procast 低压铸造教程(轮毂)
- 格式:ppt
- 大小:5.92 MB
- 文档页数:28

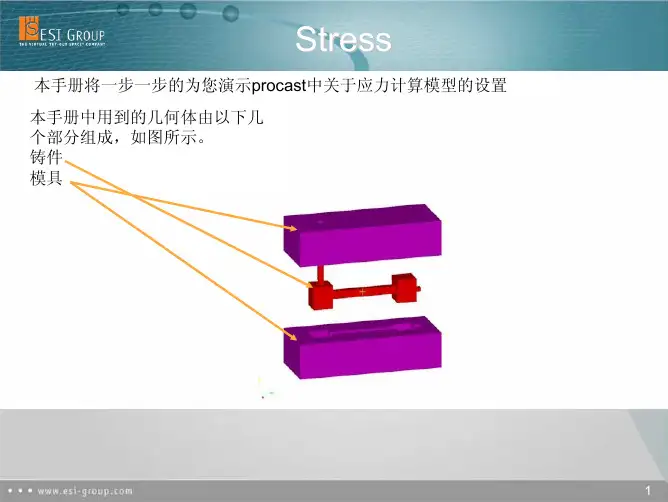
铸造模拟软件procast使用指南铸造模拟软件ProCast使用指南编制日期:2009-2-18 编者: 版次:01 第 1 页共 56 页铸造模拟软件ProCast使用指南编制:审核:批准:声明:此设计指南仅供………内部使用,切勿外传。
铸造模拟软件ProCast使用指南编制日期:2009-2-18 编者: 版次:01 第 2 页共 56 页目录1 序言……………………………………………………………………………………………....................3 2 ProCa st软件主界面. (3)2.1 ProCast适用范围 (4)2.2 ProCast模拟分析能力 (4)2.3 ProCast分析模块....................................................................................................5 3 ProCast和常用软件的接口. (9)3.1 ProE网格划分 (9)3.2 GeoMesh前处理 (12)4 网格处理模块MeshCast 的 (16)4.1 Open (17)4.2 Repair (17)4.3 在修补环境中生成表面网格模型 (19)4.4 在Meshing environment 中编辑表面网格 (19)4.5 Generate Tet Mesh (21)5 前处理模块PreCast (23)5.1 Geometry (23)5.2 Materials (23)5.3 Interface (24)5.4 Boundary Conditions (24)5.5 Process (26)5.6 Initial Conditions (27)5.7 Run Parameters.................................................................................................28 6 求解模块DataCast和ProCast...........................................................................................35 7 后处理模块ViewCast. (37)7.1 Field Selections (38)7.2 Display types (38)7.3 Display Parameters (38)7.4 Curves (39)7.5 Geometry Manipulation (39)7.6 图片解说常用功能 (40)铸造模拟软件ProCast使用指南编制日期:2009-2-18 编者: 版次:01 第 3 页共 56 页1. 序言铸件充型凝固过程数值模拟是建立在经典方法、可视化等计算机手段基础上对铸件充型凝固过程进行模拟仿真和质量预测的技术,目前在国内外已经广泛采用并且收到很好的效果。
汽车铸铝轮毂低压铸造技术分析低压铸造技术是目前用于汽车铸铝轮毂制造的主要工艺之一,本文将对汽车铸铝轮毂低压铸造技术进行深入分析,探讨其工艺原理、优势以及发展趋势。
一、低压铸造技术的工艺原理低压铸造是一种通过在铸造过程中施加较小的压力来使熔融金属充满模具腔体并凝固成型的铸造工艺。
在汽车铸铝轮毂的制造中,低压铸造技术的工艺原理主要包括以下几个步骤:1. 模具准备:首先需要制备好轮毂的模具,模具的设计和制造对最终产品的质量和性能有着至关重要的影响。
2. 熔炼铝合金:选用合适的铝合金材料,并将其熔化成为熔融状态,以备后续的铸造过程使用。
3. 注射压力控制:将熔融的铝合金注入模具腔体中,并在注入的过程中施加一定的低压力,以确保熔融金属充分填充模具并凝固成型。
4. 凝固成型:在注入过程中施加的低压力有助于减少气孔和缩松等缺陷的产生,最终得到成型完好的铸铝轮毂产品。
二、低压铸造技术的优势相比传统的重力铸造和高压铸造技术,低压铸造技术在汽车铸铝轮毂的制造中具有诸多优势:1. 产品质量稳定:低压铸造技术可以有效地减少气孔、缩松等缺陷的产生,从而得到质量更加稳定的铸铝轮毂产品。
2. 生产效率高:低压铸造技术可以实现自动化生产,生产效率高,可大大降低生产成本和加工周期。
3. 节能环保:低压铸造技术在铸造过程中能够有效地降低能耗,减少废料和排放物的产生,符合现代节能环保的要求。
4. 成本低廉:低压铸造技术相对于高压铸造技术而言,生产设备和工艺要求相对简单,生产成本更加低廉。
5. 制造复杂性零部件能力强:低压铸造技术适用于复杂结构的铸件制造,因此能够满足汽车铸铝轮毂各种复杂结构的制造需求。
三、低压铸造技术的发展趋势随着汽车工业的不断发展和铸造技术的不断创新,低压铸造技术在汽车铸铝轮毂制造中的应用也在不断推进,并呈现出以下发展趋势:1. 自动化程度提高:随着自动化设备和智能制造技术的发展,低压铸造技术在汽车铸铝轮毂制造中的自动化程度将不断提高,生产效率将进一步提升。

