伊之密DM 400吨冷室压铸机模板尺寸图 逆境老丸子—王方明整理
- 格式:pdf
- 大小:817.34 KB
- 文档页数:1

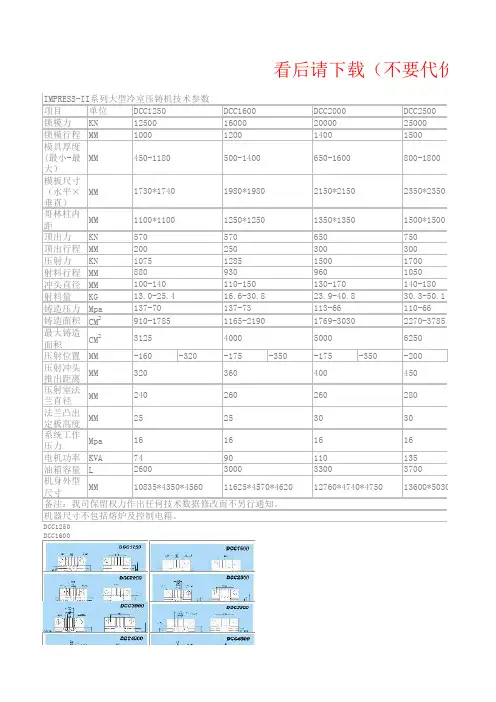
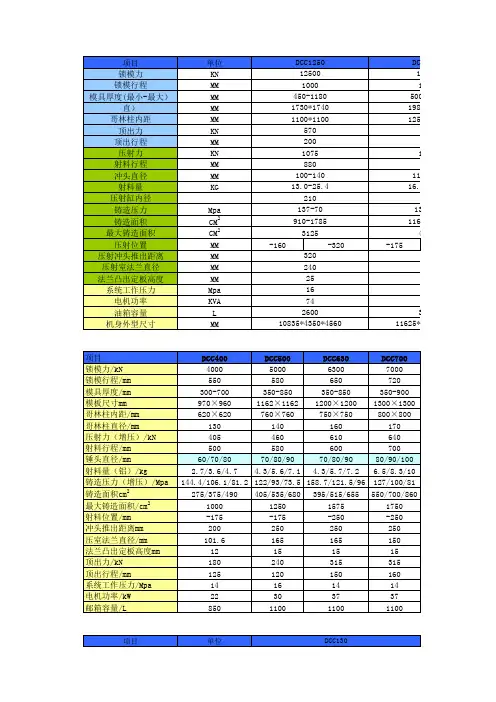
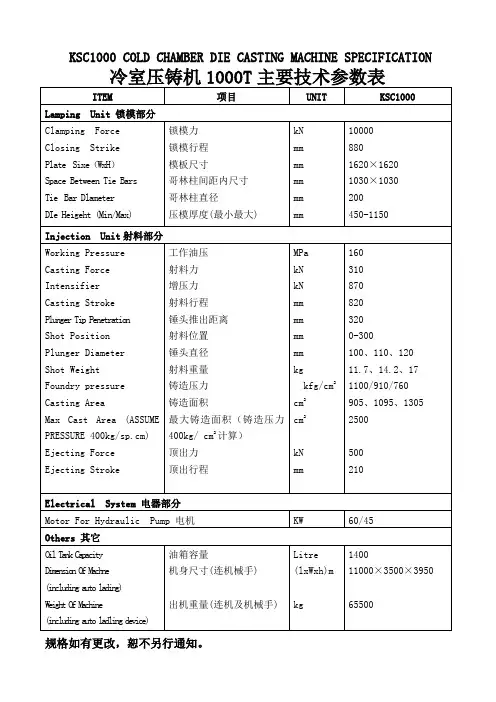
项目单位锁模力KN锁模行程MM模具厚度(最小-最大)MM模板尺寸(水平×垂直)MM哥林柱内距MM顶出力KN顶出行程MM压射力KN射料行程MM冲头直径MM射料量KG铸造压力Mpa铸造面积CM 2最大铸造面积CM 2压射位置MM -160-320-175-350-175-350-200压射冲头推出距离MM压射室法兰直径MM法兰凸出定板高度MM系统工作压力Mpa电机功率KVA油箱容量L机身外型尺寸MM备注:我司保留权力作出任何技术数据修改而不另行通知。
看后请下载(不要代价)10835*4350*456011625*4570*462012760*4740*475013600*50302600300033003700749011013516161616252530302402602602803203604004503125400050006250910-17851165-21901769-30302270-3785137-70137-73113-66110-6613.0-25.416.6-30.823.9-40.830.3-50.1100-140110-150130-170140-180880930960105010751285150017002002503003005705706507501100*11001250*12501350*13501500*15001730*17401980*19802150*21502350*2350450-1180500-1400650-1600800-1800100012001400150012500160002000025000IMPRESS-II系列大型冷室压铸机技术参数DCC1250DCC1600DCC2000DCC2500机器尺寸不包括熔炉及控制电箱。
DCC1250 DCC1600DCC2000 DCC2500DCC3000 DCC3500DCC4000 DCC4500入料筒我们|招贤纳士|留言反馈|友情链接|负责申明-400-250-450-300-600-300-600-300-60016500*5450*539017300*5570*5420代价)与人方便自己方便*5030*508014830*5290*519015800*5390*5290220220460048005100550016522035351616161630356007002803203203405306003330-51903850-577075008750100001125037852520-41102910-454052.7-82.476.3-114.06119-73120-77120-77117-7850.139.1-62.752