全尺寸公差 范本(全图框)
- 格式:doc
- 大小:597.46 KB
- 文档页数:8
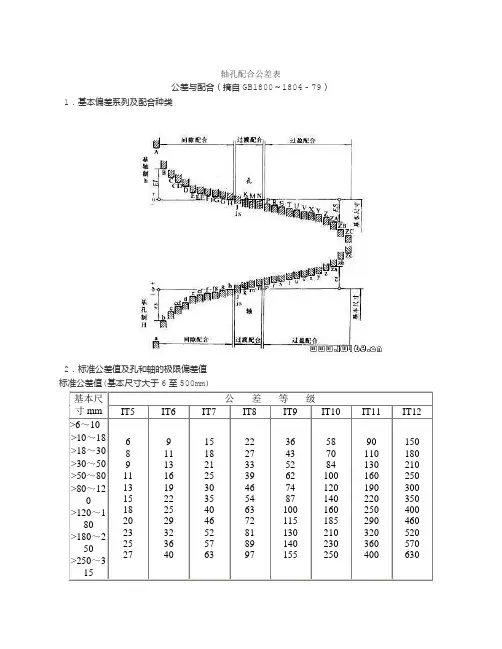
轴孔配合公差表
公差与配合(摘自GB1800~1804-79) 1.基本偏差系列及配合种类
2.标准公差值及孔和轴的极限偏差值
孔的极限差值(基本尺寸由大于10至315mm)μm
注:标注▼者为优先公差等级,应优先选用。
形状和位置公差(摘自GB1182~1184-80)
形位公差符号
圆度和圆柱度公差μm
主参数d(D)图例
主参数d(D) mm
直线度和平面度公差μm 主参数L图例
主要参数L mm
平行度、垂直度和倾斜度公差μm
主参数L、d (D)图例
同轴度、对称度、圆跳动和全跳动公差确良μm
主参数d(D)、B、L图例
主参数d(D)、B、Lmm
表面粗糙度
表面粗糙度R a值的应用范围
微见刀痕
可见加工痕迹
微见加工痕迹
看不见加工痕迹
可辨加工痕迹的
方向
微辨加工痕迹的
方向
不可辨加工痕迹
的方向
暗光泽面
注:1. 粗糙度代号I为第一种过渡方式。
它是取新国标中相应最靠近的下一档的第
光洁度(旧国标)为▽5,R a的最大允许值取6.3。
因此,在不影响原表面粗糙要求的情况下,取该值有利于加工。
2. 粗糙度代号Ⅱ为第2种过渡方式。
它是取新国标中相应最靠近的上一档的第1系列值,如原光洁度为▽5,R a的最大允许值取
3.2。
因此,取该值提高了原表面粗糙度的要求和加工的成本。
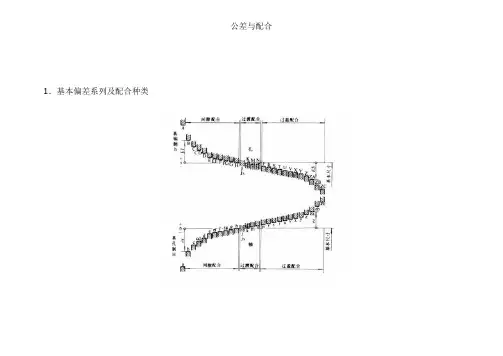
公差与配合1.基本偏差系列及配合种类自由公差的概念及公差等级表何谓自由尺寸公差?旧国标(HG)159-59中,在基准件公差上,把精度等级分成 12级。
取自其中8、9两级精度基准件公差,称为自由尺寸公差。
将偏差分为;单向(+)或(-)、双向(±)二种。
在自由尺寸公差的注解中提示;①自由尺寸公差仅适用于机械加工表面。
②自由尺寸公差在工作图上不标注。
③单向偏差对于轴用(-)号,对于孔、孔深、槽宽、螬深及槽长用(+)号,其余均用双向正负偏差(±)。
④不能纳入上述明确原则的自由尺寸,且有单向偏差要求时,设计者应在工图中注出,否则按双向偏差制造。
修定后国标(GB)1800-79中,标准公差分20级。
即;IT01、IT0、IT1至IT18。
IT表示标准公差,公差等级的代号用阿拉伯数字表示,从IT01至IT18等级依次降低。
并制定(GB)1804-79未注公差尺寸的极限偏差,规定有三条:①规定的极限偏差适用于金属切削加工的尺寸,也可用于非切削加工的尺寸,②图样上未注公差尺寸的偏差,按本标准规定的系列,由相应的技术文件作出具体规定。
③未注公差尺寸的公差等级规定为IT12至IT18。
一般孔用H(+);轴用h(-);长度用(±)? IT(即Js或js)。
必要时,可不分孔、轴或长度,均采用 ? IT (即Js或js)。
根据国际标准ISO 2768,以下为线性尺寸未注公差的公差表。
这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。
这些极限偏差适用于:线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度;角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°);机加工组装件的线性和角度尺寸。
这些极限偏差不适用于:·已有其他一般公差标准规定的线性和角度尺寸;·括号内的参考尺寸;·矩形框格内的理论正确尺寸。
