FF-PD-QR-07-009偶尔性 IC烧写器点检保养表(使用前)
- 格式:doc
- 大小:66.00 KB
- 文档页数:1
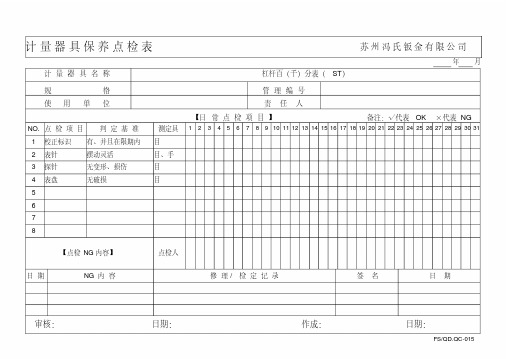
计量器具保养点检表苏州冯氏钣金有限公司年月计量器具名称杠杆百(千)分表(ST)规格管理编号使用单位责任人【日常点检项目】备注:√代表OK ×代表NG NO. 点检项目判定基准测定具 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 311 校正标识有、并且在限期内目2 表针摆动灵活目、手3 探针无变形、损伤目4 表盘无破损目5678【点检NG内容】点检人日期NG内容修理 / 检定记录签名日期审核:日期:作成:日期:计量器具保养点检表苏州冯氏钣金有限公司年月计量器具名称高度尺(H)规格管理编号使用单位责任人【日常点检项目】备注:√代表OK ×代表NG NO. 点检项目判定基准测定具 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 311 校正标识有、并且在限期内目2 上下升降升降平稳手3 锁口向上扳时能锁紧手4 数显示部分能有效显示目5 底座无脏污、生锈、破损目678【点检NG内容】点检人日期NG内容修理 / 检定记录签名日期审核:日期:作成:日期:FS/QD.QC-015年月计量器具名称万能角度尺(UP)规格管理编号使用单位责任人【日常点检项目】备注:√代表OK ×代表NG NO. 点检项目判定基准测定具 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 1 校正标识有、并且在限期内目2 尺身、测量面无脏污、锈蚀、碰伤及明显划痕,刻线和数字清晰目3 各部分相互作用直尺、直角尺装卸应顺利,制动器的卡块的任何作用在任何位置均应可靠手4【点检NG内容】点检人计量器具保养点检表苏州冯氏钣金有限公司日期NG内容修理 / 检定记录签名日期审核:日期:作成:日期:FS/QD.QC-015计量器具保养点检表苏州冯氏钣金有限公司年月计量器具名称游标卡尺(N)规格管理编号使用单位责任人【日常点检项目】备注:√代表OK ×代表NG NO. 点检项目判定基准测定具 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 311 校正标识有、并且在限期内目2 校对零位偏差在0.02mm以下目3 内外量爪测定面无伤痕、锈足迹目4 尺框运行顺利手5 测深尺无伤痕、弯曲、锈目6 刻线应清晰可见目78【点检NG内容】点检人日期NG内容修理 / 检定记录签名日期审核:日期:作成:日期:FS/QD.QC-015计量器具保养点检表苏州冯氏钣金有限公司年月计量器具名称螺纹塞规(TP)规格管理编号使用单位责任人【日常点检项目】备注:√代表OK ×代表NG NO. 点检项目判定基准测定具 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 311 校正标识有、并且在限期内目2 牙距面无锈足迹、碰伤、毛刺目、手345678【点检NG内容】点检人日期NG内容修理 / 检定记录签名日期审核:日期:作成:日期:FS/QD.QC-015计量器具保养点检表苏州冯氏钣金有限公司年月计量器具名称带表卡尺(DC)规格管理编号使用单位责任人【日常点检项目】备注:√代表OK ×代表NG NO. 点检项目判定基准测定具 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 311 校正标识有、并且在限期内目2 校对零位偏差在0.02mm以下目3 内外量爪测定面无伤痕、锈迹目4 尺框运行顺利手5 测深尺无伤痕、弯曲、锈目6 刻线应清晰可见目7 表盘内外表盘内无油污,表盘无破损、划痕目【点检NG内容】点检人日期NG内容修理 / 检定记录签名日期审核:日期:作成:日期:FS/QD.QC-015年月计量器具名称刀口直角尺(L)规格管理编号使用单位责任人【日常点检项目】备注:√代表OK ×代表NG NO. 