模具设计第6章 浇注系统的结构与设计--6
- 格式:pptx
- 大小:4.66 MB
- 文档页数:47
模具设计-浇注系统浇注系统是指模具中从注射机喷嘴开始到型腔为止的塑料流动通道﹐其由主流道﹑分流道﹑浇口及冷料穴组成。
1.1.主流道主流道是指从注射机喷嘴与模具接触的部位起﹐到分流道为止的这一段。
主流道一般设计成圆锥形﹐角度为2°~4°。
1.2.分流道分流道是指主流道与浇口之间的这一段﹐它是熔融塑料由主流道流入型腔的过渡段﹐也是浇注系统中通过断面变化和塑料转向的过渡段﹐能使塑料得到平稳的转换。
1.2.1.分流道的形状有圆形﹑半圆形和梯形等几种﹐从减小压力和热量损失的角度考虑﹐圆形流道是最优越的流道形状。
当分型面是平面或曲面时﹐一般采用圆形流道;细水口模一般选用梯形流道﹐当流道只开在前模或后模时﹐则选用梯形流道。
1.2.2.当塑件采用多浇口进浇以及一模多腔早时﹐要充分考虑进胶的均匀性﹐尽可能做到平衡进胶。
1.2.3.设计分流道大小时﹐应充分考卢制品的大小﹑壁厚﹑材料流动性等因素﹐流动性不好的材料如PC料其流道应相应加大﹐并且分流道的截面尺寸一定要大于制品壁厚﹐同时应选择合适的长度。
流道长则温度降低明显﹐流道短则剩余应力大﹐容易产生“喷池”。
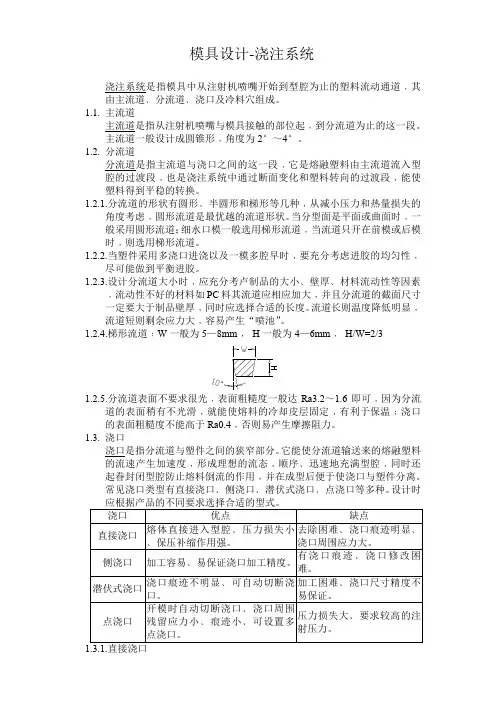
1.2.4.梯形流道﹕W一般为5—8mm﹐H一般为4—6mm﹐H/W=2/31.2.5.分流道表面不要求很光﹐表面粗糙度一般达Ra3.2~1.6即可﹐因为分流道的表面稍有不光滑﹐就能使熔料的冷却皮层固定﹐有利于保温﹔浇口的表面粗糙度不能高于Ra0.4﹐否则易产生摩擦阻力。
1.3.浇口浇口是指分流道与塑件之间的狭窄部分。
它能使分流道输送来的熔融塑料的流速产生加速度﹐形成理想的流态﹐顺序﹑迅速地充满型腔﹐同时还起眷封闭型腔防止熔料倒流的作用﹐并在成型后便于使浇口与塑件分离。
常见浇口类型有直接浇口﹑侧浇口﹑潜伏式浇口﹑点浇口等多种。
设计时对大型单一型腔制品成型效果好﹐需注意唧嘴底部与产品之间是否要隔一段距离。
1.3.2.侧浇口侧浇口设置于制品分型面处﹐制品允许有浇口痕迹才可采用﹐侧浇口包括边缘浇口和搭接浇口﹐其浇口尺寸与制品壁厚﹑大小﹑材料等诸多因素有关﹐一般规格如下图﹕边缘浇口与搭接浇口的选择如下图﹕ 选择浇口位置时﹐就防止制品产生滞留现象﹐应远离厚﹑薄交接处﹐从厚的地方进浇﹐避免浇口正对柱位﹑碰穿位﹐防止型芯因冲击而变形。
模具浇注系统的设计原理模具浇注系统是一种工业生产中常用的设备,用于将液态材料注入模具中,形成所需的产品形状。
它具有精确控制浇注过程、提高生产效率和产品质量等优点。
模具浇注系统的设计原理主要包括浇注过程控制、模具设计和与其他设备的协同工作等方面。
首先,模具浇注系统的设计原理涉及浇注过程的控制。
控制浇注过程是保证产品准确性和质量的关键。
在浇注过程中,需要控制液态材料的流动速度、浇注时间、温度等因素,以确保产品形状和尺寸的准确性。
这一过程需要使用传感器和控制器等设备监测和调节浇注参数。
传感器可以实时监测液态材料的流动速度和压力等参数,并将这些数据传输给控制器。
控制器则根据传感器数据调整浇注设备的工作状态,以实现准确的浇注过程控制。
其次,模具浇注系统的设计原理还需要考虑模具的设计。
模具是决定产品形状和尺寸的关键因素之一。
模具的设计需要根据产品的要求确定模具的形状、材料和开发方式等。
模具浇注系统要根据模具的形状和尺寸进行相应的调整和优化,以确保浇注过程的准确性和稳定性。