PROCAST铸造学习Procast 铸造模拟的基本流程为:造型——划分表面网格——MeshCAST 划分体网格——PreCAST 设置边界条件和运行参数——DataCAST——ProCAST 解算——PostCAST,ViewCAST 处理、分析模拟结果。
下面进行较为详细的说明。
一.Ideas 造型与划分表面网格1.造型(simulation + master modeler): 建模顺序为铸件,浇注系统,砂箱。
*注意直浇口面,明冒口面,和砂箱上表面必须在一个平面上。
对于一般的砂芯,可看作砂箱的一部分。
2.Partition(先选铸件,再选砂箱。
)3.划分模型的表面网格(simulation+ meshing)4.输出面网格模型: file, export, ideas simulation universal file, 键入文件名(文件为*.unv),OK。
二.Meshcast(划分体网格)1.在Dos窗口键入meshcast2.File/open,文件类型选I-deas surface mesh(*.unv)3.Check mesh, Check intersection,检查表面网格质量,提示信息显示在左下角的Message Window 中,如表面网格通过,则进入下一步,否则修改4.Tet mesher, full layer(对砂型采用no layer), gen tet mesh5.Display Ops 下(点击bad element, Negative Jac)检查是否有坏单元和负雅各比单元。
如果有坏单元,则Smoothing 优化单元(smooth 优化建议不要超过两次),save。
有些坏单元无法消除,需对表面网格进行修改。
6.Exit(生成*.mesh 文件)三.Precast (设定材料的热物性参数,边界条件,运行参数等)1.在文件所在的目录下键入precast *(*为文件名前缀)2.Geometry, units(mm), meshcast *.mesh,Apply。
原模具补缩 更改后模具补缩
图 补缩块对⽐图
其余⼯艺参数/⽹格尺度不做调整,对模型重新划分⽹格,最终得到3166189个体⽹格,使⽤同样的计算参数进⾏
充型后 . S 充型后 . S
充型后 . S 充型后 . S
图 改进后模具浇铸展⽰
根据分析结果,改制模具,加⼤A区域和B区域的补缩
图 浇铸现场及毛坯
对试铸的零部件A区域和B区域进⾏线切割处理,切割后的截⾯如图9所⽰。
可以观察到A区域和B区域的缩松问题得到很好的解决,剖切⾯组织良好致密。
A区域B区域
图 新铸件AB区域截⾯
结语
应⽤Procast可以有效地仿真低压铸造零部件充型及。
procast铸造模块操作流程Procrastination seems to be a common issue among individuals when it comes to completing tasks, and operating the casting module is no exception. Often, people find themselves putting off the necessary steps needed to properly operate the module, leading to delays in production and potential errors in the final outcome. This behavior can stem from a variety of factors, including feelings of overwhelm, lack of motivation, or fear of making mistakes.拖延似乎是人们在完成任务时的一个普遍问题,操作铸造模块也不例外。
人们经常发现自己推迟完成操作模块所需的必要步骤,导致生产延迟和最终结果可能出现错误。
这种行为可能源于多种因素,包括感到不知所措、缺乏动力或害怕犯错误。
One possible solution to combat procrastination in operating the casting module is to break down the process into smaller, more manageable tasks. By dividing the overall operation into smaller steps, individuals can tackle each task one at a time, making the process feel less overwhelming and more achievable. This approachcan help individuals stay on track and avoid the temptation to procrastinate.对抗拖延,在操作铸造模块中的一个可能解决方案是将流程分解为更小、更易管理的任务。