表1 线性尺寸的极限偏差数值公差等级尺寸分段0.5~3 >3~6 >6~30 >30~120 >120~400>400~1000>1000~2000>2000~4000f(精密级) ±0.05±0.05±0.1±0.15±0.2±0.3±0.5- m(中等级) ±0.1±0.1±0.2±0.3±0.5±0.8±1.2±2 c(粗糙级) ±0.2±0.3±0.5 ±0.8±1.2±2±3±4 v(最粗级) - ±0.5±1±1.5±2.5±4±6±8表2倒圆半径与倒角高度尺寸的极限偏差数值公差等级尺寸分段0.5~3 >3~6 >6~30 >30f(精密级)±0.2±0.5±1±2 m(中等级)c(粗糙级)±0.4±1±2±4 v(最粗级)表3角度尺寸的极限偏差数值公差等级长度分段≤10>10~50 >50~120 >120~400 >400f(精密级) ±1°±30'±20'±10'±5'm(中等级)c(粗糙级) ±1°30'±1°±30'±15'±10'v(最粗级) ±3°±2°±1°±30'±20'角度尺寸的长度按角度的短边长度确定,对于圆锥角按圆锥素线长度确定。
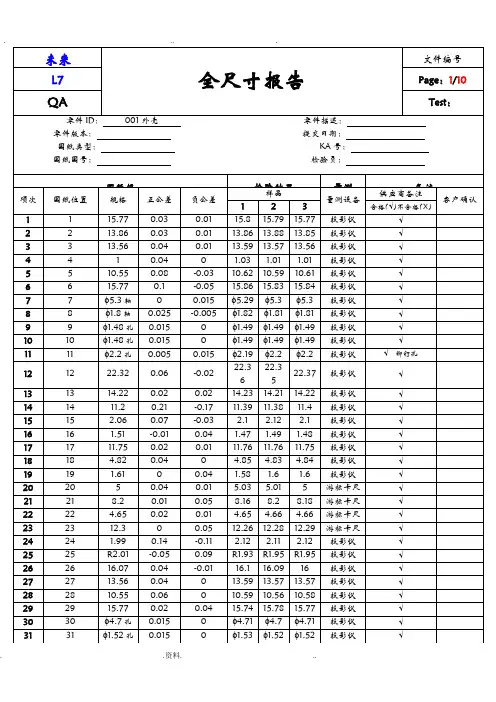
全尺寸检验报告范本
尊敬的客户,
感谢您选择我们的全尺寸检验服务。
根据您的要求,我们为您提供了一份全尺寸检验报告。
以下是报告的范本内容:
日期:
检验单位:
项目名称:
检验标准:
1. 总结
在本次全尺寸检验中,我们对您的产品进行了详细的检验评估。
总体来说,产品在多个指标上达到了预期要求,并符合相关的标准和规定。
2. 检验细节
2.1 外观检验
我们对产品的外观进行了仔细检查,包括表面光洁度、颜色一致性、物体形状等。
结果显示产品外观完好无损,颜色一致且符合预期。
2.2 尺寸测量
通过使用精确的测量工具,我们对产品的各个尺寸进行了测量。
结果表明产品尺寸在允许的公差范围内,并没有超出预期要求。
2.3 功能性测试
我们对产品的功能进行了测试,并确保符合相关的功能要求。
测试结果显示产品各项功能正常有效。
2.4 压力测试
通过在一定的压力下对产品进行测试,我们确认产品具备足够的强度以满足工作条件下的应用要求。
3. 结论
基于全尺寸检验的结果,我们可以得出以下结论:
(1)产品的外观完好且颜色一致。
(2)产品尺寸符合预期且在允许的公差范围内。
(3)产品的功能正常有效。
(4)产品具备足够的强度以满足工作条件下的应用要求。
我们希望以上报告内容对您有所帮助。
如果您有任何疑问或需要进一步的信息,请随时联系我们。
再次感谢您选择我们的全尺寸检验服务。
此致,
检验单位。

第二章 尺寸的极限与圆柱结合的互换性(第三讲,2学时)※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※本次课要求深刻理解与熟练掌握的重点内容:1.国家标准对基本偏差代号的规定及孔、轴的各个基本偏差特点、公差带的构成规律; 2.孔的基本偏差换算;3.同名配合的概念,如何判断基孔或基轴制的同名配合的配合性质是否相等;4.在已知相同字母孔(轴)极限偏差的基础上,如何求出与之相配的轴(孔)的极限偏差; 5.如何通过查表和计算确定孔、轴的极限偏差 6.公差带与配合代号及其在图样上的标注。
本次课难点:如何判断基孔或基轴制的同名配合的配合性质是否相等。
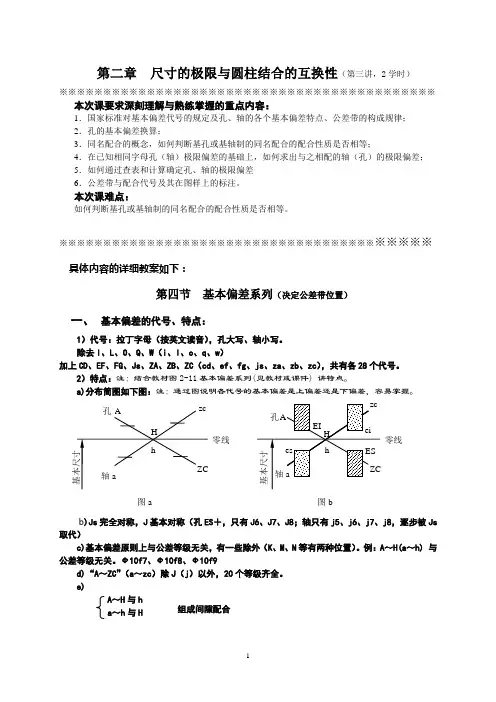
※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※具体内容的详细教案如下:第四节 基本偏差系列(决定公差带位置)一、 基本偏差的代号、特点:1)代号:拉丁字母(按英文读音),孔大写、轴小写。
除去I 、L 、O 、Q 、W (i 、l 、o 、q 、w )加上CD 、EF 、FG 、Js 、ZA 、ZB 、ZC (cd 、ef 、fg 、js 、za 、zb 、zc ),共有各28个代号。
2)特点:注:结合教材图2-11基本偏差系列(见教材或课件) 讲特点。
a)分布简图如下图:注:通过图说明各代号的基本偏差是上偏差还是下偏差,容易掌握。
b )Js 完全对称,J 基本对称(孔ES +,只有J6、J7、J8;轴只有j5、j6、j7、j8,逐步被Js取代)c)基本偏差原则上与公差等级无关,有一些除外(K 、M 、N 等有两种位置)。
例:A ~H(a ~h) 与公差等级无关。
