的可燃物混合,使外部环境发生爆炸。
可以说,隔爆外壳既能保证外部环境的安全,也能保证设备本身的安全,因此隔爆外壳的设计十分重要。
一、分析爆炸压力所谓爆炸压力,是指气体生成物在产生的那一瞬间所产生的压力,为了获得理论值,实验应该在正常温度与正常压力下进行,实验环境应该密闭的,并且具有一定容积,还需要处于绝热状态下。
假设隔爆电气设备在充满9.5%浓度甲烷气体的环境中进行实验,其爆炸瞬间的温度t将会达到2100~2200℃,而爆炸前的温度一般在15~17℃左右。
根据玻义耳-马略特定律,求得爆炸后的瞬间爆炸压力为:公式(1)在这个公式中,和分别指爆炸前的压力与绝对温度,一般为1*105Pa,为(273+)℃;T则是爆炸后的绝对温度(273+t)℃。
在隔爆外壳设计中分析爆炸压力,主要目的在于发生内部爆炸时可以避免壳体发生较大的变形或出现严重的损害。
1.2接线腔上盖与腔体法兰的尺寸接线腔上盖与腔体法兰的外围尺寸以相等为好。
有些图纸把上盖尺寸做得比腔体法兰大1~2mm,理由是可以保护腔体法兰不受损伤。
其实这样遇到较大的碰撞时,易使连接螺栓受到剪切力作用,重者螺栓断裂,轻者螺纹损伤,给以后的拆卸工作造成困难。
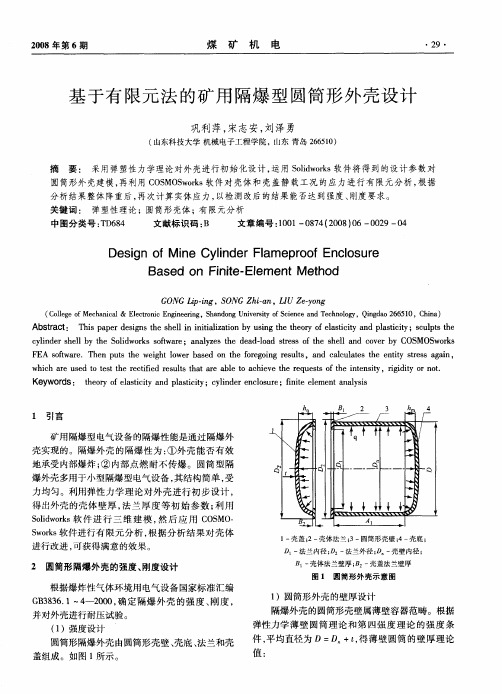
2引入装置中联通节的设计在设计引入装置时,对联通节的内径D和密封圈外径D的尺寸要注意两者之间的配合,如图2所示。
应先根据电缆的外径来选择密封圈,再依密封圈外径确定联通节内径。
图2引入装置1—金属垫圈;2—密封圈;3—钢质堵板;4─联通节;5—压盘如选用的密封圈外径D为φ680-0.74mm,而联通节选用内径D为φ68mm的钢管,这时对联通节内径的加工误差很关键,当D标注为φ68±1.5mm时,在上限时为φ69.5mm,而密封圈外径D在下限时为φ67.26mm,两者直径差为2.24mm,间隙有些过大。
超过了表2中标准的规定值。
合理公差不合理公差以表2中所列的扳把部分为例,底座孔的不合理公差尺寸为mm,铜套外径不合理的公差尺寸为mm,两者显然为间隙配合,不符合过端盖隔爆接合面间隙的设计至关重要,如果绘出如图4所示的尺寸,不做深入分析时,认为尺寸合理,其隔爆间隙不超出文献[1]中的要求:mm,mm,W≤0.4mm。
图4主腔隔爆接合面现计算分析如下:最大间隙=(8+0.17)-(8-0.22)=0.39mm。
此值小于0.4mm,但经推敲不但没有考虑端盖两个法兰的平面度,而且A、B处尺寸设计也不够合理。
如法兰的平面度取9级为0.1mm时,A、B处尺寸不修改,则:最大间隙=(8+0.17)-(8-0.22)+(2×0.1)=0.59mm,该值既大于0.4mm,也大于GB3836.2-83中W≤0.5mm的规定,如将A、B处尺寸改为8+0.14+0.05mm,B处尺寸改为8-0.05-0.12,平面度公差仍为9级,则最大间隙为(8+0.14)-(8-0.12)+(2×0.1)=0.46mm此值虽满足国标中的要求,但由于加工的不一致性,还有些偏大,如把平面度公差改为8级0.06mm时,产成品端盖两法兰之间的间隙才比较可靠,此时则为(8+0.14)-(8-0.12)+(2×0.06)=0.38mm再有要注意的地方是:端盖法兰设计时,应把有啮口的法兰焊在端盖上,这样有利于保护隔爆面不被碰撞和减少变形。
煤矿电气设备的隔爆外壳结构优化马桂强发布时间:2021-08-26T06:35:20.962Z 来源:《福光技术》2021年8期作者:马桂强贾中华李蒙蒙[导读] 在对瓦斯爆炸事故的诱发因素进行分析以后,以矿用电气设备的缺陷为出发点,着重分析了隔爆壳体的设计制造工艺,分别对壳体的材料选择和隔爆结合面的隔爆参数等综合指标进行控制,提高了隔爆性能,得出了隔爆壳体的最优设计制造工艺方案。
