伊之密DM 650吨冷室压铸机模板尺寸图 逆境老丸子—王方明整理
- 格式:pdf
- 大小:847.37 KB
- 文档页数:1

浙江盾安轻合金科技有限公司版次A0编号WI/DQ.ZZ-04-1 实施日期2013.2.1 页码1/4压铸机安全操作规程(A0版)一、操作压铸机的要求:1、设备操作人员必须严格执行设备管理的“三好”(即管好、用好、修好)、“四会”(即会使用、会保养、会检查、会排除一般故障)、“五定”(即定人、定质、定点、定量、定期)的要求。
2、本压铸机的使用环境温度为:50C~500C,环境湿度为:20%~90%相对温度,无冷凝水。
严禁在易燃易爆的环境中使用机床。
3、操作人员在使用设备时必须按“日常点检表”要求进行点检,使用过程中应经常进行巡查,发现问题及时处理;下班或换人操作时,必须告知接班人设备的使用情况和生产情况。
二、安全事项:1、压铸机是一种高压、快速动作的机器,只有经过培训或授权的人员方可操作压铸机,未经培训和授权的人员使用压铸机有可能发生人身伤害或设备损害;2、操作压铸机时不能随意不用或去掉安全防护门,开机前要查看机件活动范围内是否有人或杂物,确定安全后方可启动。
3、氮气瓶只能填充氮气,并且和蓄能器都有高压,检查或更换液压管路元件时,必须先将蓄能器内的压力油放掉,确定无压力后方可进行。
4、设备上所有的“急停”按钮按下即可停止机器的所有动作。
此按钮在紧急情况和设备停机时使用,防止意外事故的发生。
5、电控箱通常处于锁闭状态,仅在安装及维修时才能打开,并且只有持上岗证的电气人员才能打开。
非专业人员打开有发生触电和损坏设备的危险。
6、严禁对设备进行改装。
任何的改动都有可能造成人身伤害或机械损坏。
7、设备上粘贴有警示标识的位置都是属于危险部位,严禁私自更改或撕下任何安全标识。
发现有标识破损或褪色需及时更换。
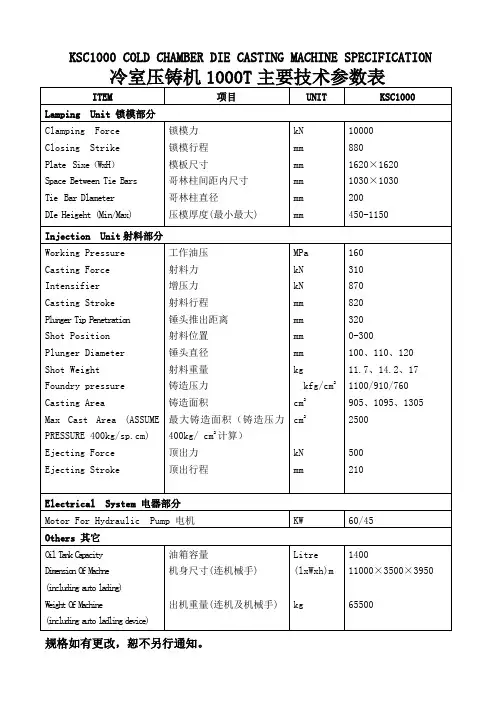
三、设备的基本参数:1、基本规格参数:项目名称规格参数项目名称规格参数合模力10000KN 油泵马达功率45KW液压系统工作压力16MPa 外型尺寸10m*3.3m*3.7m哥林柱内间距1030mm*1030mm 油箱容量1500L2、本压铸机是自动化控制设备,操作设备时必须确保各保护装置安全有效。

