缠绕管式换热器
- 格式:pptx
- 大小:612.82 KB
- 文档页数:13


缠绕式换热器介绍缠绕管式换热器不仅是大型化工工艺过程重要的设备,而且是一个高效节能的设备。
这些换热器结构复杂,价格昂贵,而且处于装置关键部位,因此一旦这些换热器发生泄漏,整套装置必须要停工,而且重新制造一台最快需要半年,企业的损失将非常巨大。
正常换热器的使用寿命一般在12~20年左右,企业可以根据实际使用情况和使用寿命的期限来有计划地进行更换,但是在国内也有很多企业由于对绕管换热器的全程管理不到位,使用了很短时间即发生了质量问题。
为了确保缠绕管换热器长周期运行,对缠绕管换热器使用的全过程管理十分必要。
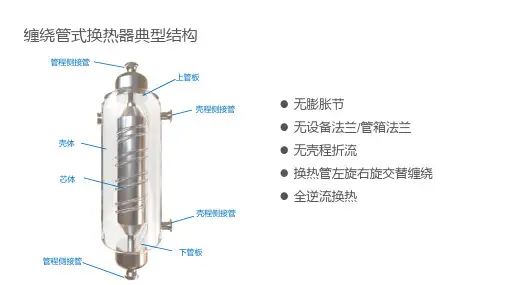
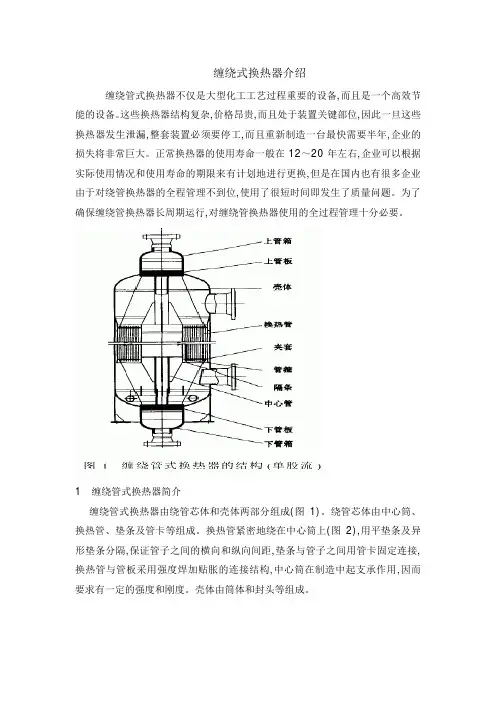
1缠绕管式换热器简介缠绕管式换热器由绕管芯体和壳体两部分组成(图1)。
绕管芯体由中心筒、换热管、垫条及管卡等组成。
换热管紧密地绕在中心筒上(图2),用平垫条及异形垫条分隔,保证管子之间的横向和纵向间距,垫条与管子之间用管卡固定连接,换热管与管板采用强度焊加贴胀的连接结构,中心筒在制造中起支承作用,因而要求有一定的强度和刚度。
壳体由筒体和封头等组成。
它应用于工程的主要优点有[1]:a.结构紧凑,单位容积具有较大的传热面积。
对管径8~12mm的传热管,每立方米容积的传热面积可达100~170m2;b.可同时进行多种介质的传热;c.管内的操作压力高,目前国外最高操作压力可达21 56MPa;d.传热管的热膨胀可自行补偿;e.换热器容易实现大型化。
2缠绕管式换热器的工业应用情况在国外,缠绕管式换热器广泛应用于大型空气分离装置的过冷器及液化器(液体氧、液体氨装置),林德公司在合成氨甲醇洗系统中推出的缠绕管换热器系列正是充分发挥了该种换热器的作用。
缠绕管式换热器在我国目前主要应用于大化肥合成氨装置(美国德士古工艺)中甲醇洗工段[2],在全国共有近20套此类装置,每套装置中有6台缠绕管式换热器,这些换热器的具体情况见表1。
在我国最早十多套装置中的缠绕管换热器大都已更换,其中大都是已到使用寿命限期,但也有不少为管理不善而造成的损坏。
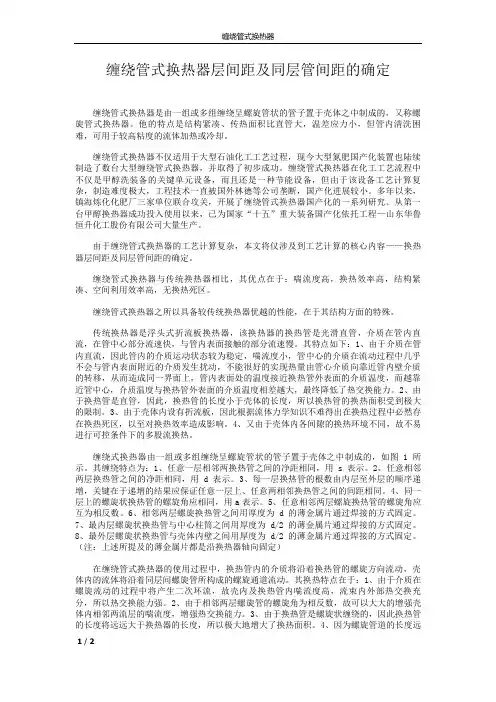
缠绕管式换热器层间距及同层管间距的确定缠绕管式换热器是由一组或多组缠绕呈螺旋管状的管子置于壳体之中制成的,又称螺旋管式换热器。
他的特点是结构紧凑、传热面积比直管大,温差应力小,但管内清洗困难,可用于较高粘度的流体加热或冷却。
缠绕管式换热器不仅适用于大型石油化工工艺过程,现今大型氮肥国产化装置也陆续制造了数台大型缠绕管式换热器,并取得了初步成功。
缠绕管式换热器在化工工艺流程中不仅是甲醇洗装备的关键单元设备,而且还是一种节能设备,但由于该设备工艺计算复杂,制造难度极大,工程技术一直被国外林德等公司垄断,国产化进展较小。
多年以来,镇海炼化化肥厂三家单位联合攻关,开展了缠绕管式换热器国产化的一系列研究。
从第一台甲醇换热器成功投入使用以来,已为国家“十五”重大装备国产化依托工程—山东华鲁恒升化工股份有限公司大量生产。