.7-82.41400160080150-190160-200160-200180-2201180140035040021102410241029803003001850*18501950*19509009001000100015001650*16501750*1750900-2100900-220023502620*26202780*27802780*27803000*3000800800-2000850-200040000450001500160018001900300003500000DCC3000DCC3500DCC4000DCC4500。
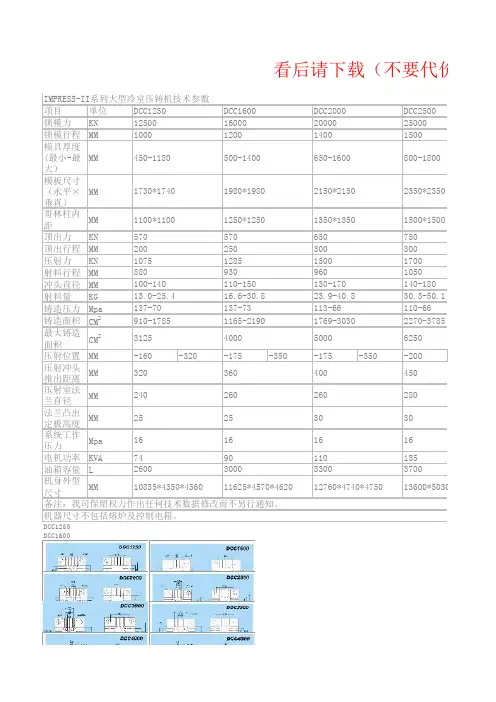
项目单位锁模力KN 锁模行程MM 模具厚度(最小-最大)MM模板尺寸(水平×垂直)MM 哥林柱内距MM 顶出力KN顶出行程MM 压射力KN射料行程MM 冲头直径MM 射料量KG铸造压力Mpa 铸造面积CM 2最大铸造面积CM 2压射位置MM -160-320-175-350-175-350-200压射冲头推出距离MM 压射室法兰直径MM 法兰凸出定板高度MM 系统工作压力Mpa 电机功率KVA 油箱容量L 机身外型尺寸MM 备注:我司保留权力作出任何技术数据修改而不另行通知。
看后请下载(不要代价)10835*4350*456011625*4570*462012760*4740*475013600*50302600300033003700749011013516161616252530302402602602803203604004503125400050006250910-17851165-21901769-30302270-3785137-70137-73113-66110-6613.0-25.416.6-30.823.9-40.830.3-50.1100-140110-150130-170140-180880930960105010751285150017002002503003005705706507501100*11001250*12501350*13501500*15001730*17401980*19802150*21502350*2350450-1180500-1400650-1600800-1800100012001400150012500160002000025000IMPRESS-II系列大型冷室压铸机技术参数DCC1250DCC1600DCC2000DCC2500机器尺寸不包括熔炉及控制电箱。
DCC1250 DCC1600DCC2000 DCC2500DCC3000 DCC3500DCC4000 