Ф10f7、Ф10f8、Ф10f9d)“A ~ZC ”(a ~zc )除J (j )以外,20个等级齐全。
e)A ~H 与ha ~h 与H零线 零线图a图b组成间隙配合J 、Js 、K 、M 、N 与h J 、js 、k 、m 、n 与H P ~ZC 与h(p ~zc 与H) 基本上组成过盈配合。
公差与配合1.基本偏差系列及配合种类自由公差的概念及公差等级表何谓自由尺寸公差 ?旧国标(HG)159-59中,在基准件公差上,把精度等级分成 12级。
取自其中8、9两级精度基准件公差,称为自由尺寸公差。
将偏差分为;单向(+)或(-)、双向(±)二种。
在自由尺寸公差的注解中提示; ① 自由尺寸公差仅适用于机械加工表面。
② 自由尺寸公差在工作图上不标注。
③ 单向偏差对于轴用(-)号,对于孔、孔深、槽宽、螬深及槽长用(+)号,其余均用双向正负偏差(±)。
④ 不能纳入上述明确原则的自由尺寸,且有单向偏差要求时,设计者应在工图中注出,否则按双向偏差制造。
修定后国标(GB)1800-79中,标准公差分20级。
即;IT01、IT0、IT1至IT18。
IT表示标准公差,公差等级的代号用阿拉伯数字表示,从IT01至IT18等级依次降低。
并制定(GB)1804-79未注公差尺寸的极限偏差,规定有三条: ① 规定的极限偏差适用于金属切削加工的尺寸,也可用于非切削加工的尺寸, ② 图样上未注公差尺寸的偏差,按本标准规定的系列,由相应的技术文件作出具体规定。
③ 未注公差尺寸的公差等级规定为IT12至IT18。
一般孔用H(+);轴用h(-);长度用(±)? IT(即Js或js)。
必要时,可不分孔、轴或长度,均采用 ? IT(即Js或js)。
根据国际标准ISO 2768,以下为线性尺寸未注公差的公差表。
这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。
这些极限偏差适用于:线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度;角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°);机加工组装件的线性和角度尺寸。
这些极限偏差不适用于:· 已有其他一般公差标准规定的线性和角度尺寸;· 括号内的参考尺寸;· 矩形框格内的理论正确尺寸。
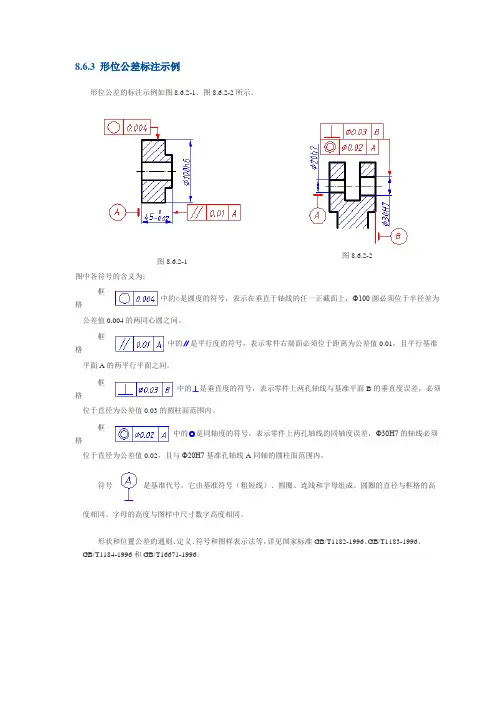
8.6.3 形位公差标注示例形位公差的标注示例如图8.6.2-1、图8.6.2-2所示。
图8.6.2-2图8.6.2-1图中各符号的含义为:框中的○是圆度的符号,表示在垂直于轴线的任一正截面上,Ф100圆必须位于半径差为格公差值0.004的两同心圆之间。
框中的∥是平行度的符号,表示零件右端面必须位于距离为公差值0.01,且平行基准格平面A的两平行平面之间。
框中的⊥是垂直度的符号,表示零件上两孔轴线与基准平面B的垂直度误差,必须格位于直径为公差值0.03的圆柱面范围内。
框中的◎是同轴度的符号,表示零件上两孔轴线的同轴度误差,Ф30H7的轴线必须格位于直径为公差值0.02,且与Ф20H7基准孔轴线A同轴的圆柱面范围内。
符号是基准代号,它由基准符号(粗短线)、圆圈、连线和字母组成。
圆圈的直径与框格的高度相同。
字母的高度与图样中尺寸数字高度相同。
形状和位置公差的通则、定义、符号和图样表示法等,详见国家标准GB/T1182-1996、GB/T1183-1996、GB/T1184-1996和GB/T16671-1996。
第四章形状和位置精度设计与检测要求一般理解与掌握的内容有:形位公差的基本概念、分类,公差原则中的最小实体要求与可逆要求,形位误差及其检测;要求深刻理解与熟练掌握的重点内容有:1、形位公差特征项目的名称和符号;2、形位公差在图样上的表示方法;3、形位公差带;4、公差原则;难点:公差原则,形位公差的选择。
实验六:学生根据自己的兴趣选择一种零件的形状或位置公差的检测。