郑州煤机液压电控有限公司河南郑州 450000摘要:在对瓦斯爆炸事故的诱发因素进行分析以后,以矿用电气设备的缺陷为出发点,着重分析了隔爆壳体的设计制造工艺,分别对壳体的材料选择和隔爆结合面的隔爆参数等综合指标进行控制,提高了隔爆性能,得出了隔爆壳体的最优设计制造工艺方案。
关键词:隔爆;耐爆;隔爆壳体;隔爆结合面;隔爆间隙目前,为采用上运式输送机,大多煤矿均有上倾的巷道,瓦斯便沿着这些上倾巷道集聚在顶部与空气形成可爆的混合气体,这就为瓦斯爆炸产生了隐患。
煤矿瓦斯爆炸有许多诱发因素,其中之一就是电气设备的缺陷因素,即由于电气设备的壳体不具有隔爆性,当壳体内部产生火花或温度过高时,火花或爆炸产物传出壳体引起瓦斯爆炸。
为防止壳体内的爆炸生成物传出壳体引起外界爆炸,要求矿用电气设备的壳体必须具有隔爆性和耐爆性。
经过对多例煤矿爆炸事故原因的统计、分析和研究,在此,以电气设备的壳体为出发点,对隔爆电气外壳的制造工艺进行研究。
爆炸压力的分析爆炸压力,一般指产生气体生成物最初瞬间的压力。
在正常温度和压力下,以一定容积的密闭容器在绝热状态下试验,根据波义耳—马略特定律,爆炸后的压力当壳体内部发生爆炸时,为防止壳体由于内部压力过大发生变形或损坏,须对它的材质强度进行加强。
除了通过材质强度增强壳体的耐爆能力外,还需考虑其他一些影响爆炸压力的因素,比如:壳体容积、散热面积和隔爆参数等。
经有关实验证明,实际爆炸压力几乎和容积的大小无关,但在容积相同时,散热面积的不同对爆炸压力的影响较为显著,且外壳结构中所存在的间隙对爆炸压力的影响也较大。
隔爆型或增安型或两者都同时存在的防爆结构的产品在防爆电器产品中占有绝大部分,适当的防水防尘性能是产品必须具备的功能之一,在设计、生产、检验、维护的过程中,如何保证产品具有这一功能且有效,是一个重要的课题。
隔爆外壳的隔爆接合面经常采用的结构有平面隔爆、圆筒面隔爆、止口隔爆和螺纹隔爆四种,如图1、图2、图3和图4所示。
在未设置密封件的情况下,其防护等级达到IP54,这可满足一般的要求,若要提高其防护等级,增设密封件是一种既经济,效果又好的方式。
隔爆接合面是隔爆外壳不同部件相对应的表面配合在一起(或外壳连接处)且火焰或燃烧生成物可能会由此传到外壳外部的部位,也是爆炸性气体进出外壳的通路,在此设置密封件,须确保其应有的功能不受任何有害的影响。
因此密封件及壳体相应沟槽的截面积应适当,且密封件在无氧或低氧情况下不可燃烧。
现在密封件材质通常选用硅橡胶、丁腈橡胶、三元乙丙橡胶。
一般温升高的产品首选硅橡胶,发热不大温升小的产品,为了降低成本,则选丁腈橡胶或三元乙丙橡胶。
根据沟槽的截面积波动大小,密封件材料状态的选择分为发泡和非发泡两种。
沟槽预先由压铸模具加工好,后面工序不加工或半加工,则它的截面积波动会较大,选择发泡的橡胶比较好,这样具有较大压缩体积的发泡橡胶能够保证所有密路径防护性能达到规定的要求,并且任何一处的密封压力也不会对有可能产生的爆炸物由外壳内部排出外壳造成有害影响。
沟槽完全为机械加工而成,其截面积大小基本无波动,则选择发泡或非发泡的橡胶均可,若隔爆接合面是隔爆螺纹,则选用发泡的橡胶较好,这样在装配、安装、维修过程中,拧动壳盖或壳体的力的大小容易控制。
对于增安型壳体而言,不需要考虑爆炸物排发的问题,因为这是增安型防爆型式所决定的,所以密封件的选择只要考虑除此之外的其它要求,如温度、耐候性、加工工艺性等。
密封件的如何选择非常重要,其在壳体接合面的具体位置也很关键。
下面就列举几种典型结构,并做简要分析以供参考。
