结构工艺性的概念
- 格式:doc
- 大小:13.50 KB
- 文档页数:2
铸件结构工艺性(图)定义:是指所设计的零件在满足使用要求的前提下,铸造成形的可行性和经济性,即铸造成形的难易程度。
良好的铸件结构应适应金属的铸造性能和铸造工艺性。
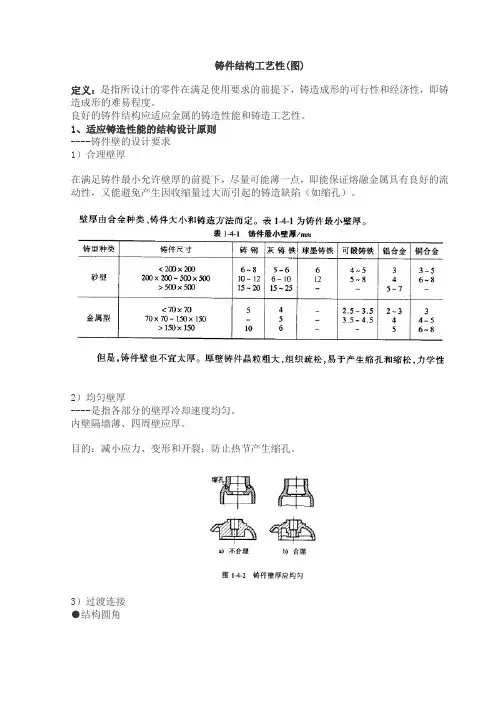
1、适应铸造性能的结构设计原则----铸件壁的设计要求1)合理壁厚在满足铸件最小允许壁厚的前提下,尽量可能薄一点,即能保证熔融金属具有良好的流动性,又能避免产生因收缩量过大而引起的铸造缺陷(如缩孔)。
2)均匀壁厚----是指各部分的壁厚冷却速度均匀。
内壁隔墙薄、四周壁应厚。
目的:减小应力、变形和开裂;防止热节产生缩孔。
3)过渡连接●结构圆角避免热节形成;改善应力分布;避免砂型损坏和产生砂眼。
●均匀交接铸件上不同方向的壁或肋交接时,应避免造成金属聚集(热节),而产生缩孔。
●采用圆角、斜面、圆锥逐步过渡目的:防止应力集中而开裂。
4)大平面倾斜目的:利用填充和排气排查。
5)减小变形(同热处理)对称结构、增设加强肋。
6)自由收缩目的:有利减小因收缩应力而引起的应力开裂和变形。
2、适应铸造工艺的结构设计原则----铸件形状设计要求1)简化结构----轮廓平直、分形面简单和最少。
●直线代曲面、模样成本低、便于分起模;●结构紧凑、减少造型材料的消耗、砂箱尺寸和生产面积。
2)减少型芯芯多成本高、不便排气和清理。
●开式结构代替闭式结构;●凹抗扩展为凹槽;(节省外芯)●凸缘外伸代内伸;(砂垛代芯)3)便于芯的固定目的:省芯撑、排气通畅、清砂方便。
4)避免使用活块5)肋不影响起模若肋条的布置与起模方向不平行也不垂直,会影响起模、填砂和紧砂。
6)结构斜度铸件上凡是平行起模方向的非加工表面,都应设计结构斜度;立壁愈低,结构斜度愈大。
可查表得:凸台为30-40度。
目的:起模方便、便于砂垛代芯、美观。
7)便于搬运:增设吊装孔或环。
零件的结构工艺性分析零件的结构工艺性是指在满足使用性能的前提下,是否能以较高的生产率和最低的成本方便地加工出来的特性。
为了多快好省地把所设计的零件加工出来,就必须对零件的结构工艺性进行详细的分析。
主要考虑如下几方面。
(1) 有利于达到所要求的加工质量①合理确定零件的加工精度与表面质量加工精度若定得过高会增加工序,增加制造成本,过低会影响机器的使用性能,故必须根据零件在整个机器中的作用和工作条件合理地确定,尽可能使零件加工方便制造成本低。
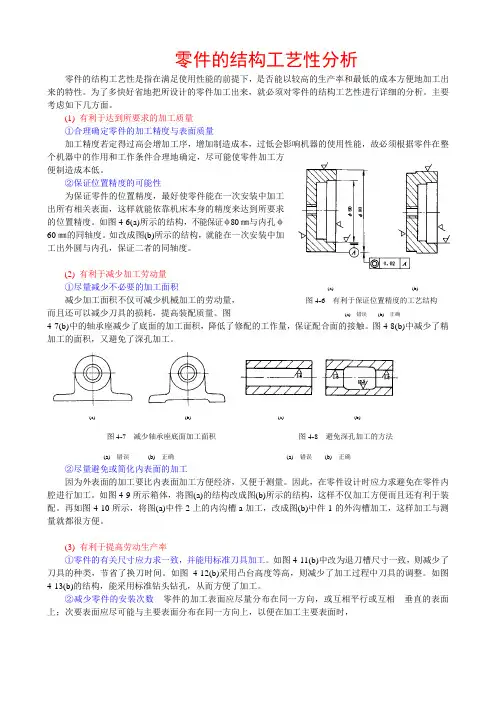
②保证位置精度的可能性为保证零件的位置精度,最好使零件能在一次安装中加工出所有相关表面,这样就能依靠机床本身的精度来达到所要求的位置精度。
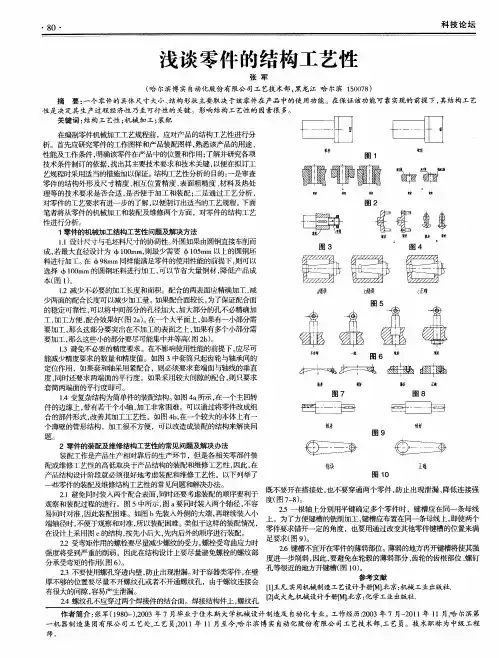