DCC4500入料筒我们|招贤纳士|留言反馈|友情链接|负责申明-400-250-450-300-600-300-600-300-60016500*5450*539017300*5570*5420代价)与人方便自己方便*5030*508014830*5290*519015800*5390*5290220220460048005100550016522035351616161630356007002803203203405306003330-51903850-577075008750100001125037852520-41102910-454052.7-82.476.3-114.06119-73120-77120-77117-7850.139.1-62.752.7-82.41400160080150-190160-200160-200180-2201180140035040021102410241029803003001850*18501950*19509009001000100015001650*16501750*1750900-2100900-220023502620*26202780*27802780*27803000*3000800800-2000850-200040000450001500160018001900300003500000DCC3000DCC3500DCC4000DCC4500。
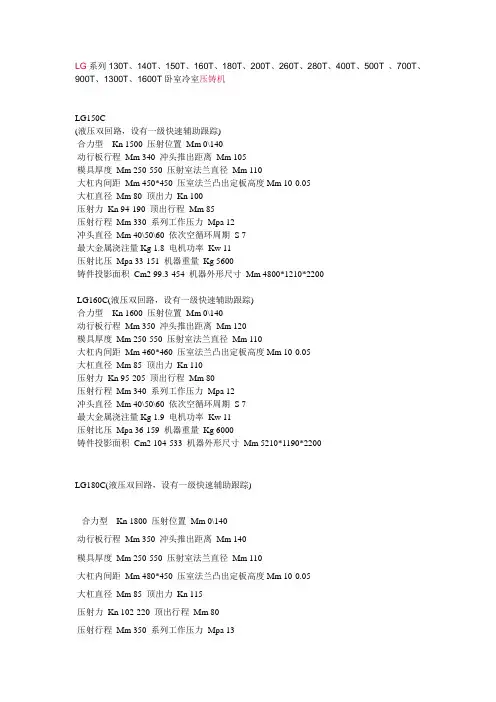
LG系列130T、140T、150T、160T、180T、200T、260T、280T、400T、500T 、700T、900T、1300T、1600T卧室冷室压铸机LG150C(液压双回路,设有一级快速辅助跟踪)合力型Kn 1500 压射位置Mm 0\140动行板行程Mm 340 冲头推出距离Mm 105模具厚度Mm 250-550 压射室法兰直径Mm 110大杠内间距Mm 450*450 压室法兰凸出定板高度Mm 10-0.05大杠直径Mm 80 顶出力Kn 100压射力Kn 94-190 顶出行程Mm 85压射行程Mm 330 系列工作压力Mpa 12冲头直径Mm 40\50\60 依次空循环周期S 7最大金属浇注量Kg 1.8 电机功率Kw 11压射比压Mpa 33-151 机器重量Kg 5600铸件投影面积Cm2 99.3-454 机器外形尺寸Mm 4800*1210*2200LG160C(液压双回路,设有一级快速辅助跟踪)合力型Kn 1600 压射位置Mm 0\140动行板行程Mm 350 冲头推出距离Mm 120模具厚度Mm 250-550 压射室法兰直径Mm 110大杠内间距Mm 460*460 压室法兰凸出定板高度Mm 10-0.05大杠直径Mm 85 顶出力Kn 110压射力Kn 95-205 顶出行程Mm 80压射行程Mm 340 系列工作压力Mpa 12冲头直径Mm 40\50\60 依次空循环周期S 7最大金属浇注量Kg 1.9 电机功率Kw 11压射比压Mpa 36-159 机器重量Kg 6000铸件投影面积Cm2 104-533 机器外形尺寸Mm 5210*1190*2200LG180C(液压双回路,设有一级快速辅助跟踪)合力型Kn 1800 压射位置Mm 0\140动行板行程Mm 350 冲头推出距离Mm 140模具厚度Mm 250-550 压射室法兰直径Mm 110大杠内间距Mm 480*450 压室法兰凸出定板高度Mm 10-0.05大杠直径Mm 85 顶出力Kn 