由于缠绕管式换热器的工艺计算复杂,本文将仅涉及到工艺计算的核心内容——换热器层间距及同层管间距的确定。
缠绕管式换热器与传统换热器相比,其优点在于:喘流度高,换热效率高,结构紧凑、空间利用效率高,无换热死区。
缠绕管式换热器之所以具备较传统换热器优越的性能,在于其结构方面的特殊。
传统换热器是浮头式折流板换热器,该换热器的换热管是光滑直管,介质在管内直流,在管中心部分流速快,与管内表面接触的部分流速慢。
其特点如下:1、由于介质在管内直流,因此管内的介质运动状态较为稳定,喘流度小,管中心的介质在流动过程中几乎不会与管内表面附近的介质发生扰动,不能很好的实现热量由管心介质向靠近管内壁介质的转移,从而造成同一界面上,管内表面处的温度接近换热管外表面的介质温度,而越靠近管中心,介质温度与换热管外表面的介质温度相差越大,最终降低了热交换能力。
2、由于换热管是直管,因此,换热管的长度小于壳体的长度,所以换热管的换热面积受到极大的限制。
3、由于壳体内设有折流板,因此根据流体力学知识不难得出在换热过程中必然存在换热死区,以至对换热效率造成影响。
缠绕管换热器标准缠绕管换热器是一种广泛应用于工业和生活领域的热交换设备,用于加热、冷却和热回收等过程。
为了保证换热器的安全可靠运行,提高换热效率,制定相关的标准非常必要。
本文将介绍缠绕管换热器的标准,包括设计标准、制造标准和安装标准。
设计标准:缠绕管换热器的设计标准对于确保换热器的结构稳定性和换热效果起着关键作用。
设计标准应包括以下几个方面。
1. 材料选择:根据工作介质的性质和工作条件,选择合适的材料进行制造。
材料的选用应符合相关行业标准,材料的物理化学性能要求应满足换热器的工作要求。
2. 结构设计:根据换热器的使用场合和工艺要求,确定合适的结构类型,包括管束结构、管板结构等。
结构设计应能满足换热器的强度和刚度要求。
3. 管束布置:管束的布置应保证换热面积最大化,换热效果最优。
同时,管束的布置应考虑维护、清洗等方便性。
4. 流体动力学设计:换热器内流体的流动状态对换热效率有很大影响。
设计时应考虑流体的速度分布、流阻损失等因素,使流体在换热过程中能够得到充分的混合和接触。
制造标准:制造标准是指在制造过程中,根据设计要求进行产品的加工制造和质量控制。
制造标准应包括以下几个方面。
1. 工艺流程:在制造过程中,应制定详细的工艺流程和作业指导书,规范每个工序的操作方法和要求,确保产品的质量。
2. 焊接工艺:缠绕管换热器的制造中涉及到大量的焊接工序。
制定合理的焊接工艺和焊接规范,保证焊接质量和焊缝的可靠性。
3. 材料质量控制:制造中应对所使用的材料进行严格的质量控制,确保材料的物理性能和化学性能符合设计要求。
4. 产品检测:在制造完成后,应进行产品的检测和验收。
检测内容包括外观质量、尺寸偏差、焊缝质量、密封性能等。
安装标准:缠绕管换热器的安装标准直接关系到换热器的使用寿命和换热效果。
安装标准应包括以下几个方面。
1. 安装位置:根据设备布置和管路系统,确定换热器的安装位置和方向。
安装位置应便于维护和操作。
2. 支承和固定:确保换热器能够牢固地安装在设备或管道上,支承结构应能够承受换热器的重量和工作压力。
区域治理交通规划与工程缠绕式管换热器常应用于低温工艺装置,要求热损失尽可能地最小化。