点检项目判定基准测定具 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 计量器具保养点检表苏州冯氏钣金有限公司1 校正标识有、并且在的限期内目2 尺身、测量面无脏污、锈蚀、碰伤、磁性目345678【点检NG内容】点检人日期NG内容修理 / 检定记录签名日期审核:日期:作成:日期:FS/QD.QC-015计量器具保养点检表苏州冯氏钣金有限公司年月计量器具名称千分尺(M)规格管理编号使用单位责任人【日常点检项目】备注:√代表OK ×代表NG NO. 点检项目判定基准测定具 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 311 校正标识有、并且在限期内目2 校对零位、刻线零位无偏差,刻线清晰目3 各部分相互作用移动应能平稳,无卡住现象手4 锁紧装置能锁紧动杆手5 测量面无伤痕、锈目6 测力装置螺丝无松动,接触对象能发出响声目7【点检NG内容】点检人日期NG内容修理 / 检定记录签名日期审核:日期:作成:日期:FS/QD.QC-015年月计量器具保养点检表苏州冯氏钣金有限公司计量器具名称膜厚仪规格管理编号使用单位责任人【日常点检项目】备注:√代表OK ×代表NG NO. 点检项目判定基准测定具 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 311 校正标识有、并且在限期内目2 电源电力不足时,及时更换目3 清洁使用后应擦净油污等目4 防锈测量头涂少许油脂手5678【点检NG内容】点检人日期NG内容修理 / 检定记录签名日期审核:日期:作成:日期:FS/QD.QC-015计量器具保养点检表苏州冯氏钣金有限公司年月计量器具名称百格刀规格管理编号使用单位责任人【日常点检项目】备注:√代表OK ×代表NG NO. 点检项目判定基准测定具 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 311 校正标识有、并且在限期内目2 清洁使用后应擦净油污等目3 防锈测量头涂少许油脂手45678【点检NG内容】点检人日期NG内容修理 / 检定记录签名日期审核:日期:作成:日期:FS/QD.QC-015计量器具保养点检表苏州冯氏钣金有限公司年月计量器具名称推拉力计规格管理编号使用单位责任人【日常点检项目】备注:√代表OK ×代表NG NO. 点检项目判定基准测定具 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 311 校正标识有、并且在限期内目2 清洁使用后应擦净油污等目3 防锈测量头涂少许油脂手4 表盘无破损目5678【点检NG内容】点检人日期NG内容修理 / 检定记录签名日期审核:日期:作成:日期:FS/QD.QC-015计量器具保养点检表苏州冯氏钣金有限公司年月计量器具名称扭力计(扭力扳手)规格管理编号使用单位责任人【日常点检项目】备注:√代表OK ×代表NG NO. 点检项目判定基准测定具 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 311 校正标识有、并且在限期内目2 清洁使用后应擦净油污等目3 防锈测量头涂少许油脂手45678【点检NG内容】点检人日期NG内容修理 / 检定记录签名日期审核:日期:作成:日期:FS/QD.QC-015计量器具保养点检表苏州冯氏钣金有限公司年月计量器具名称大理石平台规格管理编号使用单位责任人【日常点检项目】备注:√代表OK ×代表NG NO. 点检项目判定基准测定具 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 311 校正标识有、并且在限期内目2 清洁使用后应擦净油污等目3 整理勿在平台上堆放物品目45678【点检NG内容】点检人日期NG内容修理 / 检定记录签名日期审核:日期:作成:日期:FS/QD.QC-015计量器具保养点检表苏州冯氏钣金有限公司年月计量器具名称水平仪规格管理编号使用单位责任人【日常点检项目】备注:√代表OK ×代表NG NO. 