例如,对于需求复杂形状的产品,可以采用多腔模具设计,以提高生产效率和产品质量。
此外,模具浇注系统的设计原理还涉及与其他设备的协同工作。
在工业生产中,模具浇注系统通常需要与其他设备进行联动工作,以实现自动化生产。
例如,模具浇注系统可以与机器人手臂或传送带等设备配合使用,实现自动化的生产流程。
这需要设计合理的工作流程和设备间的信号传输机制,以实现协同工作和生产效率的提高。
综上所述,模具浇注系统的设计原理涉及浇注过程控制、模具设计和与其他设备的协同工作等方面。
通过精确控制浇注过程、优化模具设计和与其他设备的协同工作,模具浇注系统可以提高生产效率和产品质量,满足工业生产的需求。
第6章型腔布局与浇注系统的设计内容简介本章主要介绍普通型腔的总体布局、型腔个数确定、分型面形式与位置的选择、普通浇注系统的组成、浇注系统的设计、排气结构设计。
目的与要求(1)掌握型腔的合理布局与腔数的确定。
(2)掌握选择塑料模具分型面的基本原则,针对不同塑件能运用原则选择分型面。
(3)掌握浇注系统的设计原则,并会选择浇口在塑件上的位置,会设计浇注系统。
(4)会设计排气槽。
重点与难点1.重点(1)型腔布局及型腔数目的确定。
(2)分型面设计。
(3)浇口形式的选择及浇注系统设计。
(4)排气槽的设计。
2.难点(1)分型面的位置选择。
(2)浇口位置的选择。
授课过程塑料制件在模具中的位置是由型腔总体平面布置,型腔总体纵向布置来确定的。
6.1 型腔布置(塑料制件在模具中的位置)1.型腔总体平面布置(1)型腔数目的确定。
单型腔模具——在一次注射中只能生产一件塑料产品的模具。
多型腔模具——一副模具一次注射能生产两件或两件以上的塑料产品的模具。
一般可以按下面几点对型腔数目进行确定:①按塑件的精度要求确定型腔数目。
受塑件精度的限制,属于精密技术级的,如SJ1372-78中的1、2级,只能一模一腔;如属于精密级的,如SJ1372-78中的3、4级,最多可以一模四腔。
②按注射机的最大注射量、额定锁模力确定型腔数目。
受设备的技术条件限制,如最大注射量、锁模力、最大注射面积等与型腔个数n有关的技术参数校核。
按最大注射量确定型腔数目:n≤(km n-m j)/m按额定锁模力确定型腔数目:n≤(F n-pA j)/pA③按经济性确定型腔数目。
受成本核算的限制,成本最低的型腔数核算n =√NYt/60C1(2)型腔的排列①平衡式排列P90图6.2a、b②非平衡式排列P90图6.2c、d*型腔的排布应使每个型腔都能通过浇注系统从总压力中均等地分得所需足够压力,以保证塑料熔体能同时均匀地充填每一个型腔,从而使各个型腔的塑件内在质量均一稳定。
素材](https://uimg.taocdn.com/0f4276cb28ea81c758f578e0.webp)
【注塑模具浇注系统】注塑模具浇注系统组成部分主要包括主流道、分流道、浇口以及冷料井等。
主流道主流道也称作主浇道、注道(Sprue)或竖浇道,是指自射出机射嘴与模具主流道衬套接触的部分起算,至分流道为止的流道。
此部分是熔融塑料进入模具后最先流经的部分。
分流道分流道也称作分浇道或次浇道。
随模具设计,可再区分为第一分流道(First Runner)以及第二分流道(Secondary Runner)。
分流道是主流道至浇口间的过渡区域,能使熔融塑料的流向获得平缓转换;对于多模穴模具,同时具有均匀分配塑料到各模穴的功能。