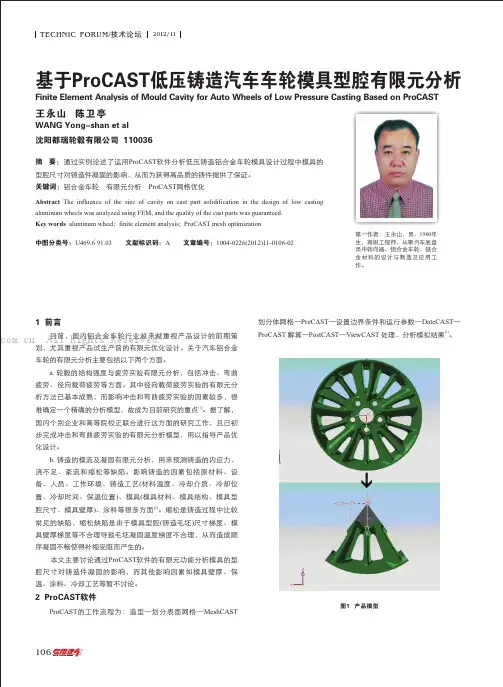
第一作者:王永山,男,1960年
生,高级工程师,从事汽车底盘
类中转向器、铝合金车轮、镁合
金材料的设计与制造及应用工
作。
图1 产品模型
下面通过更改模具的个别部位尺寸进行第二次分析,得到在凝固13 s 时的产品温度预测图和最终产品缩松预测图,如图根据产品的初始尺寸进行第一次分析,得到在凝固13 s 时的产品温度预测图和最终产品缩松预测图,如图2、3所示。
图2 初始温度预测图
图3 初始缩松示意图
图4 改进后温度预测图
图5 改进后缩松示意图
. All Rights Reserved.。
ProCast软件在铝合金轮毂低压铸造中的应用中信戴卡股份有限公司 066000一、低压铸造的概念低压铸造是使液体金属在压力作用下充填型腔,以形成铸件的一种方法。
由于所用的压力较低,所以叫做低压铸造。
一般铸造时压力在20—80kPa范围之内。
其工艺过程如下:在内部装有合金液的密封容器中,通入干燥的压缩空气,作用在保持了一定温度的金属液面上,使密封容器与铸型型腔之间产生压力差,导致金属液在气体压力的作用下,眼这升液管上升,通过浇口平稳的进入到型腔中,适当增大压力并保持密封容器内液面上的气体压力,使型腔内的金属液在较高的压力作用下发生结晶凝固。
之后解除液面上的气体压力,使开液管中没有凝固的金属液凭借自身重力流回密封容器当中,再开型取出铸件。
二、低压铸造的特点优点(1)浇注时的压力和速度可以调节,故可适用于各种不同铸型(如金属型、砂型等),铸造各种合金及各种大小的铸件。
(2)采用底注式充型,金属液充型平稳,无飞溅现象,可避免卷入气体及对型壁和型芯的冲刷,提高了铸件的合格率。
(3)铸件在压力下结晶,铸件组织致密、轮廓清晰、表面光洁,力学性能较高,对于大薄壁件的铸造尤为有利。
(4)省去补缩冒口,金属利用率提高到90~98%。
(5)劳动强度低,劳动条件好,设备简易,易实现机械化和自动化。
缺点(1)浇口方案的自由度小,因而限制了产品。
(2)铸造周期长,生产性差。
为了维持方向性凝固和熔汤流动性,模温较高,凝固速度慢。
(3)靠近浇口的组织较粗,下型面的机械性能不高。
(4)需要全面的严密的管理(温度、压力等)。
铸造就是将高温液态金属浇注到封闭的型腔中,并获得所需零件的复杂热成形过程。
整个过程很难实时观察,间接测试也很困难,传统材料的工艺设计是建立在“试错”基础上的,难以体现出科学性。
所以,对铸造充型和凝固过程进行计算机模拟是极其有必要的。
通过计算机对铸造过程的模拟,铸造工艺人员可以事先制定较为合理的工艺,省略了传统的“编工艺-制模造型-试浇试铸-解剖铸件-修改工艺”的过程,将质量隐患消灭于浇注之前,再投入生产,大大缩短了工艺试验周期、确保了产品质量、提高了工艺出品率、降低了生产成本和废品的损失,对企业有极高的实用价值。
基于ProCAST软件的低压铸造充型过程的研究王超 ,游龙 ,王自东,冯建,林国标,刘航(北京科技大学材料科学与工程学院,北京 100083)摘要:由于低压铸造充填速度较慢, 充型平稳, 因而充型计算采用层流模型。
论述了低压铸造充型模拟的数学模型,算法上采用目前充型过程数值模拟中应用最为普遍的方法SOLA-VOF 方法,其中SOLA 法用于求解流体的速度场和压力场, VOF 法处理自由表面。
采用UG进行三维造型,用ProCAST进行了网格划分并对铸件进行了充型过程的模拟。
关键词:低压铸造;数学模型;ProCAST;充型模拟Study of Mold Filling Simulation on Low Pressure Die Casting Basedon ProCAST SoftwareWang Chao,You Long,Wang Zidong,Feng Jian,Lin Guobiao,Liu Hang(School of Material Science and Engineering,University of Science & Technology Beijing,Beijing 100083,China)Abstract:As the low pressure die casting fills slow, smooth filling, so laminar flow model is used in filling calculated. Discusses the low pressure die casting filling simulation of mathematical model, algorithm on the filling process using numerical simulation of the current application of the most common method of SOLA-VOF method, which