因此,要求换热器体积小、结构紧凑,而传热面积大、换热效率高,且当流体为逆流操作时,要保持尽量小的温差。
缠绕管式换热器即是可以很好的满足以上要求的实用化的换热器,缠绕管式换热器的发展与深冷技术的发展密切相关,其操作压力可以达到20MPa,非常适用于低温高压装置。
因其独有的优点广泛应用于大型空气分离装置的过冷器及液化器、液氧、液氮装置、炼厂加氢、乙烯工程以及合成氨低温甲醇洗等装置。
近年来,我厂为*****炼油厂制造的缠绕管式换热器都得到良好的应用效果。
缠绕管式换热器管束由换热管、管板、中心筒组件、异形垫条及管箍等组成。
换热管紧密地绕在中心筒上,用平垫条及异形垫条分隔,保证管子之间的横向和纵向间距,垫条与换热管之间用管箍固定,换热管与管板采用强度焊加贴胀的连接结构,中心筒组件在换热管整体绕制过程起到中心轴及支撑作用,因而要求中心筒组件一定的直线度、圆度及强度。
为了保证缠绕式管换热器管束制造质量,根据我厂近年来在缠绕式管换热器制造经验,结合相关标准规范要求,对缠绕管式换热器管束制造过程中关键技术的质量控制措进行分析阐述。
一、管束主材的质量控制换热管如采用不锈钢焊接管应符合《输送流体用不锈钢焊接钢管》GB/T12771-2008、GB/T151-2014附录C及采购技术协议要求。
不锈钢管生产厂家按采购技术协议要求整盘管做水压试验,如图样及技术协议有特殊要求对换热管进行复验,复验合格后方可使用。
上、下管板如采用不锈钢锻件应符合《承压设备用不锈钢和耐热钢锻件》NB/ T47010-2017要求。
管束的主材均应有质量证明书、材质标记、使用单位库号及质量保证书。
二、主要零部件冷加工的质量控制2.1.上、下管板的管孔分布及孔桥间距是否达到图样要求,管孔表面粗糙度Ra值不大于6.3um,管孔表面不得有影响管头焊接及胀接质量的铁屑、油污及毛刺。
螺旋缠绕管式换热器结构
螺旋缠绕管式换热器是一种常见的换热设备,它的结构通常包
括以下几个部分:
1. 管束,螺旋缠绕管式换热器的核心部件是由一根或多根金属
管子组成的管束。
这些管子可以采用不锈钢、碳钢或其他合金材料
制成,具有良好的耐腐蚀性能和导热性能。
2. 头部,换热器的头部通常包括进出口管道和管束的支撑结构。
进出口管道用于输送流体介质,而支撑结构则用于固定和支撑管束,保证其稳定运行。
3. 外壳,螺旋缠绕管式换热器的外壳是将管束和头部包裹起来
的部分,通常由金属板焊接而成。
外壳的作用是保护管束不受外界
环境的影响,并且在必要时起到保温和防腐的作用。
4. 支撑结构,为了保证换热器的稳定运行,通常会在设备的底
部设置支撑结构,以便将整个换热器固定在地面或设备支架上。
总的来说,螺旋缠绕管式换热器的结构设计旨在保证换热效率
高、运行稳定可靠、维护方便和安全性能好。
不同厂家和不同型号的螺旋缠绕管式换热器在结构上可能会有所差异,但通常都包括上述基本部件。
缠绕管式换热器介绍缠绕管式换热器是一种常用的换热设备,用于将热量从一个流体传递到另一个流体中。
它由一根或多根管子绕成螺旋形,形成流体流通的通道。
该设计能够提高换热效率,并降低设备的尺寸。
本文将介绍缠绕管式换热器的原理、结构和应用领域。
原理缠绕管式换热器的工作原理基于热传导和流体流通。