如图4-6(a)所示的结构,不能保证φ80㎜与内孔φ60㎜的同轴度。
如改成图(b)所示的结构,就能在一次安装中加工出外圆与内孔,保证二者的同轴度。
(2) 有利于减少加工劳动量①尽量减少不必要的加工面积(a) (b)减少加工面积不仅可减少机械加工的劳动量,图4-6 有利于保证位置精度的工艺结构而且还可以减少刀具的损耗,提高装配质量。
图(a) 错误(b) 正确4-7(b)中的轴承座减少了底面的加工面积,降低了修配的工作量,保证配合面的接触。
图4-8(b)中减少了精加工的面积,又避免了深孔加工。
(a) (b) (a) (b)图4-7 减少轴承座底面加工面积图4-8 避免深孔加工的方法(a) 错误(b) 正确(a) 错误(b) 正确②尽量避免或简化内表面的加工因为外表面的加工要比内表面加工方便经济,又便于测量。
因此,在零件设计时应力求避免在零件内腔进行加工。
如图4-9所示箱体,将图(a)的结构改成图(b)所示的结构,这样不仅加工方便而且还有利于装配。
再如图4-10所示,将图(a)中件2上的内沟槽a加工,改成图(b)中件1的外沟槽加工,这样加工与测量就都很方便。
(3) 有利于提高劳动生产率①零件的有关尺寸应力求一致,并能用标准刀具加工。
如图4-11(b)中改为退刀槽尺寸一致,则减少了刀具的种类,节省了换刀时间。
轴结构的工艺性所谓轴的结构的工艺性,是指轴的结构应尽量简单,有良好的加工和装配工艺性,以利减少劳动量,提高劳动生产率及减少应力集中,提高轴的疲劳强度。
1.设计合理的结构,利于加工和装配(1)为减少加工时换刀时间及装夹工件时间,同根轴上所有圆角半径、倒角尺寸、退刀槽宽度应尽可能统一;当轴上有两个以上键槽时,应置于轴的同一条母线上,以便一次装夹后就能加工。
(2)轴上的某轴段需磨削时,应留有砂轮的越程槽;需切制螺纹时,应留有退刀槽。
(3)为去掉毛刺,利于装配,轴端应倒角。
(4)当采用过盈配合联结时,配合轴段的零件装入端,常加工成导向锥面。
若还附加键联结,则键槽的长度应延长到锥面处,便于轮毂上键槽与键对中。
(5)如果需从轴的一端装入两个过盈配合的零件,则轴上两配合轴段的直径不应相等,否则第一个零件压入后,会把第二个零件配合的表面拉毛,影响配合。
2.改进轴的结构,减少应力集中(1)轴上相邻轴段的直径不应相差过大,在直径变化处,尽量用圆角过渡,圆角半径尽可能大。
当圆角半径增大受到结构限制时,可将圆弧延伸到轴肩中,称为内切圆角。
也可加装过渡肩环使零件轴向定位。
(2)轴上与零件毂孔配合的轴段,会产生应力集中。
配合越紧,零件材料越硬,应力集中越大。
其原因是,零件轮毂的刚度比轴大,在横向力作用下,两者变形不协调,相互挤压,导致应力集中。
尤其在配合边缘,应力集中更为严重。
改善措施有:在轴、轮毂上开卸载槽。
(3)选用应力集中小的定位方法。
采用紧定螺钉、圆锥销钉、弹性挡圈、圆螺母等定位时,需在轴上加工出凹坑、横孔、环槽、螺纹,引起较大的应力集中,应尽量不用;用套筒定位无应力集中。