SOLA method used to solve the fluid velocity and pressure field, VOF solve free treatment surface. UG is used to set three-dimensional modeling, meshing with procast ,and use procast to show filling and casting process simulation.Key words:low pressure die casting;mathematical model;procas;mold filling simulation由于低压铸造具有铸件尺寸精度较高、充型平稳、充型速度可控等优点,近年来使其在铸造行业中占据着越来越重要的位置。
副车架低压铸造工艺流程英文回答:Low-pressure die casting is a casting process used to produce secondary frames for vehicles. It is a method that involves injecting molten metal into a mold under low pressure. The process typically starts with the preparation of the mold, which is made from steel and designed to create the desired shape of the frame. The mold is then preheated to a specific temperature to ensure proper casting.Next, the molten metal, usually aluminum or magnesium, is heated to its melting point and then transferred to a furnace. The furnace helps maintain the temperature of the molten metal and removes any impurities. Once the metal is ready, it is poured into a ladle and transferred to thelow-pressure die casting machine.The low-pressure die casting machine consists of afurnace, a holding furnace, a ladle, and a die casting mold. The mold is mounted on the machine and connected to the holding furnace. The molten metal is transferred from the ladle to the holding furnace, where it is kept at a controlled temperature. The holding furnace also helps remove any remaining impurities.Once the mold is ready, the low-pressure die casting process begins. The mold is closed, and a vacuum is created to remove any air trapped inside. The molten metal is then injected into the mold under low pressure. The low pressure ensures a smooth and controlled flow of the metal, reducing the chances of defects.After the metal has solidified, the mold is opened, and the secondary frame is removed. The frame is then cleaned and inspected for any defects. If any defects are found, they are repaired or the frame is scrapped. Finally, the frame is machined and finished according to the specific requirements.Low-pressure die casting offers several advantages overother casting methods. It allows for the production of complex shapes with high dimensional accuracy. The process also reduces the formation of porosity and shrinkage defects. Additionally, low-pressure die casting provides a better surface finish and improved mechanical properties.中文回答:低压铸造是一种用于生产汽车副车架的铸造工艺。