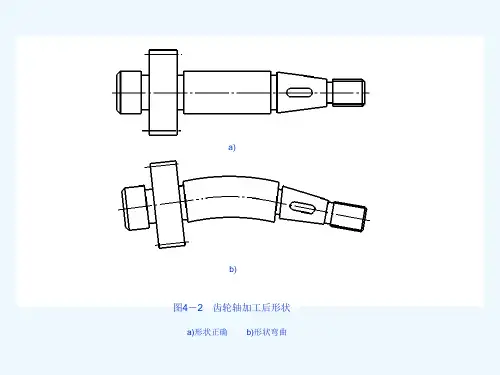
学时:8学时=6学时+习题课2学时零件在加工过程中,由于工件、刀具、夹具及工艺操作等因素的影响,会使被加工零件的各几何要素产生一定的形状误差和位置误差,而几何要素的形位误差会直接影响机械产品的工作精度、运动平稳性、密封性、耐磨性、使用寿命和可装配性等。
因此,为了满足零件的使用要求,保证零件的互换性和制造经济性,在设计时应对零件的形位误差给以必要而合理的限制,即应对零件规定形状和位置公差。
机械设计中尺寸标注类知识,毕业前一定读懂它分享首次分享者:陾蓍.已被分享54次评论(0)复制链接分享转载举报机械设计中尺寸标注类知识,毕业前一定读懂它1.轴套类零件这类零件一般有轴、衬套等零件,在视图表达时,只要画出一个基本视图再加上适当的断面图和尺寸标注,就可以把它的主要形状特征以及局部结构表达出来了。
为了便于加工时看图,轴线一般按水平放置进行投影,最好选择轴线为侧垂线的位置。
在标注轴套类零件的尺寸时,常以它的轴线作为径向尺寸基准。
由此注出图中所示的Ф14 、Ф11(见A-A断面)等。
这样就把设计上的要求和加工时的工艺基准(轴类零件在车床上加工时,两端用顶针顶住轴的中心孔)统一起来了。
而长度方向的基准常选用重要的端面、接触面(轴肩)或加工面等。
如图中所示的表面粗糙度为Ra6.3的右轴肩,被选为长度方向的主要尺寸基准,由此注出13、28、1.5和26.5等尺寸;再以右轴端为长度方向的辅助基,从而标注出轴的总长96。
2.盘盖类零件这类零件的基本形状是扁平的盘状,一般有端盖、阀盖、齿轮等零件,它们的主要结构大体上有回转体,通常还带有各种形状的凸缘、均布的圆孔和肋等局部结构。
在视图选择时,一般选择过对称面或回转轴线的剖视图作主视图,同时还需增加适当的其它视图(如左视图、右视图或俯视图)把零件的外形和均布结构表达出来。
如图中所示就增加了一个左视图,以表达带圆角的方形凸缘和四个均布的通孔。
在标注盘盖类零件的尺寸时,通常选用通过轴孔的轴线作为径向尺寸基准,长度方向的主要尺寸基准常选用重要的端面。
3.叉架类零件这类零件一般有拨叉、连杆、支座等零件。
由于它们的加工位置多变,在选择主视图时,主要考虑工作位置和形状特征。
对其它视图的选择,常常需要两个或两个以上的基本视图,并且还要用适当的局部视图、断面图等表达方法来表达零件的局部结构。
踏脚座零件图中所示视图选择表达方案精练、清晰对于表达轴承和肋的宽度来说,右视图是没有必要的,而对于T字形肋,采用剖面比较合适。
公差框格尺寸-回复什么是公差框格尺寸?公差框格尺寸(tolerance block grid size)是在制造工程中常用的一种标注方法,用以表示下料、加工尺寸与公差之间的关系。
这种标注方法通常在设计图纸中使用,以便制造人员理解零件的尺寸要求和公差范围。
为什么需要公差框格尺寸?公差框格尺寸是制造工程中的重要标注方法,有以下几个原因:1. 确定尺寸要求:在设计过程中,各个部件的尺寸要求往往不是完全精确的,而是有一定的容差要求。
使用公差框格尺寸可以更具体地指示出这些尺寸要求,帮助制造人员正确理解和实施。
2. 确保零件互换性:在大批量生产中,同一零件的尺寸需要在一定的公差范围内保持一致,以确保零件的互换性。
公差框格尺寸将尺寸要求和公差范围直观地展示出来,保证了每个零件的生产和装配的一致性。
3. 控制加工质量:公差框格尺寸可以有效地控制加工质量。
通过合理设置公差范围,可以确保零件在加工过程中达到设计要求,避免了浪费和重新加工的成本。
4. 简化沟通和理解:制造工程中涉及到多个环节和多个人员的协作。
公差框格尺寸提供了一种标准化的表达方式,可以简化沟通和理解的过程,减少误解和错误的发生。
如何使用公差框格尺寸?使用公差框格尺寸需要一定的专业知识和技巧,以下是一般的操作步骤:1. 首先,在设计图纸中选择要标注公差的尺寸。
这些尺寸通常是工件在加工过程中关键的尺寸,对于最终零件的功能和装配至关重要。
2. 在选定的尺寸旁边,画一个矩形框,代表公差框格。
矩形的大小应根据具体情况确定,通常为1.5到2倍的公差范围。
