丝印首件表格
- 格式:xls
- 大小:12.50 KB
- 文档页数:1

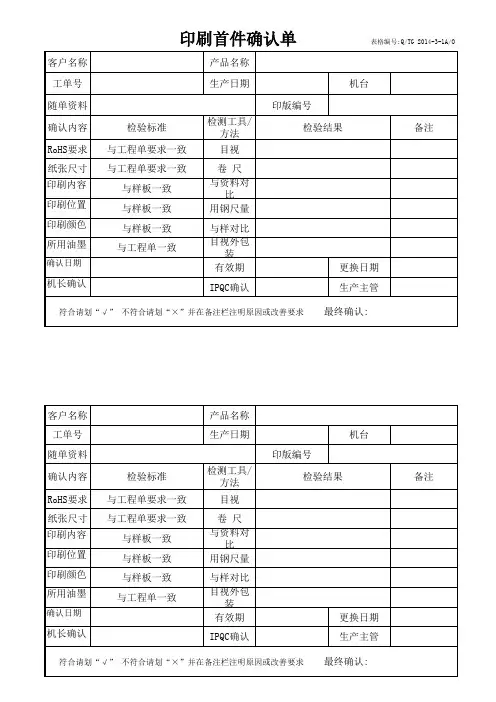
首件检验记录表
XXX
XXX的首件检验记录表如下:
检验日期:年月日,具体时间:(空白)
工序名称:(空白)
批次号:(空白)
部件名称:产品编号和产品名称
检验依据:样品图纸、标准样件、制程检验标准、产品标准或其他
检验时机:上班第一个配件或更换操作员之后
检查项目:
外观:无细线、线头,保持平整、目视光滑,无破肚、无露内芯
尺寸:长度、宽度、厚度、印花大小(小尺寸偏差±0.7厘米,卷尺/卡尺大尺寸偏差±1.0~ 2.0厘米)
缝制质量:不回针、不散角、不跳针、不脱线等,换绳和刹脚初必须光滑、匀称
颜色:无色差
综合判定:合格(开始量产)或不合格
检查标准、检查方式、检查结果描述和判定都需要填写。
如果发现不合格项,需要填写品质异常报告处理单并停止生产。
生产现场确认需要签名。
合格不合格
订 单 号:订 单 数: 送 样 数: 品名编号: 送 检 人: 检验接收人:
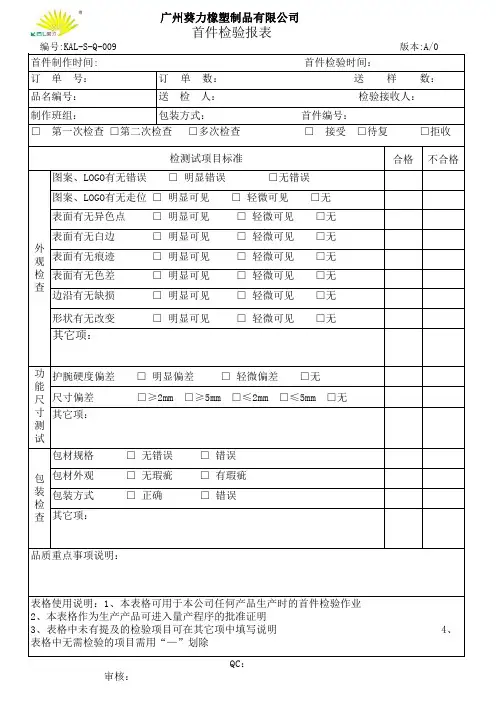
广州葵力橡塑制品有限公司
首件检验报表
首件制作时间: 首件检验时间:
表面有无痕迹 □ 明显可见 □ 轻微可见 □无表面有无色差 □ 明显可见 □ 轻微可见 □无
边沿有无缺损 □ 明显可见 □ 轻微可见 □无
图案、LOGO有无错误 □ 明显错误 □无错误
表面有无异色点 □ 明显可见 □ 轻微可见 □无
制作班组: 包装方式: 首件编号:
□ 第一次检查 □第二次检查 □多次检查 □ 接受 □待复 □拒收
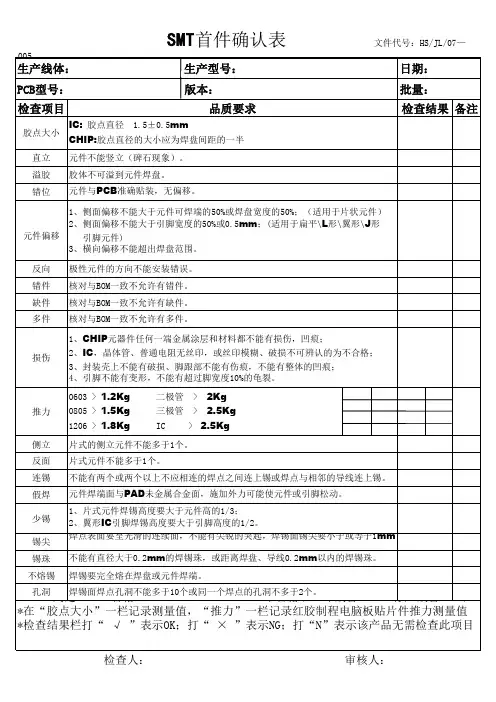
检测试项目标准
表格使用说明:1、本表格可用于本公司任何产品生产时的首件检验作业
2、本表格作为生产产品可进入量产程序的批准证明
3、表格中未有提及的检验项目可在其它项中填写说明
4、表格中无需检验的项目需用“—”划除
QC: 审核: 包装检
查其它项:
护腕硬度偏差 □ 明显偏差 □ 轻微偏差 □无尺寸偏差 □≥2mm □≥5mm □≤2mm □≤5mm □无
包材规格 □ 无错误 □ 错误
包材外观 □ 无瑕疵 □ 有瑕疵
包装方式 □ 正确 □ 错误品质重点事项说明:
外观
检查功能
尺寸测
试
其它项:其它项:
形状有无改变 □ 明显可见 □ 轻微可见 □无表面有无白边 □ 明显可见 □ 轻微可见 □无
图案、LOGO有无走位 □ 明显可见 □ 轻微可见 □无。