将需要传热的流体(通常被称为工作流体)流动在内层管道中,而被加热或被冷却的流体(通常被称为传热流体)流动在外层管道中。
通过传热流体和工作流体的接触,热量从传热流体传递到工作流体中。
在缠绕管式换热器中,传热流体和工作流体分别通过内外两层管道进行流通。
传热流体在外层管道中流动,而工作流体则在内层管道中流动。
这样的设计可以最小化传热流体和工作流体之间的热阻。
结构缠绕管式换热器由两个主要部分组成:壳体和管束。
壳体缠绕管式换热器的壳体通常由金属材料制成,例如不锈钢或碳钢。
壳体包裹着管束,用于保护管束并提供流体流通的通道。
壳体通常具有进口和出口,用于引导传热流体和工作流体进出换热器。
管束管束是缠绕管式换热器的核心部分,由一根或多根管子组成。
这些管子被绕成螺旋形,形成流体流通的通道。
管束通常由金属材料制成,例如铜、不锈钢或钛合金,以确保其耐腐蚀性和高强度。
密封件和支撑装置缠绕管式换热器中的密封件和支撑装置用于保持管束的稳定性,并避免流体泄漏。
这些部件通常由橡胶或金属制成,并安装在壳体的进口和出口处。
应用领域缠绕管式换热器在各个行业都有广泛的应用。
以下是一些常见的应用领域:1.石油和化工工业:缠绕管式换热器用于油田热采、化工反应器、蒸馏塔等设备中的热交换过程。
2.食品和饮料工业:缠绕管式换热器用于食品加工、饮料生产等过程中的热能回收和温度控制。
3.化纤和纸浆工业:缠绕管式换热器用于化纤生产中的溶剂回收和纸浆生产中的热能回收。
4.电力工业:缠绕管式换热器用于电力厂中的汽轮机、锅炉等设备的余热回收。
5.制药工业:缠绕管式换热器用于药品生产中的热能回收和温度控制。
缠绕管式换热器技术特色及介绍缠绕管式换热器(Spiral Wounded Heat Exchanger)相对于普通的列管式换热器具有不可比拟的优势,适用温度范围广、适应热冲击、热应力自身消除、紧凑度高,由于自身的特殊构造,使得流场充分发展,不存在流动死区,尤其特别的,通过设置多股管程(壳程单股),能够在一台设备内满足多股流体的同时换热。
缠绕管式换热器是一款高效紧凑的换热器,不但可以利用余热,在节能环保方面也具有很重要的作用。
换热器的结构形式复杂,造价成本高,并且位于装置的关键部位。
缠绕管式换热器相对于普通的列管式换热器具有不可比拟的优势,其适用的温度范围广,适应热冲击,能够自身消除热应力,紧凑度非常高,由于自身具有特殊的构造,使得其流场充分发展,不存在流动死区,其中更特别的是,通过设置多股管程(壳程单股),能够在一台设备内满足多股流体的同时换热。
绕管式换热器是在芯筒与外筒之间的空间内将传热管按螺旋线形式交替缠绕而成的,相邻两层螺旋状传热管的螺旋方向是相反的,并采用具有特殊形状的定距件,使之能够保持一定的间距。
技术特色缠绕管式换热器的三大技术特色或者说是技术精髓为:精准的换热管间距、合理的管层数量以及层间距、全自动化的机器人焊接流程。
1、精准的换热管间距不绣钢管材因为其材质的而导致了在弯曲或者缠绕的时候很难具有塑性,为实现所有换热管的间距都是统一的这要求带来了很大的困难,这就要求我们在加工时需要完备的技术和丰富的经验,而正是原装的高精度设备和顶尖的缠绕工艺为我们机械的生产提供了基础。