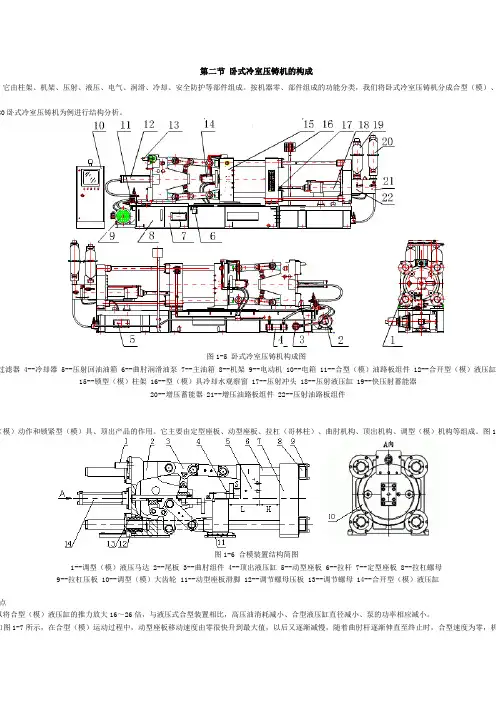
第二节卧式冷室压铸机的构成,它由柱架、机架、压射、液压、电气、润滑、冷却、安全防护等部件组成。
按机器零、部件组成的功能分类,我们将卧式冷室压铸机分成合型(模)、80卧式冷室压铸机为例进行结构分析。
图1-5 卧式冷室压铸机构成图过滤器 4--冷却器 5--压射回油油箱 6--曲肘润滑油泵 7--主油箱 8--机架 9--电动机 10--电箱 11--合型(模)油路板组件 12--合开型(模)液压缸15--锁型(模)柱架 16--型(模)具冷却水观察窗 17--压射冲头 18--压射液压缸 19--快压射蓄能器20--增压蓄能器 21--增压油路板组件 22--压射油路板组件(模)动作和锁紧型(模)具、顶出产品的作用。
它主要由定型座板、动型座板、拉杠(哥林柱)、曲肘机构、顶出机构、调型(模)机构等组成。
图1图1-6 合模装置结构简图1--调型(模)液压马达 2--尾板 3--曲肘组件 4--顶出液压缸 5--动型座板 6--拉杆 7--定型座板 8--拉杠螺母9--拉杠压板 10--调型(模)大齿轮 11--动型座板滑脚 12--调节螺母压板 13--调节螺母 14--合开型(模)液压缸点以将合型(模)液压缸的推力放大16~26倍,与液压式合型装置相比,高压油消耗减小、合型液压缸直径减小、泵的功率相应减小。
如图1-7所示,在合型(模)运动过程中,动型座板移动速度由零很快升到最大值,以后又逐渐减慢,随着曲肘杆逐渐伸直至终止时,合型速度为零,机速转慢至零,非常符合机器整个运动设计要求。
图1-7 曲肘部分结构简图1--合开型(模)液压缸 2--钩铰 3--长铰 4--动型座板一直线时,机构处于自锁状态,此时,可以撤去合型(模)液压缸的推力,合型(模)系统仍然会处于合紧状态。
、速度、行程或位置,所涉及的几个概念解释如下。
板对型(模)具形成的锁紧力。
金液注入型(模)具型腔时,模板对型(模)具形成的最终锁紧力。

160T 热式压铸机浇道系统分布图
∅14射嘴口截面积153.86mm 2
直浇道截面积128.22mm 2
横浇道截面积106.85mm 2
内浇口截面积89mm 2
0.3mm 厚浇口0.4mm 厚浇口0.5mm 厚浇口0.6mm 厚浇口<297mm 长流道<223mm
长流道
<178mm
长流道<148mm 长流道递减20%
递减20%
递减20%
压铸件选用压铸机的计算公式如下:压铸机锁模力>涨型力涨型力(t )=压铸件投影面积(cm )×铸造压力(MPa )x 安全系数÷
100压铸件投影面积=压铸件的正投影面积x 模数(cm )压射比压选择:一般件:30-50(MPa )[300~500(Bar )] 承载件:50-80(MPa )[500~800(Bar )] 薄壁耐压件:80-120(MPa ) [800~1200(Bar )]安全系数: 1.3~1.5(补偿浇道和渣包的投影面积和增加保险系数)***若滑块面积大,也应折算成投影面积。
22。