点检项目判定基准测定具 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 311 校正标识有、并且在限期内目2 清洁使用后应擦净油污等目345678【点检NG内容】点检人日期NG内容修理 / 检定记录签名日期审核:日期:作成:日期:FS/QD.QC-015计量器具保养点检表苏州冯氏钣金有限公司年月计量器具名称规格管理编号使用单位责任人【日常点检项目】备注:√代表OK ×代表NGNO. 点检项目判定基准测定具 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 12345678【点检NG内容】点检人日期NG内容修理 / 检定记录签名日期审核:日期:作成:日期:FS/QD.QC-015计量器具保养点检表苏州冯氏钣金有限公司年月计量器具名称规格管理编号使用单位责任人【日常点检项目】备注:√代表OK ×代表NG NO. 点检项目判定基准测定具 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 3112345678【点检NG内容】点检人日期NG内容修理 / 检定记录签名日期审核:日期:作成:日期:FS/QD.QC-015 计量器具保养点检表苏州冯氏钣金有限公司年月计量器具名称规格管理编号使用单位责任人【日常点检项目】备注:√代表OK ×代表NG NO. 点检项目判定基准测定具 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 12345678【点检NG内容】点检人日期NG内容修理 / 检定记录签名日期审核:日期:作成:日期:FS/QD.QC-015。




项目方法日期周期12345678910111213141516171819202122232425262728293031
机器内外表面清洁
清洁、无异物气压检查(是否为
0.45-0.5mpa)
检查、无异常轨道内清洁
清洁、无异物机器运作状态检查、无异常气缸清洁清洁、无异物
指示灯、功能开关、锁定开关确认
检查、无异常皮带、按键确认检查、无异常
丝杠、导轨加油清洁、润滑保
养
人
确
认
人
日期
说明:1.可量化的必须量化记录。
气压标准为:4.0Kgf/Cm 2~6.0Kgf/Cm 2
2.点检中如发现异常,必须在“异常处置”栏槙上“原因”和“解决方案”;无法解决必须报告上级。
3.处理记号:正常(0) 清洁、清扫(C) 注油(Z) 更换(E) 要注意(Y) 要修理(RN) 未点检(-)
审核:__________________设备异常处理异常原因处理方法与对策工程师确认
结果每月
XBY-MR-139-A/0-L2
斯泰克SPI-S8030保养及点检记录表
线别/部门:
机器编号:SPI182869H 日期:_ _ _年_ _月。
注:1、机床加工能力参数——工件最大直径φ500;刀架处工件最大直径φ300;马鞍部位工件最大直径φ710;轴孔φ105注:1、机床加工能力参数——各轴行程x787×y406×z406;注:1、机床加工能力参数——工件最大直径φ320;工件最大长度1000;轴孔φ52注:1、机床加工能力参数——磨削外圆直径范围φ8~φ200;工件最大重量50kg;最小进给0.001;工件最大长度5002、注意事项:a、更换砂轮时,检查砂轮允许最大线速度是否大于35m/s;砂轮是否存在有裂纹或不正常声音;应在水平误差≤0.02/1000的水平检查仪上校正砂轮静平衡,直径大于200mm的砂轮更换后装机修整砂轮、甩干水后应拆下再做一次静平衡;新更换的砂轮要进行至少5分钟的试运转,发现异常应立即停止使用。
b、启动砂轮时,操作者切勿站立在砂轮正前方;修整砂轮时,须在砂轮停转时拆卸砂轮修整器,严禁用手持金刚笔修整砂轮,干修时必须戴防护镜和口罩;头架变速必须在皮带和带轮静止时进行;卡盘装夹磨削时,工件装夹完毕后必须取下卡盘扳手后方可启动头架;顶尖磨时,装工件前应用清洁润滑油润滑顶尖,砂轮架退出且头架主轴停转后方可进行工件装卸;机床操作突然发生故障时,应立即按下急停按钮。