2、合理的管层数量以及层间距在换热管束缠绕时,每层相对的管径都在发生着变化,盘绕角度又要保持一致,要保证每根换热管的长度基本相同确实是很难做到的。
而设计师设计出了每层换热管不同数量,以及合理的层间距就很好地攻克了这—难题,同时也解决了复杂换热条件下的流道要求。
3、全自动化的机器人焊接流程在设备生产的过程当中,采用全自动化的机器人焊接,以保证所有焊点尤其是在管板焊接都实现了标准统一,安全性能高。
缠绕管式换热器的简捷计算曲 平 王长英 俞裕国(大连理工大学化工学院,辽宁大连,116012)摘要 建立了缠绕管式换热器简捷计算的数学模型。
并对某厂各缠绕管式换热器进行了核算与扩产110%工况的计算。
计算结果表明所建数学模型基本合理、可靠。
关键词 缠绕管式换热器 数学模型 简捷计算 缠绕管式换热器(CTH E )的发展与深冷技术的发展密切相关,最早是由德国的林德公司于1898年制造。
我国一些化肥厂引进了该公司生产的这种类型的换热器。
缠绕管式换热器的结构紧凑,传热效率高。
其单位体积的换热面积大,适合深冷系统的换热。
但其制造工艺要复杂一些,对材质的要求相对较高;此外,设备的清洗也比较困难。
文中建立了缠绕管式换热器简捷计算的数学模型。
并对某厂的缠绕管式换热器进行了换热面积与压力损失的核算,计算结果表明了所建数学模型的可靠性,在此基础上,对扩产110%的情况进行了缠绕管式换热器的计算。
本工作能够为装置扩产改造的核算提供参考依据。
1 缠绕管式换热器模型的建立111 几何结构模型[1]图1 缠绕管式换热器的几何结构示意图图2 错流流动示意图 假设在壳侧流体流动方向上相邻两绕管间距为一常数,且相反缠绕方向的相邻两绕管的相对位置为x ,则有两个特征位置: 收稿日期:1998-01-13。
S m ax ={[(c +d )2]2+(a +d )2}1 2-d ,当x =(c +d )2时(1)S m in =a ,当x =0时(2)相邻两绕管的间隙S m 将处于S m ax 与S m in 之间,其计算公式:S m =[2(c +d )]∫(c +d ) 2S d x(3)积分结果:S m =a +d2[1+(c +d 2a +2d )]1 2+(a +d )2c +d·ln {c +d 2a +2d +[1+(c +d 2a +2d)2]12}-d (4)壳侧流道截面积:S 0=D m ΠkS m -(S 1+S 2)(5)其中:S 1=Πa 2110107·k 4(6)S 2=Πc 2(n -k )l(410l c )(7)D m =D i +(k -1)a +kd +S m(8)由壳侧流道截面积可求得壳侧流道的当量直径:D e =410S 0 L(9)浸润周边L =210(ΠD m +kS m )(10)传热管的缠绕角为Α与缠绕管换热器的轴向管束1998年 大 氮 肥L arge Scale N itrogenous Fertilizer Industry 第21卷 第3期长度l c 、缠绕圈数W j 的关系分别为:l c =l sin Α(11)W j =l co s Α (ΠD j )(12)各缠绕管层j 的中心圆平均直径D j 为:D j =D i +(j -1)a +jd +2e(13)式中,e 是第1层绕管与芯筒之间的隔板厚度,m 。