在条件允许时,用渐开线花键代替矩形花键,用盘铣刀加工的键槽代替端铣刀加工的键槽,均可减小应力集中。
毕业设计(论文)零件的结构工艺性分析学 院 工业制造与管理学院年 级专 业学 号 2学生姓名 指导老师 刘俊蓉2013 年 3 月毕业论文(设计)诚信承诺书四川科技职业学院毕业设计(论文)评审表(指导教师用)说明:在“A、B、C、D、E”对应的栏目下划“√”四川科技职业学院毕业设计(论文)任务书摘要数控技术是用数字信息对机械运动和工作过程进行控制的技术,它是继传统的机械制造技术、计算机技术、现代控制技术、传感检测技术、网络通讯技术和光电技术一体的现代制造业的基础技术,具有高精度、高效率、柔性自动化等特点,对制造业实现柔性自动化、集成化和智能化起着举足轻重的作用。
数控装备则是以数控技术为代表的新技术对传统制造业和新兴制造业的渗透而形成的机电一体化的产品。
数控技术制造自动化的基础,是现在制造装备的灵魂核心,是国家工业和国防工业现代化的重要手段,关系到国家的战略地位,体现国家的综合水平,其水平高低和数控装备的多少是衡量一个国家工业现代化的标志。
零件的结构工艺性是指在满足使用性能的前提下,是否能以较高的生产率和最低的成本方便地加工出来的特性。
为了多快好省地把所设计的零件加工出来,就必须对零件的结构工艺性进行详细的分析。
机械零部件的工艺性不足是现代工业生产中提高效益、确保产品质量的关键。
零部件的结构应满足在制造、维修全过程中符合科学性、可行性和经济性的要求。
工艺性具有整体性、相对性和灵活性的特点。
本论文就数控加工对典型的轴类零件进行的零件结构工艺性分析,主要是对零件图的分析、毛胚的选择、零件的热处理、工艺路线的制定、数控加工工艺文件的填写、数控加工过程的编写。
设计合理的加工工艺过程,充分发挥数控加工的优质、高效、低成本的特点,以及对零件的加工工艺进行分析。
关键词:零件;结构;工艺性;数控加工目录第一章零件的结构工艺性 (1)1.1、零件结构工艺性的一般原则 (1)1.1.1、便于安装 (1)1.1.2、便于加工和测量 (1)1.1.3、利于保证加工质量和提高生产效率 (2)1.2、零件的结构工艺性 (2)1.2.1、合理确定零件加工精度与表面质量 (2)1.2.2、保证位置精度的可能性 (2)1.2.3、尽量避开或简化内表面的加工 (2)1.2.4、合理的规定表面粗糙等级和粗糙度的数值 (2)1.2.5、零件结构工艺分析——图纸的审查 (3)第二章零件加工工艺分析 (9)2.1、分析零件图纸中的尺寸标注 (10)2.2、零件的结构工艺性分析 (11)第三章工艺方案 (12)3.1、零件的材料选择、毛胚及热处理 (12)3.1.1、轴类零件的材料 (12)3.1.2、轴类零件的热处理 (12)3.2、轴类零件的安装方式 (12)3.2.1、采用两中心孔定位装夹 (13)3.2.2、用外圆表面定位装夹 (13)3.2.3、用各种堵头或拉杆心轴定位装夹 (13)第四章零件加工工艺设计 (14)4.1、确定加工路线 (14)4.2、数控加工工艺过程卡片 (15)4.3、编写程序数控加工程序 (16)结论 (20)致谢 (21)参考文献 (22)第一章零件的结构工艺性1.1、零件结构工艺性的一般原则为了获得良好的工艺性,设计人员首先要了解和熟悉常见的加工策略毕业论文的工艺特点。
简述压铸件的结构工艺性及工艺设计1.压铸件的结构工艺性合理的铸件结构外形,应使压铸型结构简化,加工制造便利,不易形成铸造缺陷,有利于保证铸件质量。
压铸件外形和结构上应使铸件能顺当从压铸型中取出,影响取出铸件的障碍,应改进其结构加以消退。
压铸生产中,几乎全部压铸工艺参数都与铸件壁厚有关。
壁厚过厚,易产生气孔、缩孔及缩松等缺陷;若壁厚过薄,易产生表面缺陷,甚至浇不足。
允许最小的壁厚依合金种类及铸件单面表面积的大小而定。
2.压铸件的工艺设计压铸件工艺设计是压铸型设计前必需做的工作,其内容许多,除制订工艺方案外,还要确定一系列的工艺参数和详细细节。
1)压铸件分型面的选择分型面的确定对于压铸型的简单程度和加工制度是否便利,以及铸件质量(尤其是尺寸精度)都有很大影响。
因此,对分型面的选择有如下要求:分型面应取在铸件的最大截面上,且在开型时,应使铸件留在动型内;浇注系统和排气系统能够得到合理的分布;尺寸精度要求高的部分尽可能位于同一半型内,使压铸型尽可能简化。
对某一详细铸件而言,设计者应在全面考虑、权衡轻重后选择铸件的分型面。
2)压铸件浇注系统的设计浇注系统一般由直浇道、内浇口和横浇道等组成。
依据压铸机的类型及引入液体金属的方式不同,浇注系统的形式也有所不同。
图5-52示出了同一铸件在不同类型压铸机上的浇注系统结构。
(1)直浇道的设计。
典型的立式冷压室压铸机上的铸件直浇道由喷嘴、浇口套和定型上的相应孔洞形成。
每台压铸机上常有几种内孔直径的喷嚏,而形成直浇道金属喷喷入口处的直径依据压铸件金属的种类和经喷嘴被压射金属的质量进行选择。
太粗的直浇道会铺张金属液,还会引起铸型局部过热。
太细的直浇道会提高压铸时金属液在浇道中的流速,有可能冲刷下在浇口套壁上初凝的金属层进入型腔堵塞内浇口使金属液充型不畅。
(2)内浇口的设计。
一般在大多数压铸型中,内浇口都设在分型面上,应尽可能削减金属液充型过程中可能遇到的障碍,在压铸螺纹时,应使浇口顺着螺纹方向,对圆环形铸件采纳切向浇口,设置内浇口位置时应留意使金属流的方向与型腔捧气方向全都,且不应引起铸件变形。
结构工艺性概念
任何零件、部件或整个产品的结构设计都是根据其用途和使用要求来设计的,但是结构
方面是否完善合理,很大程度上还是看这种结构能否满足工艺方面的要求。如果所设计的产
品结构没有考虑到工艺方面的要求,就会在生产过程中降低生产率、延长生产周期、提高产