3. 在矩形框内写入尺寸和公差的数值。
尺寸表示零件的实际大小,公差表示尺寸允许的最大和最小误差。
4. 使用合适的公差标记符号,如直线表示公差范围为平行和等距离,圆形表示公差范围为直径等。
5. 在公差框格之外的空白区域,注明尺寸和公差的具体要求和标准,以便制造人员理解和遵循。
6. 最后,对整个图纸进行审查和校对,确保公差框格尺寸的正确性和清晰易懂。
未注尺寸公差按GB/T1804-m线性尺寸的极限偏差数值(GB/T1804-2000)(mm)公差等级基本尺寸分段0.5~3 >3~6 >6~30 >30~120 >120~400 >400~1000 >1000~2000 精密 f ±0.05 ±0.05 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5中等 m ±0.1 ±0.1 ±0.2 ±0.3 ±0.5 ±0.8 ±1.2粗糙 e ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 ±3最粗 v -- ±0.5 ±1 ±1.5 ±2.5 ±4 ±6倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000) mm公差等级基本尺寸分段0.5~3 >3~6 >6~30 >30精密 f ±0.2 ±0.5 ±1 ±2中等 m粗糙 e ±0.4 ±1 ±2 ±4最粗 v角度尺寸的极限偏差数值(GB/T1804-2000)公差等级基本尺寸分段~10 >10~50 >50~120 >120~400 >400精密 f ±1o ±30′±20′±10′±5′中等 m粗糙 e ±1o30′ ±1o ±30′±20′±10′最粗 v ±3o ±2o ±1o ±30′±20′未注形位公差按GB/T1184-K直线度和平面度未注公差值(GB/T1184-1996)(mm)公差等级基本长度范围≤10>10~30 >30~100 >100~300 >300~1000 >1000~3000 H 0.03 0.05 0.1 0.2 0.3 0.4K 0.05 0.1 0.2 0.4 0.6 0.8L 0.1 0.2 0.4 0.8 1.2 1.6垂直度未注公差值(GB/T1184-1996)(mm)公差等级基本长度范围≤100>100~300 >300~1000 >1000~3000H 0.2 0.3 0.4 0.5K 0.4 0.6 0.8 1L 0.4 1 1.5 2对称度未注公差值(GB/T1184-1996)(mm)公差等级基本长度范围≤100>100~300 >300~1000 >1000~3000H 0.5K 0.6 0.8 1L 0.6 1 1.5 2圆跳动的未注公差值(GB/T1184-1996)(mm)公差等级圆跳动公差值H 0.1K 0.2L 0.33.表面粗糙度零件的表面都应该注明粗糙度的等级。
主要木材产品(锯材)标准规定的尺寸及公差1、针叶树、阔叶树、毛边和橡胶木锯材按GB/T153-19995、GB/T4813-1995、LY/T1353-2-1999和LY/T1184-1995标准规定的尺寸及公差,见下表针叶树、阔叶树、毛边和橡胶木锯材的尺寸公差表注:(1)毛边锯材的长度增加2.5m一级(2)毛边锯材的薄板、中板宽度自50mm以上、厚板宽度自60mm以上(3)毛边锯材的厚度增加70mm、80mm、90mm、100mm的特厚锯材,宽度自100mm以上(4)橡胶木锯材的长度可增加0.5-1m长度,按0.1mm进级2、罐道木按GB4820-1995标准规定的尺寸及偏差,见下表。
罐道木的尺寸及偏差表注:上表所列宽厚尺寸用户可按实际需要选订,如另需其他尺寸时,由供需双方商定。
3、机台木按LY/T1200-1997标准规定的尺寸偏差,见下表。
机台木析尺寸及偏差表4、铁路货车锯材按LY/T1295-1999标准规定的尺寸及偏差,见下表。
铁路货车锯材的尺寸及偏差表注:上表所列尺寸,用户可按实际需要选定,如另需其他尺寸时,由供需双方商定。