115压射力Kn 102-220 顶出行程Mm 80压射行程Mm 350 系列工作压力Mpa 13冲头直径Mm 50\60\70 依次空循环周期S 7最大金属浇注量Kg 2.5 电机功率Kw 15压射比压Mpa 26.5-112 机器重量Kg 6800铸件投影面积Cm2 160-679 机器外形尺寸Mm 5523*1190*2350 LG280C(液压双回路,设有一级快速辅助跟踪)合力型Kn 2800 压射位置Mm 0\160动行板行程Mm 400 冲头推出距离Mm 150模具厚度Mm 250-650 压射室法兰直径Mm 110大杠内间距Mm 560*560 压室法兰凸出定板高度Mm 12-0.05大杠直径Mm 110 顶出力Kn 150压射力Kn 185-300 顶出行程Mm 120压射行程Mm 420 系列工作压力Mpa 14冲头直径Mm 50\60\70 依次空循环周期S 10最大金属浇注量Kg 3.3 电机功率Kw 18.5压射比压Mpa 42-153 机器重量Kg 12000铸件投影面积Cm2 183-668 机器外形尺寸Mm 6400*1630*2800合力型Kn 5000 压射位置Mm 0\220动行板行程Mm 450 冲头推出距离Mm 220模具厚度Mm 320-800 压射室法兰直径Mm 130大杠内间距Mm 760*660 压室法兰凸出定板高度Mm 15大杠直径Mm 120 顶出力Kn 220压射力Kn 210-450 顶出行程Mm 120压射行程Mm 570 系列工作压力Mpa 14冲头直径Mm 70\80\90 依次空循环周期S 12最大金属浇注量Kg 6 电机功率Kw 30压射比压Mpa 33.9-130 机器重量Kg 20000铸件投影面积Cm2 385-1475 机器外形尺寸Mm 7350*1850*3150 LG700C(液压双回路,设有一级快速辅助跟踪)合力型Kn 7000 压射位置Mm 0\250动行板行程Mm 600 冲头推出距离Mm 280模具厚度Mm 350-900 压射室法兰直径Mm 165大杠内间距Mm 760*760 压室法兰凸出定板高度Mm 15大杠直径Mm 170 顶出力Kn 320压射力Kn 280-650 顶出行程Mm 160压射行程Mm 655 系列工作压力Mpa 14冲头直径Mm 80\90\100 依次空循环周期S 13最大金属浇注量Kg 10 电机功率Kw 37压射比压Mpa 30-135.4 机器重量Kg 30000铸件投影面积Cm2 518-2333 机器外形尺寸Mm 8480*1960*3300LG900C(液压双回路,设有一级快速辅助跟踪合力型Kn 9000 压射位置Mm 0\250动行板行程Mm 760 冲头推出距离Mm 300模具厚度Mm 400-950 压射室法兰直径Mm 180大杠内间距Mm 910*910 压室法兰凸出定板高度Mm 20大杠直径Mm 180 顶出力Kn 360压射力Kn 300-750 顶出行程Mm 180压射行程Mm 800 系列工作压力Mpa 14冲头直径Mm 80\90\100\110\120 依次空循环周期S 