防爆电器丛书隔爆外壳的设计刘让编著二零零七年八月浙江乐清隔爆外壳的设计刘让编著一概述防爆产品的外壳设计,特别是隔爆型外壳的设计已有许多方法,本文想从理论基础说起,尽量避免繁琐的高等数学的计算,并简化计算以达到实用性强、易掌握的目的。
使防爆产品的质量有更大的提高。
本文主要针对从事防爆产品设计和防爆外壳工艺的技术人员,并具有中专学历以上的人员学习,隔爆外壳的设计包括两个方面的内容:1.隔爆参数的设计;2.外壳强度的设计。
外壳的隔爆参数主要是指隔爆结合面的形式、隔爆面间隙和结合面的宽度以及结合面的粗糙度等,这些参照GB3836的有关内容正确选择就可以。
近年来,随着技术的发展,方壳和快开门结构使用越来越多,外壳主腔使用螺钉紧固逐渐减少(但在厂用防爆产品中仍用的较多),矿用产品螺钉紧固方式大多用于接线箱和一些小产品中,因此新的结合面紧固方式也是外壳设计的主要部分。
外壳的强度设计,是如何用最少的材料设计出强度足够的隔爆外壳,这也是许多专家研究的课题,至今尚未见到一种成熟而又精确的计算方法,设计中采用经验数据较多,有的通过试验来验证,浪费材料和裕度过大是常见的。
二外壳设计的理论基础1 虎克定律公式△PL LEA杆受拉力纵向伸长△L=L1-L (图1)单位长度杆的纵向伸长(线应变):ε=L L∆P 轴向力A 杆的横截面E 弹性模量 MPa EA 杆的抗拉(压)刚度这样虎克定律的另一表达式 ε=σ=杆中的正应力(拉为正,压为负)EσPA2 低碳钢试件的拉伸图(1)标准试样(图2) L 工作段在这一长度内任何横截面上的应力均相同L=10d 或 L=5dL=11.3.或(2)低碳钢试样的拉伸图 (图3)Ⅰ 弹性阶段 △。
PL L EAⅡ 屈服阶段试件长度急剧变化,但负载变动小。
Ⅲ 强化阶段 要继续伸长,所需要克服试件中不断增长的抗力,材料在塑性变形中不断发生强化所致,这阶段塑性变形。
Ⅳ 局部变形阶段 试件伸长到一定程度后,负载读数反而逐渐降低,出现”颈缩”现象,横截面急剧减小,负载读数降低,一直到试件拉断。
(3)卸载规律在强化阶段如果终止加载,在终止加载过程中,负载与伸长量之间遵循直线关系,此直线bc 和弹性阶段内的直线oa 近似平行,这过程为卸载,并将卸载时负载与试件的伸长量之间遵循的直线关系的规律称为材料的卸载规律。
(图4)由此可见,在强化阶段中,试件的变形实际上包括了弹性变形△Le 和塑性变形△Ls 两部分,在卸载过程中,弹性变形逐渐消失,只留下塑性变形。
若重新加载,仍从c 点开始,一直到b 点,然后沿原来的曲线。
若对试件预先施加轴向拉力,使之达到强化阶段,然后卸载,则再加负载时,试件在弹性范围内所能承受的最大负载将增大,这称为材料的冷作硬化现象,这可用来提高材料在弹性范围内所能承受的最大负载。
(4)应力—应变曲线或σ—ε曲线 (图5)比例极限:A 点以下,应力和应变成正比,符合虎克定律 σp 弹性极限:弹性阶段最高点B ,是卸载后不发生塑性变形的极限 σeσp 与 σe 数值相差不多,可统称弹性极限。
屈服极限:屈服阶段σ有幅度不大的波动,最高点C 应力为屈服高限,D 点为屈服低限。
从试验结果可知,屈服低限较为稳定,故称为屈服极限 σs强度极限:强化阶段的G 点为最高点,此点应力达到最大值,称为强度极限 σb对低碳钢来讲,极限应力:σs ,σb 是衡量材料强度的两个重要指标。
延伸率: (L =10d 时)1×100%L L Lδ-=L 1 拉断后的杆长; L 原长材料名称牌号EGPaσs MPa σb MPa δ5%(L =5d 时)低碳钢Q235200-21024040025-27中碳钢4520936061016低合金钢16Mn 200290-350480-52019-21泊桑比 μ 横向线应变ε/,在应力不超过比例极限σp 时,它与纵向线应变的绝对值之比为一常数。