班组:时间备注
组长签字主管签字质检签字 天津世勋纸制品有限公司序号通知单号产品代码产品名称规格切口架线烙印印刷位置_____工序首件检查记录表
日期:首件确认
1.每种产品组长或机手调试设备,对首件进行自检,并经当班主管确认,合格后,由质检员进行校核无误后可以进行批量生产;
2.根据检测项目,如实填写检测结果,合格后用“√”表示;不合格用“×”表示,并在备注栏内写明原因。
3.外观纸箱成型相邻夹角成90°,箱盖缝隙或压口均小于2mm,印刷位置、颜色、清晰度等外观指标应以样箱或色标为准。
内径尺寸外观。
丝印首件检查指引1. 目的保证PQA的丝印检验过程控制持续有效地进行,确保公司塑料物料的质量符合规定的要求.2. 范围适用于本公司丝印部送检给PQA的首件确认检查物料.包含打板送检物料。
3. 职责 ( 相关人员按下面的流程图和工作指引各负其责. )3.1 QC检查员3.1.1执行制程首件检查.3.1.2开出首件送检单3.1.3通知生产首件状况.3.2 PQA检查员、签板员3.2.1执行首件检查.3.3 生产部组长、主管3.3.1审查和监督首件检查的结果.3.3.2保证生产部操作员依指引和文件进行操作.3.4 PQA组长、工程师、主管3.4.1审查和监督首件检查的结果3.4.2预备或更新各个检查数据3.4.3保证PQA检查员依指引和文件进行操作4. PQA塑料物料首件检查指引4.1 调机丝印丝印部根据生产计划安排调机丝印.并通知PQA,4.2 QC首件检查QC首先核对相关数据对首件板作外观、颜色检验确认。
4.3 开出首件送检单如检验合格,由QC开出首件送检单,送PQA检验。
4.4 PQA首件检查PQA收到首件送检单后,签板员即刻抽样5pcs相应物料,并核对相关资料,如PO单,丝印稿等,然后参考保留样板、工程样板对首件进行颜色、外观、附着力检查测试,标准参考<塑料件检验标准>和<丝印检验工作指引>,首检要求在半个小时内完成。
4.5 缺陷分析当对首件检查发现的不良时由工程师进行缺陷分析确认,并及时将发生的质量问题通知生产改善。
通过反复调机仍达不到要求的缺陷,经过PQA主管或经理确认同意后可有条件暂时接受。
4.6 签相关样板当首件完全达到质量要求或经QD主管级以上同意暂收时,签板员签首件样板2pc,此样板作为生产部生产和PQA出货的标准并保留用作下批保留样板,首件样板上应标明:型号,名称,颜色,丝印编号,单号,状态、签板人姓名,签板时间。
4.5 返回首件送检单返回首件送检单给QC并确认状况,如不良则通知生产调机改善后重新送首检,如OK则通知生产开印生产。