浇口浇口也称为进料口,是分流道和模穴间的狭小通口,也是最为短小肉薄的部分。
其作用在于利用紧缩流动面而使塑料达到加速的效果,高剪切率可使塑料流动性良好(由于塑料的切变致稀特性);黏滞加热的升温效果也有提升料温、降低黏度的作用。
在成型完毕后,浇口最先固化封口,有防止塑料回流,以及避免模穴压力下降过快,使成型品产生收缩凹陷的功能。
成型后,则方便剪除,以分离流道系统及塑件。
冷料井冷料井也称作冷料穴。
目的在于储存补集充填初始阶段较冷的塑料波前,防止冷料直接进入模穴,影响充填品质或堵塞浇口。
冷料井通常设置在主流道末端,当分流道长度较长时,在末端也应开设冷料井。
什么是模具的浇注系统?浇注系统是用来将注塑机喷嘴射出的塑料熔体导向模具型腔的一种系统。
注塑模具浇注系统作用是什么?其作用是将塑料熔体顺利地充满到模腔深处,以获得外形轮廓清晰,内在质量优良的塑料制件。
因此要求充模过程快而有序,压力损失小,热量散失少,排气条件好,浇注系统凝料易于与制品分离或切除。
>>>拓展阅读:常用的浇口形式1.直浇口即主流道浇口,属于非限制性浇口。
2.侧浇口国外将侧浇口称为标准浇口。
3.扇形浇口4.薄片浇口又称为平缝式浇口,浇口的分配流道与型腔侧边平行,其长度通常大于塑料制品宽度。
5.护耳浇口护耳浇口主要用于高透明的平板形塑料制品及变形要求很小的塑料制品。
![压铸模设计第6章A 浇注系统设计[new]](https://uimg.taocdn.com/77b6cb464431b90d6d85c701.webp)
塑料成型工艺及模具设计课程设计说明书题目: 塑料模具设计专业: 模具设计制造及其自动化班级: 机设07级**: ***学号: ****************: ***时间: 2011年1月5日目录第一部分产品的说明第二部分塑件分析第三部分注射机的型号和规格选择及校核第四部分型腔的数目决定及排布第五部分分型面的选择第六部分浇注系统的设计第七部分型零件的工作尺寸计算第八部分推出机构的设计第九部分模架的选用第十部分冷却系统设计第十一部分模具的动作过程第十二部分设计小结第十三部分参考资料第一部分产品的说明本塑件结构简单, 壁厚均匀, 模架结构较简单。
精度要求较高, 为四级精度, 材料为聚乙烯成型性能一般, 其他并无特殊要求。
图一: 塑件俯视图第二部分塑件的分析聚乙烯化学名称: PE材料分析:PE是乙烯经聚合制得的一种热固性树脂。
在工业上, 也包括乙烯与少量α-烯烃的共聚物。
聚乙烯无臭, 无毒,手感似蜡,具有优良的耐低温性能(最低使用温度可达-70~-100℃),化学稳定性好,能耐大多数酸碱的侵蚀(不耐具有氧化性质的酸),常温下不溶于一般溶剂,吸水性小,电绝缘性能优良。
聚乙烯无臭, 无毒, 手感似蜡, 具有优良的耐低温性能(最低使用温度可达-70~-100℃), 化学稳定性好, 能耐大多数酸碱的侵蚀(不耐具有氧化性质的酸), 常温下不溶于一般溶剂, 吸水性小, 但由于其为线性分子可缓慢溶于某些有机溶剂, 且不发生溶胀, 电绝缘性能优良;但聚乙烯对于环境应力(化学与机械作用)是很敏感的, 耐热老化性差。
聚乙烯的性质因品种而异, 主要取决于分子结构和密度。
塑件注射成型工艺参数的确定:根据该塑件的结构特点和得成型性能, 查相关手册得到ABS塑件的成型工艺参数:第三部分注射机的型号和规格选择及校核注射模是安装在注射机上的, 因此在设计注射模具时应该对注射机有关技术规范进行必要的了解, 以便设计出符合要求的模具, 同时选定合适的注射机型号。