μ=︱︱'εε3 术语和公式(1) 挠度:轴线上的点在垂直于X 轴方向的线位移υ称为该点的挠度。
横截面绕其中性轴转动的角度θ称为该截面的转角。
(图6)(2) 梁(把钢板当成两端被固定支撑的梁)在弯曲时,在横截面上既有拉应力也有压应力,在中性轴为对称轴时,拉压应力在数值上相等。
(3) 弯应力: σmax =ZM W 对圆形截面 抗弯矩 W Z =πd 3132对矩形截面 抗弯矩 W Z = bh 2 (图7)16三 经验公式外壳的强度问题,归根结底是外壳壁厚的计算,按照GB3836的有关规定,爆炸压力若以静压力考虑,对Ⅰ类ⅡA 和ⅡB 产品的外壳为1MPa ;ⅡC 为1.5MPa 。
受内压操作的筒体外壳壁厚的计算:[]230ePD CPδφσ=+-式中: δ:筒壁厚 mmP : 容器工作压力 MPaDe :容器内径mmφ: 焊缝强度系数De =400-500mm 采用人工单面焊接取 φ=0.7 De ≥600mm 采用人工双面焊接取 φ=0.95 [σ]:许用拉伸应力 [σ]=σb /nσb 材料的强度极限 σb =380-400 MPa (Q235)n :安全系数取3.5C :为弥补钢板负公差所增加的厚度钢板厚度在20mm 以下取C =1;厚于20mm 取C =0这一公式是大容器的经验公式,在防爆电器中壁厚大于20mm 的很少,所以系数C 要酌情考虑。
四 大型矩形外壳的计算基础 1 考虑材料塑性时梁的极限弯矩一般的计算考虑材料是在弹性范围内工作,我们需要要进一步研究材料在受到弯曲时的最大正应力达到材料屈服极限以后的弯曲问题。
纯弯曲时,梁的容许弯矩[W]=W×[σ] *由以下分析可知,对于塑性材料制成的梁,以此[W]为梁的容许弯矩在强度方面尚未发挥材料的潜力。
把低碳钢的σ—ε曲线简化(1) 当应力不超过σS时,材料符合虎克定律;(2) 拉伸、压缩时的弹性模量相等,σS也相等;(图(3) 应力达到σS后,应变在此应力下增加,当外力大到一定时,距中性轴最远的应力为σmax=σS此时M S=σS×W,这即(*)式所允许的最大弯矩,此时,材料并无塑性变形。
(图9)当外力继续增加,横截面上的正应力将按σS值逐渐向中性轴发展,最后,全部达到σS,此时的弯矩,就是考虑材料塑性时的极限弯矩M jx,(图此时横截面上各点均发生塑性变形,在不增加外力的情况下,整个梁将继续变形,前已说,由于卸载规律,材料发生强化作用,实际的M jx比理想值要大。
具体分析一下M jx的变化。
按静力平衡条件,整个横截面上的法向内所有元素所组成的合力N=0 (图11)⎰Aa⎰N=σS dA+(-σS)dA=01A得A1=A a A1:受拉面积A a:受压面积N=0 也是确定中性轴位置的条件,在此条件下,法向内力元素所组成的力偶矩就是梁的极限弯矩M jxM jx =y σS dA + (-y)(-σS )da 1A ⎰Aa⎰=σS [ydA +y dA]1A ⎰Aa⎰=σS (S 1+S a )对于具有水平对称轴的横截面S 1=S a =S ;S 1+S a =2S S 为半个横截面的面积对中性轴的面积矩 ∴ M jx =σS W SW S =2SW S 为塑性抗弯截面模量 (cm 3) 对于矩形截面 (图12)S =×=b ××=2A 4h 2h 4h 28bh∴ W S =2S =24bh 将 M jx =σS W S 与 M =σS W 相比较得:=jx M MS W W对不同的截面形状M jx /M 的比值不同,但都大于1,所以,在考虑材料塑性时梁的容许弯矩[M jx ]也就相应地会比[M]有所增大。