5、载重汽车锯材按LY/T1296-1999标准规定的尺寸及公差,见下表。
载重汽车锯材的尺寸表注:如需上表以外尺寸,可由供需双方商定。
载重汽车锯材的公差表6、枕木(1)普通枕木和道岔枕木标准规定尺寸,见下表。
普通枕木和道岔枕木标准规定尺寸表注:道岔枕木的长度按0.2m进级,必须配套供应。
(2)桥梁枕木标准规定的尺寸,见下表。
桥梁枕木的尺寸表单位:m、cm(3)枕木标准规定的尺寸公差,见下表。
枕木标准规定的尺寸公差(铺轨范围内)表单位:cm枕厚公差在桥梁枕木中同高度公差。
THANKS !!!致力为企业和个人提供合同协议,策划案计划书,学习课件等等打造全网一站式需求欢迎您的下载,资料仅供参考。
2015-11-25零件ID: 001外壳零件描述:零件版本:提交日期:图纸类型: KA号:图纸图号:检验员:图纸规范检验结果量测备注项次图纸位置规格正公差负公差样品量测设备供应商备注客户确认1 2 3 合格(√)不合格(X)1 1 15.77 0.03 0.01 15.8 15.79 15.77 投影仪√2 2 13.86 0.03 0.01 13.86 13.88 13.85 投影仪√3 3 13.56 0.04 0.01 13.59 13.57 13.56 投影仪√4 4 1 0.04 0 1.03 1.01 1.01 投影仪√5 5 10.55 0.08 -0.03 10.62 10.59 10.61 投影仪√6 6 15.77 0.1 -0.05 15.86 15.83 15.84 投影仪√7 7 ϕ5.3轴0 0.015 ϕ5.29 ϕ5.3 ϕ5.3 投影仪√8 8 ϕ1.8轴0.025 -0.005 ϕ1.82 ϕ1.81 ϕ1.81 投影仪√9 9 ϕ1.48孔0.015 0 ϕ1.49 ϕ1.49 ϕ1.49 投影仪√10 10 ϕ1.48孔0.015 0 ϕ1.49 ϕ1.49 ϕ1.49 投影仪√11 11 ϕ2.2孔0.005 0.015 ϕ2.19 ϕ2.2 ϕ2.2 投影仪√铆钉孔12 12 22.32 0.06 -0.02 22.36 22.35 22.37 投影仪√13 13 14.22 0.02 0.02 14.23 14.21 14.22 投影仪√14 14 11.2 0.21 -0.17 11.39 11.38 11.4 投影仪√15 15 2.06 0.07 -0.03 2.1 2.12 2.1 投影仪√16 16 1.51 -0.01 0.04 1.47 1.49 1.48 投影仪√17 17 11.75 0.02 0.01 11.76 11.76 11.75 投影仪√18 18 4.82 0.04 0 4.85 4.83 4.84 投影仪√19 19 1.61 0 0.04 1.58 1.6 1.6 投影仪√20 20 5 0.04 0.01 5.03 5.01 5 游标卡尺√21 21 8.2 0.01 0.05 8.16 8.2 8.18 游标卡尺√22 22 4.65 0.02 0.01 4.65 4.66 4.66 游标卡尺√23 23 12.3 0 0.05 12.26 12.28 12.29 游标卡尺√24 24 1.99 0.14 -0.11 2.12 2.11 2.12 投影仪√25 25 R2.01 -0.05 0.09 R1.93 R1.95 R1.95 投影仪√26 26 16.07 0.04 -0.01 16.1 16.09 16 投影仪√27 27 13.56 0.04 0 13.59 13.57 13.57 投影仪√28 28 10.55 0.06 0 10.59 10.56 10.58 投影仪√29 29 15.77 0.02 0.04 15.74 15.78 15.77 投影仪√30 30 ϕ4.7孔0.015 0 ϕ4.71 ϕ4.7 ϕ4.71 投影仪√31 31 ϕ1.52孔0.015 0 ϕ1.53 ϕ1.52 ϕ1.52 投影仪√32 32 ϕ1.52孔0.015 0 