1 绘制模具的三维模型绘制好模具的三维模型(可以是装配体也可以是多个零件体,但用零件体的话需要注意坐标应该对应,这里用装配体)1.1 这是简化的模具(已经将压室空腔添加到里面)1.2 这是一个简单的活塞1.3 这是装配好的模具2 划分网格前的准备工作2.1 将模具三维模型导入ProCAST软件的Visual Mesh模块打开软件切换到Visual Mesh 模块点击Open File打开保存好的装配体文件切换显示方式(为了便于查看,可以在几种显示方式之间切换)2.2 检查几何模型是否有缺陷点击check进行检查显示No problem identified点击close关闭此窗口2.3 检查并合并实体间的相交面点击check显示实体之间没有相交面点击close关闭窗口2.4 检查实体之间是否有相交点击check检查显示有一个相交点击Intersect All点击Close2.5 利用实体内的空腔生成铸件和浇注系统在volume上右键单击然后选择compute volumes(有时在进行相交操作时会自动生成)生成如图所示带有浇注系统的铸件3 划分网格3.1 划分面网格点击图标Surface Mesh设置参数如图所示点击Mesh All Surfaces生成面网格点击Close3.2 检查面网格并修复点击如图所示图标点击check修复面网格,直到显示surface mesh is ok点击Volume Mesh框选实体点击mesh点击Close3.4 检查体网格点击check显示volume mesh is ok点击close切换到Visual Cast模块在Volumes上右键单击然后选择edit设置如图所示将铸件体分为一组,设置填充率为50%,意思为金属液占整个空腔的50%。
设置好后点击Apply,然后点击Close关闭4.2 设置界面热交换条件在Interface HTC上右键然后选择edit设置各个界面的条件如图所示设置好之后点击Apply然后点击Close关闭在Heat Exchange上右键然后选择New点击Region选择所有外表面(所选的面变为红色)下拉选择冷却条件为Air Cooling然后点击Apply,点击close关闭4.4 设置活塞的运动参数右键Translate V(t)然后选择New点击Volume选择活塞,然后点击OK关闭窗口下拉选择user,然后点击+号修改名字为Piston(此处根据个人习惯也可不修改)设置活塞运动速度(此处应注意活塞的运动方向,根据坐标系统活塞应该具有的运动方向来设置)设置运动参数曲线点击带有波浪线的图标依据需要设置运动速度,然后点击Finish,Save,Close点击Apply,点击Close点击Cast下拉选择gravity vector/tilt依据需要设置正确的重力方向,设置好之后点击Apply,点击Close关闭点击Cast下拉选择simulation parameters在Pre-defined parameters栏中下拉选择HPDC Filling在Flow中勾选Avanced1在PENETRATE中下拉选择on在Thermal栏中下拉选择on,选中GATENODE一栏,然后点击Slect GATENODE用鼠标点击选择金属液进入模具的节点,然后点击slect node,close,ok点击Apply,点击close点击Cast,下拉选择start simulation点击run开始计算显示正字计算,可通过关闭窗口停止计算6 查看结果计算完毕后切换到Visual viewer查看结果可切换显示方式来查看左侧窗口切换显示的结果类型可播放填充过程动画,输出动图等。
一、启动Precast.二、导入网格文件。
如果要进行3D分析,需要导入一个有限元网格文件。
网格文件可以由PA TRAN,IDEAS,ANVIL,ANSYS, ARIES等格式输出。
本教程使用的网格文件由MeshCAST自动生成。
典型的MeshCAST文件的文件名类型prefix.mesh。
操作步骤:GEOMETRY>MESHCAST>APPLY如果使用MeshCAST生成的文件,模型的单位包含在文件里。
如果是由其它的软件生成的文件,必需要进行单位设置。
操作步骤:GEOMETYR>UNITS如果文件导入成功,会出现一个文件检查结果。
(如图)会帮助确认导入文件中正确的节点、元素、实体的数量。
为了方便看几何体,可以使用快捷键。