14最大金属浇注量Kg 16 电机功率Kw 45压射比压Mpa 24.9-149 机器重量Kg 40000铸件投影面积Cm2 602-3015 机器外形尺寸Mm 9200*2100*3300 LG1300C(液压双回路,设有一级快速辅助跟踪)合力型Kn 13000 压射位置Mm 0\320动行板行程Mm 850 冲头推出距离Mm 350模具厚度Mm 550-1200 压射室法兰直径Mm 240大杠内间距Mm 1100*1100 压室法兰凸出定板高度Mm 25大杠直径Mm 230 顶出力Kn 570压射力Kn 440-1100 顶出行程Mm 200压射行程Mm 950 系列工作压力Mpa 14冲头直径Mm 100\110\120\130\140 依次空循环周期S 19最大金属浇注量Kg 26 电机功率Kw 30*2压射比压Mpa 28.6-140 机器重量Kg 85000铸件投影面积Cm2 929-4545 机器外形尺寸Mm 12000*2700*4700。
压铸模具制造标准目录一、总体要求:1、按本公司的压铸机尺寸设计外形,防止干涉。
(88T~800T)见附表(1)。
2、吊装孔至少为M30深45的,顶部至少2个,大型模具800T-900T为M42深60mm,,动定模架上要各2个,需设于模具的重心上(每半模),以利于吊装时的安全。
3、模具码模槽,最小30 mm×30 mm(400T以下),40 mm×40 mm(400T以上),到型板高最小30 mm(400T以下),40 mm(400T以上)。
4、跨距大于150 mm时都应考虑加支撑。
支撑柱直径(或宽)不小于60 mm,尽可能靠近压射变形位。
5、为减小变形,动模架支撑模芯的厚度至少为悬空位宽度的三分之一(大于或等于80mm)。
定模架支撑模芯的厚度大于或等于70mm。
特殊指定除外。
6、分流锥和浇口套按本公司的标准设计。
浇口套与压铸机熔杯联接处尺寸ΦD,ΦD1,L2参照附表(1)。
下图为本公司普通压铸的标准化浇口套:10模具有形状相同或对称的镶件,抽芯等必须设计防呆结构,动定模芯不能设计为正方形。
11模具各部份的尺寸关系,如果没有特殊说明,按以下关系设计。
B1D2 D1FT2T1E1E2P2P1WABBA二、模芯:1、加工后热处理前做去应力处理。
真空淬火热处理硬度:500吨及以上模具为HRC46°-48°,500吨以下模具为HRC48°-50°。
平面分型的,型腔位不深的(例如:电烫斗等)可以做到50°-52°。
精加工后按模具工艺之具体规定再做去应力处理,2、省模和抛光按客户要求的粗糙度和模具出模方向执行。
3、型腔最小圆角R0.5,最小拔模斜度1.5°~2°。
特殊指定的除外。
4、多腔模模芯可以分为两块制造,以利于热处理。
制造配合间隙在0.1mm以内。
350T以下除外。
5、模芯上有镶件必须线割时,必须预先打穿丝孔,当跨距大于200mm时,穿丝孔要做2个。
压铸机的结构与日常维护为了获得合乎要求的压铸产品,性能优良的压铸机是十分关键的设备。
压铸工艺就是以压铸件为本,通过设计压铸模,选用压铸机,提供在所需合金,是整个压铸系统得到整合,从而多快好省的制造出满足要求的压铸件。