品成本,使产品在市场上失去竞争能力。因此,产品的结构工艺性的问题在结构设计中是一
个十分重要的问题。
结构工艺性的意义:在满足产品使用要求的前提下,所拟定的结构以及所规定的技术要
求必须能适应现代制造工艺水平,使生产过程便于实现并能保证其经济性。
所谓产品结构工艺性就是指设计的产品结构在具体生产条件下便于制造,能够采用最有
效的工艺方法。也就是说,如果所设计产品结构的工艺性好,则便于应用先进的、生产率高
的工艺过程和工艺方法,使产品的制造也是最经济的。此外,产品结构工艺性也可以认为零
件(或部件)在加工或装配时的方便程度和经济程度。因此,结构工艺性可分为零件结构的
工艺性和装配的工艺性。
产品的结构工艺性与生产批量有关,满足大量生产的结构工艺性,不一定能满足单件和
小批量生产。另外,随着科学技术的发展和制造工艺的不断进步,结构工艺性的具体内容也
是不断变化的。因此,企图定量地来评定结构工艺性,通过一些技术经济指标的计算来进行
判断,虽然可能(比如:使用计算机),但还不是完善的。下面主要是定性地说明评定结构
工艺性的一些基本原则,也是工艺人员对结构工艺性进行分析的依据。
对整个来说,结构工艺性需从以下几方面来考虑:
1)零件总数,虽然零件的复杂程度可能差别很大,但一般来说,组成产品的零件总数
愈少,特别是不同名称的零件数目愈少则结构的工艺性愈好。另外,在一定零件总数中利用
生产上已经掌握的零件和组合件的数目愈多(即设计的产品结构具有继承性),或是标准的、
通用的零件数目愈多,则结构工艺性就愈好。
2)材料的需要量,制造整个产品所需各种材料的数量,特别是贵重材料或稀有材料的
数量也是影响结构工艺性的一个重要因素,这点对产品非常重要,因为它影响产品的价格,
另外当材料困难时就会影响产品的生产。此外,加工性能差的材料应减少使用。
3)零件各种制造方法的比例,尽量多的采用无切削或少切削的加工工艺,如冷挤压、
冷冲压、精密铸造等,这样可以提高劳动效率和降低成本。显然,产品中采用这些工艺的零
件比例数字愈大,则结构工艺就愈好,如果需要采用切削加工工艺,最好能采用加工费用低
的方法制造的零件数愈多,则产品的工艺性也愈好。
4)零件的平均精度,产品中所有零件要加工的尺寸平均精度愈低,则工艺性愈好,另
外,也可将不同尺寸按精度等级分类,然后进行比较。
5)技术经济指标,要求产品生产的劳动总量要少,生产成本要低,金属材料或各种特
种材料消耗量要少,则结构工艺性就愈好。
从以上情况看,结构工艺性是一个相对的概念,是有条件的。因为,每一种新设计的产
品结构的工艺性优劣,是对新产品的几种结构设计进行比较或与已生产的产品结构进行比较
的结果,同时,应当注意到,个别零件的工艺性得到改善,不能认为整个产品的工艺性就是
好的,同样也不能认为产品加工工艺性好,就说明产品的结构工艺性就好,还应考虑到装配
的工艺性。
(注:文档可能无法思考全面,请浏览后下载,供参考。可复制、编制,期待
你的好评与关注)