操作步骤:MATERIAL>SHIFT+X>CTRL+SHIFT+Y>HIDDEN。
三、确定对称面通过选择位于对称面上的3个点来确定一个对称面。
使用网格工具或者造型工具可以找到这些点。
通过定位每个平面上的节点来确定这些点并且标明节点的平面坐标。
对称面必需满足两个条件:l没有热流传过对称面l没有液流经过对称面对称边界条件也会自动生成。
参见本教程后面的边界条件的设置。
操作步骤:GEOMETRY>SYMMETRY>MIRROR1>输入对称面的坐标,X=0>APPLY>SYMMETRY>EXECUTE设置对称面后,屏幕上只显示出一半铸件。
我们只要模拟一半铸件,而不会降低精度,并且还会减少模拟的时间。
图1对称面上的定位点的输入四、导入网格文件的检查导入的文件中是否有坏点对模拟结果有很大的影响。
一定要对导入的文件进行检查。
1、操作步骤:GEOMETRY>CHECK GEOM>NEG-JAC本步骤用来寻找负雅可比元素。
这些元素把内部的面翻到外面或者是平面。
如果网格文件中含有这些元素,模拟中止很大程度上是由于收敛的问题。
第一章ProCAST简介1.1 序ProCAST软件是由美国USE公司开发的铸造过程的模拟软件,采用基于有限元(FEM)的数值计算和综合求解的方法,对铸件充型、凝固和冷却过程中的流场、温度场、应力场、电磁场进行模拟分析。
1.2 ProCAST适用范围ProCAST适用于砂型铸造、消失模铸造; 高压、低压铸造; 重力铸造、倾斜浇铸、熔模铸造、壳型铸造、挤压铸造; 触变铸造、触变成型、流变铸造。
由于采用了标准化的、通用的用户界面,任何一种铸造过程都可以用同一软件包ProCAST TM进行分析和优化。
它可以用来研究设计结果,例如浇注系统、通气孔和溢流孔的位置,冒口的位置和大小等。
实践证明ProCAST TM可以准确地模拟型腔的浇注过程,精确地描述凝固过程。
可以精确地计算冷却或加热通道的位置以及加热冒口的使用。
1.3 ProCAST 材料数据库ProCAST TM可以用来模拟任何合金,从钢和铁到铝基、钴基、铜基、镁基、镍基、钛基和锌基合金,以及非传统合金和聚合体。
ESI旗下的热物理仿真研究开发队伍汇集了全球顶尖的五十多位冶金、铸造、物理、数学、计算力学、流体力学和计算机等多学科的专家,专业从事ProCAST 和相关热物理模拟产品的开发。
得益于长期的联合研究和工业验证,使得通过工业验证的材料数据库不断地扩充和更新,同时,用户本身也可以自行更新和扩展材料数据。
除了基本的材料数据库外,ProCAST还拥有基本合金系统的热力学数据库。
这个独特的数据库使得用户可以直接输入化学成分,从而自动产生诸如液相线温度、固相线温度、潜热、比热和固相率的变化等热力学参数。
1.4 ProCAST 模拟分析能力可以分析缩孔、裂纹、裹气、冲砂、冷隔、浇不足、应力、变形、模具寿命、工艺开发及可重复性。
ProCAST几乎可以模拟分析任何铸造生产过程中可能出现的问题,为铸造工程师提供新的途径来研究铸造过程,使他们有机会看到型腔内所发生的一切,从而产生新的设计方案。
铝合金车轮低压铸造工艺(DOC36页)目录铝合金车轮低压铸造工艺1 低压铸造工艺1.1 低压铸造原理1.2 低铸汽车铝合金轮的工艺特点1.3 汽车铝轮低压铸造工艺设计1.4 汽车铝轮低压铸造模具设计1.5 铝轮低压铸造工艺过程1. 模具检查2. 模具喷砂3. 模具的准备4. 模具涂料5. 涂料性能与配比6. 涂料的选择7. 模具的预热与喷涂1.6 开机前的准备工作1. 保温炉的准备2. 陶瓷升液管的准备3. 设备与工艺工装的准备1.7 铝车轮低压铸造液面加压规范1. 加压规范的几种类型2. 铝车轮低压铸造加压规范的设定3. 设计铝轮低铸加压曲线的步骤4. 铝轮低铸工艺曲线实例1.8 铸件缺陷分析,原因及解决办法1. 疏松(缩松)的形成与防止2. 缩孔的形成与防止3. 气孔的形成与防止4. 针孔的形成与防止5. 轮毂的变形原因及防止6. 漏气的产生原因及防止7. 冷隔(冷接,对接),欠铸(浇不足,轮廓不清)的形成与防止8. 凹(缩凹,缩陷)的形成与防止铝合金车轮低压铸造工艺铝合金车轮制造技术是多种多样的,而铝车轮的铸造工艺,目前要紧有两种:一种是金属型重力铸造,一种是低压铸造。
我们要紧是做汽车铝合金车轮,制造工艺使用的是低压铸造。
我们教材面向的对象要紧是我们公司的员工,因此对工艺技术的介绍是有针对性的,介绍的方法也是不一样的。
1 低压铸造工艺1.1 低压铸造原理低压铸造是将铸型放在一个密闭的炉子上面,型腔的下面用一个管(叫升液管)与炉膛里的金属液相通。
假如在炉膛中金属液面上加入带压力的空气,金属液会从升液管中流入型腔。
待金属液凝固以后,将炉膛中的压缩空气释放,未凝固的金属从升液管中流回到炉中。
操纵流入炉膛空气的压力、速度,就能够操纵金属流入型腔中的速度与压力,并能让金属在压力下结晶凝固,压力通常不超过 1 ??/。
这种工艺特点是铸件在压力下结晶,组织致密,机械性能好;低压另一个特点就是用一个升液管将铸型直接与炉膛连通,在压力的作用下,直接浇注铸型,不用冒口,浇口也很小。