ϕ1.52 ϕ1.52 ϕ1.52 投影仪√33 33 50.22 -0.25 0.3 49.94 49.96 49.93 游标卡尺√2015-11-25零件ID: 001外壳零件描述:零件版本:提交日期:图纸类型: KA号:图纸图号:检验员:图纸规范检验结果量测备注项次图纸位置规格正公差负公差样品量测设备供应商备注客户确认1 2 3 合格(√)不合格(X)1 36 17.80 0.01 0.03 17.78 17.8 17.79 游标卡尺√2 37 3.01 0.06 -0.03 3.06 3.05 3.05 投影仪√3 38 R1.26 -0.01 0.06 R1.21 R1.24 R1.23 投影仪√4 39 10.85 0.06 -0.02 10.90 10.88 10.89 投影仪√5 40 4.13 0.03 0.01 4.15 4.13 4.15 投影仪√67891011121314151617181920212223242526272829303132332015-11-25零件ID: 002顶杆零件描述:零件版本:提交日期:图纸类型: KA号:图纸图号:检验员:图纸规范检验结果量测备注项次图纸位置规格正公差负公差样品量测设备供应商备注客户确认1 2 3 合格(√)不合格(X)1 1 ϕ2.4轴0 0.015 ϕ2.39 ϕ2.4 ϕ2.4 游标卡尺√2 2 ϕ2.2轴0 0.015 ϕ2.2 ϕ2.19 ϕ2.19 游标卡尺√3 3 13.7 -0.08 0.12 13.61 13.59 13.6 游标卡尺√4567891011121314151617181920212223242526272829303132332015-11-25零件ID: 003隔弧片零件描述:零件版本:提交日期:图纸类型: KA号:图纸图号:检验员:图纸规范检验结果量测备注项次图纸位置规格正公差负公差样品量测设备供应商备注客户确认1 2 3 合格(√)不合格(X)1 1 17.37 -0.25 0.28 17.1 17.11 17.11 游标卡尺√2 2 ϕ2孔-0.005 0.025 ϕ1.98 ϕ1.99 ϕ1.99 游标卡尺√3 3 23.53 -0.24 0.27 23.27 23.28 23.27 游标卡尺√4 4 2.83 0.01 0.02 2.82 2.82 2.83 游标卡尺√5 5 4.34 -0.08 0.11 4.24 4.25 4.25 游标卡尺√6 6 1.92 0.04 -0.01 1.95 1.94 1.94 游标卡尺√7 7 3.94 -0.07 0.1 3.86 3.86 3.85 游标卡尺√891011121314151617181920212223242526272829303132332015-11-25零件ID: 004手柄零件描述:零件版本:提交日期:图纸类型: KA号:图纸图号:检验员:图纸规范检验结果量测备注项次图纸位置规格正公差负公差样品量测设备供应商备注客户确认1 2 3 合格(√)不合格(X)1 1 19.95 -0.09 0.14 19.85 19.83 19.82 游标卡尺√2 2 ϕ5.5孔0.005 0.015 ϕ5.49 ϕ5.49 ϕ5.5 投影仪√底部弹簧卡槽3 3 R5.3 0.005 0.015 R5.32 R5.32 R5.33 投影仪√4 4 16.77 0.05 0 16.78 16.81 16.8 游标卡尺√5 5 13.43 0.01 0.02 13.42 13.43 13.43 游标卡尺√6 6 15.45 -0.04 0.08 15.38 15.4 15.39 游标卡尺√7 7 ϕ4.55轴0 0.005 ϕ4.55 ϕ4.55 ϕ4.55 投影仪√8 8 ϕ1.57孔0.005 0.015 ϕ1.56 ϕ1.57 ϕ1.56 投影仪√U型孔9 9 2.06 0.04 0.02 2.09 2.03 2.06 游标卡尺√10 10 2.56 0.04 0.02 2.55 2.59 2.56 