鉴于文灿生产中使用的压铸机以冷室压铸机为主,本章以日本生产的TOYO 350t的压铸机为例来分析压铸机的主要结构和维护、维修的内容。
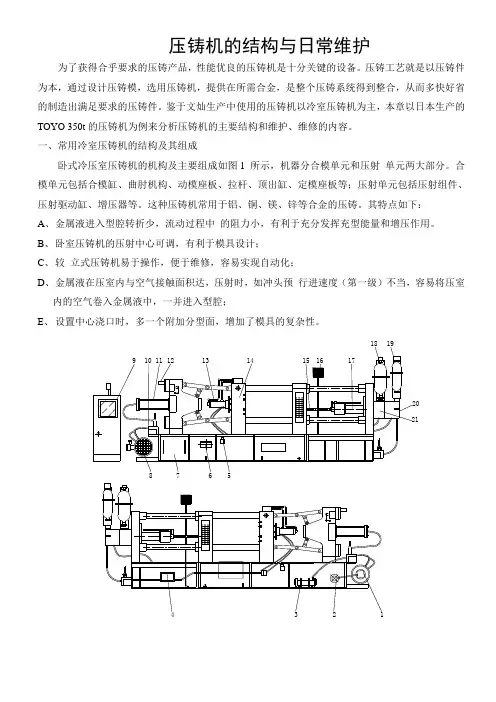
一、常用冷室压铸机的结构及其组成卧式冷压室压铸机的机构及主要组成如图1 所示,机器分合模单元和压射单元两大部分。
合模单元包括合模缸、曲肘机构、动模座板、拉杆、顶出缸、定模座板等;压射单元包括压射组件、压射驱动缸、增压器等。
这种压铸机常用于铝、铜、镁、锌等合金的压铸。
其特点如下:A、金属液进入型腔转折少,流动过程中的阻力小,有利于充分发挥充型能量和增压作用。
B、卧室压铸机的压射中心可调,有利于模具设计;C、较立式压铸机易于操作,便于维修,容易实现自动化;D、金属液在压室内与空气接触面积达,压射时,如冲头预行进速度(第一级)不当,容易将压室内的空气卷入金属液中,一并进入型腔;E、设置中心浇口时,多一个附加分型面,增加了模具的复杂性。
1.液压泵;2.过滤器;3.冷却器;4.压射回油油箱;5.曲肘润滑油泵;6.主油箱;7.机架;8.电动机;9.电箱;10.合模油路板组件;11.合开模液压缸;12.调模液压马达;13.顶出液压缸;14.锁模柱架;15.压射冲头;16. 模具冷却水观察窗;17.压射液压缸;18.快压射储能器;19.增压储能器;20.增压油路板组件;21.压射油路板组件图1 卧室冷室压铸机的结构及主要组成二冷室压铸机日常维护与管理压铸机必须在充满灰尘和金属宵的恶劣环境中工作,如果没有很好的维护保养,压铸机就无法正常工作。
目前自动化程度较高的机型都实现了压铸机日常检查的自动提示,每天开机时电脑会将日常点检项目在压铸机的显示屏上列出。
维护内容分为每天日常维护、每月,没三月维护、半年,年度维护。
伊之密300吨压铸机工作原理
伊之密300吨压铸机是一种常用于金属制品生产的设备。
它的工作原理是利用高压将熔化的金属注入到模具中,经过冷却凝固后,得到所需的铸件。
工作人员将金属材料加热到熔化点,并将熔化的金属倒入一个特定的容器中,称为熔炉。
熔炉内的金属经过加热后,达到一定的温度和流动性,以便于注入模具。
然后,将模具放置在压铸机的工作台上,并确保模具与机器的定位装置相匹配。
一旦模具被固定在正确的位置,工作人员就会启动压铸机,开始整个制造过程。
接下来,压铸机的活塞开始向下移动,施加高压力以将金属注入模具。
这个过程需要一定的时间,以确保金属充分填满模具中的空腔。
在注入过程中,金属会快速冷却,从而使其凝固并形成所需的铸件。
一旦金属凝固完成,压铸机的活塞开始向上移动,同时模具也会被打开。
此时,工作人员可以取出已经凝固的铸件,并进行后续的处理和加工。
伊之密300吨压铸机的工作原理简单而高效。
通过控制压力和温度,它能够生产出高质量的金属铸件。
该设备广泛应用于汽车制造、电子设备、家电等行业,在工业生产中起着不可或缺的作用。
伊之密300吨压铸机通过高压注入熔化的金属材料到模具中,经过冷却凝固后,得到所需的铸件。
它的工作原理简单而高效,是金属制品生产过程中的重要设备。