c、维护保养时,保持机床清洁,尤其是导轨面和上台面的清洁,防止生锈,防止杂质进入而使移动面拉毛,防止机床表面变色;机床检修时,注:1、机床加工能力参数——各轴行程x640×y400×z500;工作台面750×360注:1、机床加工能力参数——各轴行程x320×y400;250kg;工作台面360×610;最大厚400;Ra≤2.5μm;最大切割速度100mm2/min注:1、机床加工能力参数——最大钻孔直径φ50;注:1、机床加工能力参数——最大工件直径φ400;床鞍上工件最大直径φ200;最长工件L710;主轴孔φ52;行程:x275×z650注:1、机床加工能力参数——电气设备维护保养制度一、变压器1、每年清理一次外表积尘和其它污物,紧固导体连接螺栓。
保养日期
保养项目
12345678910111213141516171819202122232425262728293031清洁机壳、料台表面。
清扫废料带箱
清理抛料盒里的元件,并对
元件进行归类
检查安全门及各状态感应器
工作是否灵敏
检查气压是否在0.45~0.6MPA
范围内。
用适当的捅针,排除吸嘴内
的异物;同时使用超声波清
洁
使用无尘纸对相机镜头和反
光镜片进行表面清扫
散乱在机器内部的异物进行
清除,粘附在加油处的润滑
油用布檫拭干净
FS FS/WI-SMT-E-F-009 A REV.0-2016.01.08 最短保存期限: 一年
FUJI NXT贴片机日、周点检保养记录表
机器型号:
机器编号:线别: 2012 年 5 月日点检保养周点检保养
保养人确认人
u 每月月底由生产组长将此表转交工程部审核存档备查。
备注:
u 本表日保养由操作填写,技术员确认;周保养有技术员填写,工程师确认;完成打“√”,未完成则打“×”,休息打“○”u 若有异常则打“▲”并在备注栏内注明异常现象及通知相关人员处理。
u 日保养每天上班前保养,周保养(包括日保养内容)每周六下班前保养。
年 月设备名称
12345678910111213141516171819202122232425262728293031检查各油箱油,按润滑规
定加注润滑油:油路要畅
通,各部位润滑充分。
看,用手每天检查面板按钮开关完好、
灵活、无松动,特别检查
急停按钮是否好用。
看,用手每天检查机床气路、油路,不
能有泄漏现象。
看每天检查气压:1、进气压力
≥0.55,2、平衡缸压力
(按上模重量调整)3、
离合器压力≥0.5看每天在“寸动”模式下检查离
合器、制动器、双阀工作
是否正常
用手,听每天检查单次运行停车时曲轴
是否停在上死点(-10º~
5º),运行过程是否有异
响。
看、听每天带光栅的机床开工前测试
光栅是否灵活好用。
用手每天停机后检查:各操作按钮
处于“OFF”位置,关闭
气源、电源。
排出空气滤
清器及储气筒的水。
用手每天每天下班停机后:清扫、
清洁设备用手、抹布每天
使用单位生产部故障描述及反应计划
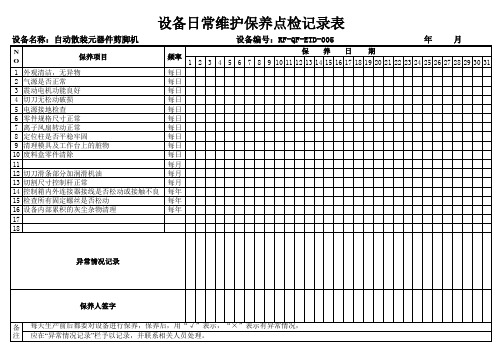
设备日常维护保养点检记录表
压力机型号/规格编号操作者
记 录注:1.操作者每日检查 2.点检后,用“√”表示进行了点检,“○”表示休息或放假, “×”表示有异常情况,“△”表示设备停用状态,应在“故障描述及反应计划”栏予以记录。
保养项目
方法实施间隔。
厦门四信通信科技有限公司
IC 烧 写 器 点 检 保 养 表 (使用前)
编号:FF/PD-QR-07-009 V1.0 保存期限:1年
烧写器型号: 年月:2015年 月
备注:
1、如点检/保养OK ,则打“√”;点检/保养NG ,则打“×”;缺勤/未上班/未使用,不需要点检/保养,则打“Ο”。
2、该表由相应的部门自行保存,月末由相应的主管确认签字。
主管签字:
序号
点检内容
日 期 (每天点检/保养时间上午8:30前,如当天未上班,则打“Ο”)
1
2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 311
检查烧写器接触探针,要求无异物
2 与电脑链接,要求各
通信指示灯正常
3 用需要烧写的IC 进
行烧写
4 烧写时校验码是否正
常
5 各接口接触正常
序
号
保养内容
1 2
3 4 5 6 7 8 9
10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 1 有无对设备外观、表
面进行清洁、整理
点 检 人
确 认 人。