第8章 浇注系统及排溢系统设计
- 格式:ppt
- 大小:1.64 MB
- 文档页数:65
塑料模具浇注系统及排溢系统浇注系统是指熔融塑料从注射机喷嘴到注射模具型腔所流经的通道,分普通浇注系统和热流道浇注系统两种。
通过浇注系统,塑料熔体充填满模具型腔并且使注射压力传递到型腔的各个部位,从而使塑件密实和防止缺陷的产生。
通常情况下,浇注系统的分流道开设在动定模的分型面上,因此,分型面的选择和浇注系统的设计是密切相关的,在设计注射模具时应同时加以考虑。
1 普通流道浇注系统的设计1.1 普通流道浇注系统的组成及设计原则一普通流道浇注系统的组成浇注系统是指熔融塑料从注射机喷嘴进入模具型腔所流经的通道,分普通浇注系统和热流道浇注系统两种形式。
本节只讨论普通浇注系统的设计。
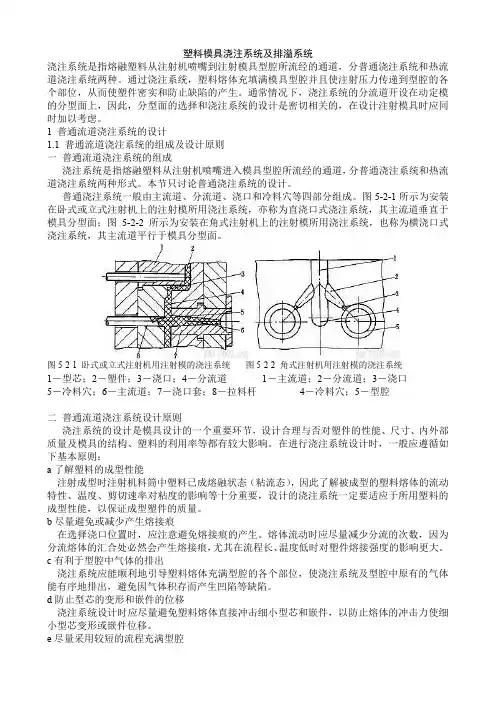
普通浇注系统一般由主流道、分流道、浇口和冷料穴等四部分组成。
图5-2-1所示为安装在卧式或立式注射机上的注射模所用浇注系统,亦称为直浇口式浇注系统,其主流道垂直于模具分型面;图5-2-2所示为安装在角式注射机上的注射模所用浇注系统,也称为横浇口式浇注系统,其主流道平行于模具分型面。
图5-2-1 卧式或立式注射机用注射模的浇注系统图5-2-2 角式注射机用注射模的浇注系统1-型芯;2-塑件;3-浇口;4-分流道 1-主流道;2-分流道;3-浇口5-冷料穴;6-主流道;7-浇口套;8-拉料杆4-冷料穴;5-型腔二普通流道浇注系统设计原则浇注系统的设计是模具设计的一个重要环节,设计合理与否对塑件的性能、尺寸、内外部质量及模具的结构、塑料的利用率等都有较大影响。
在进行浇注系统设计时,一般应遵循如下基本原则:a了解塑料的成型性能注射成型时注射机料筒中塑料已成熔融状态(粘流态),因此了解被成型的塑料熔体的流动特性、温度、剪切速率对粘度的影响等十分重要,设计的浇注系统一定要适应于所用塑料的成型性能,以保证成型塑件的质量。
b 尽量避免或减少产生熔接痕在选择浇口位置时,应注意避免熔接痕的产生。
熔体流动时应尽量减少分流的次数,因为分流熔体的汇合处必然会产生熔接痕,尤其在流程长、温度低时对塑件熔接强度的影响更大。

第8章浇注系统设计8.1概述1.浇注系统的组成浇注系统是指模具中由注射机喷嘴到型腔之间的进料通道。
它的设计对塑件的性能、外观、成形难易程度有很大的影响。
分为普通浇注系统和无流道浇注系统。
普通浇注系统一般由主流道、分流道、浇口和冷料穴四部分组成。
(见图8-1)。
图8-1 注射模的浇注系统1-冷料穴2-主浇道3-分流道4-浇口5-塑件6-排气槽或溢流槽2.浇注系统的设计原则设计浇注系统应遵循如下基本原则:①了解塑料的成形工艺特性。
掌握塑料的流动性,温度、剪切速率对精度的影响等。
②尽量避免或减少产生熔接痕,尽量减少分流的次数。
③有利于型腔中气体的排出。
浇注系统应顺利地引导塑料熔体充满型腔的各个部位,使浇注系统及型腔中的气体能有序地排出,避免塑件缺陷。
④防止型芯的变形和嵌件的位移。
浇注系统的设计应尽量避免熔体直接冲击细小型芯和嵌件,防止嵌件位移和型芯受力变形。
⑤尽量采用较短的流程充满型腔。
⑥流动距离比的校核。
设计浇口位置时,为保证熔体完全充型,实用流动比应小于许用流动比。
3.流动比的校核流动比也称为流程比,是熔体流程长度与塑件厚度之比。
设计浇口位置时,为保证熔体完全充满型腔,流动比不能太大,应小于许用流动比。
而许用流动比时随着塑料性质、成型温度、压力、浇口种类等因素变化的。
表8-1为常用塑料流动比许用值,设计时供参考,如果实际流动比大于许用流动比,需要改变浇口位置或者增加制品的壁厚,或者采用多浇口进料。
表8-1部分常用塑料的流动比L/t与注射压力的关系8.2主流道设计主流道是指浇注系统中从注射机喷嘴与模具接触处开始到分流道为止的塑料熔体的流动通道。
在模具工作时,由于主流道部分的小端入口及注射机喷嘴与具有一定温度、压力的塑料熔体会冷热交替地反复接触,比较容易受损,只有在小批量生产时,主流道才在注射模上直接加工,大部分注射模设计时,主流道通常设计成可拆卸、可更换的浇口套(见图8-2),延长模具的使用寿命。
浇口套(或主流道)尺寸要求:(1)主流道通常设计成圆锥形,其锥角α=2~6˚,内壁表面粗糙度一般为Ra=0.63μm。