游标卡尺√11121314151617181920212223242526272829303132332015-11-25零件ID: 005铁芯套零件描述:零件版本:提交日期:图纸类型: KA号:图纸图号:检验员:图纸规范检验结果量测备注项次图纸位置规格正公差负公差样品量测设备供应商备注客户确认1 2 3 合格(√)不合格(X)1 1 ϕ7.6轴0 0.015 ϕ7.59 ϕ7.6 ϕ7.6 投影仪√外廓圆2 2 ϕ6.36孔0.015 0 ϕ6.37 ϕ6.36 ϕ6.36 投影仪√斜度顶部6.163 3 ϕ4.55孔0.005 0.015 ϕ4.55 ϕ4.54 ϕ4.54 投影仪√顶部开槽4 4 1.82 0.005 0.005 1.82 1.82 1.82 游标卡尺√5 5 1.01 0.005 0.015 1 1.01 1 投影仪√6 6 21.2 -0.03 0.06 21.15 21.16 21.15 游标卡尺√7 7 1.41 0.005 0.015 1.4 1.41 1.41 游标卡尺√891011121314151617181920212223242526272829303132332015-11-25零件ID: 006指示器零件描述:零件版本:提交日期:图纸类型: KA号:图纸图号:检验员:图纸规范检验结果量测备注项次图纸位置规格正公差负公差样品量测设备供应商备注客户确认1 2 3 合格(√)不合格(X)1 1 ϕ1.95孔0.015 0 ϕ1.96 ϕ1.96 ϕ1.95 投影仪√2 2 6.67 0.005 0.005 6.67 6.67 6.67 游标卡尺√3 3 2.58 0.03 0 2.6 2.59 2.59 投影仪√4 4 2.98 0.01 0.02 2.97 2.98 2.97 投影仪√5 5 R1.06 0.01 0.02 R1.05 R1.06 R1.06 投影仪√6 6 0.51 0.01 0.02 0.5 0.51 0.51 投影仪√7 7 2.53 0 0.03 2.51 2.52 2.52 游标卡尺√8 8 3.23 0.06 -0.03 3.27 3.28 3.27 游标卡尺√91011121314151617181920212223242526272829303132332015-11-25零件ID: 007锁扣零件描述:零件版本:提交日期:图纸类型: KA号:图纸图号:检验员:图纸规范检验结果量测备注项次图纸位置规格正公差负公差样品量测设备供应商备注客户确认1 2 3 合格(√)不合格(X)1 1 5.05 -0.01 0.05 5.03 5.01 5.02 投影仪√2 2 ϕ2.14孔0.015 0 ϕ2.14 ϕ2.15 ϕ2.14 投影仪√另一侧有斜度3 3 2.97 0.01 0.02 2.96 2.97 2.96 投影仪√4 4 ϕ0.98孔0.005 0 ϕ0.98 ϕ0.98 ϕ0.98 投影仪√5 5 3.64 -0.04 0.07 3.58 3.59 3.59 游标卡尺√6 6 5.86 -0.01 0.05 5.83 5.82 5.84 游标卡尺√7 7 7.98 -0.14 0.17 7.82 7.82 7.83 游标卡尺√8 8 8.69 0.02 0.02 8.7 8.68 8.69 游标卡尺√9 9 13.33 0.01 0.03 13.31 13.33 13.31 游标卡尺√10 10 ϕ2.24孔0.015 0 ϕ2.24 ϕ2.25 ϕ2.25 投影仪√11 11 0.9 0.04 -0.01 0.93 0.92 0.92 投影仪√12 12 4.61 0.03 0 4.63 4.62 4.62 投影仪√13 13 ϕ1.1孔0.025 0 ϕ1.01 ϕ1.01 ϕ1.02 投影仪√顶端小圆孔14 14 0.51 0.1 -0.06 0.6 0.58 0.59 投影仪√15 15 8.79 0.01 0.04 8.79 8.77 8.76 游标卡尺√161718192021222324252627282930313233。