见下表:几点说明:1 初绕度实际上是利用材料的卸载规律,提高材料的强度;(图13a)2 板材焊筋是提高零件的抗弯矩;(图13b)3 板材上压筋是综合1,2的效应,即既利用卸载规律又提高抗弯矩。
(图13c)4 对薄板而言,板材是绕着X,Y轴弯曲的,因而板材的变形是X,Y两方向的综合。
(图14a、14b、14c)四矩形薄板大挠度近似计算方法近似计算的两个要点:1 掌握并集中考虑矩形薄板的最大应力部位(1) 对侧压均布的薄板的最大应力部位与最大形变部位是相对应的;(2) 最大变形如边界是刚性的,是在垂直于长边的中点方向;(3) 最大应力点在矩形板的中心,向长边垂直方向。
(图15)2 把变形的弹性面理想化为圆弧组成。
近似计算的几何关系(形变和位移关系),把矩形板的最大变形线看成一个长板条。
(图16)AB =矩形的短边 a下面受压,板条上弯,形成,曲率半径为X ,中心点在O ,AB 与将有AB ρ AB AB 一最大挠度f ,X 以度计。
θ=(1)2AB 2360X X πρθ 令 n x =或X =代入(1)2Xaρρ2Xn a =×=× (2)2AB 2360X X n πθ 2a 57.2957X X n θ2a板条按X 轴向的应变:x ==-1 (3)ε 222AB aa -57.2957X X n θx == θ1sin -2Xa ρ1sin -1Xn x =n X -1(4)∴ε11sin 57.2957Xn -同样,沿Y 轴向(即沿长边方向)的应变y =n y-1 (5)ε11sin 57.2957yn -这就是简化的几何方程。
应力与应变的关系,即物理方程x =(x -y )ε1E σμσy = (y -X )(6)ε1Eσμσ式中 E =206GPa=0.3 (钢)μ(4)、(5)、(6) 可以画出以n x 、x 为坐标的曲线σ但是公式中(6)每一组都有x 、y ,不能单独与(4)、(5)代入求解,但是x 与y 有一定的σσσσ关系。
长边比短边的比例值大时,可以认为y =0σ长边接近短边时(或相等时),y =xσσ这样可以作出两条曲线,中间再作出一条y =x 的曲线,作为内插参考。
(图17)σ12σ对于受力条件及边界条件,采用无矩理论的大挠度理论:+= (7)X X σρy yσρPh 式中y ,x 为任意一点在x ,y 方向的拉应力(薄膜应力);σσ x , y 为这点曲面在x ,y 方向的曲率半径;ρρP 为板面所受的均布载荷,h 为板厚(单位须与x , y 一致)。
ρρ(7) 是静力学公式,是y ,X 的二元一次方程,要找到x ,x 和y ,y 的近σσσρσρ似关系简化成一元方程。
矩形薄板在侧压下变形与它的长短边a,b 有以下关系:挠度f ≈28Xa ρ≈28y b ρ∴= (8)X y ρρ22a b从前图知= X X (这里X 以弧度计)2ABρθθ又 x =θ1sin -2Xa ρ根据 =x +×+××+……取前两项sin x 1233x 123435x 可将 x 向的应变值为:x =-1=ε2x xa ρθ3248x a ρ同理 y =ε3248y b ρ因此= ×= (9)x y σσx y εε≈3232x y a bρρ≈33a b 44b a b a 把公式(7),(8)代入(9)得x == (10)σ33(1)x P a h b ρ+332(1)x Pn aa hb+作为特例,当 a =b ,此时x =y 上式变为σσx == n x a (11)σ2x P hρ4P h 当 b >a 时x == n x a (12)σx P hρ2P h 这和通常材料力学求球面应力公式相当。