手机产品结构设计与图纸评审规范
- 格式:ppt
- 大小:7.62 MB
- 文档页数:52
⑴、核对ID.工艺.尺寸1.与ID一起核对3D模型与ID效果图是否有出入;2.核对整机尺寸是否与ID原设计尺寸是否有出入;3.检查每个零件的ID工艺看是否可实现或难实现;4.产品使用的人性化、合理性;5.外观零件模具制作的合理性。
⑵、工艺检查每个零件外观与结构是否会对表面处理工艺有制约和影响。
例如:1.产品外观是否有利角,影响电镀工艺;2.产品的外观是否会影响IML工艺的量产性,壁厚以及强度是否会导致产品的变形;3.外观与结构上是否会影响金属件的表面处理,以及一些后加工工艺,如打磨抛光是否会变形;4.ISD工艺不能用在外观弧度比较大的产品上,在边缘的地方会有比较明显的色差;5.以及表面上会有比较厚的涂层的表面处理工艺上,例如:电镀,橡胶漆等。
检查是否会对一些装配间隙上造成比较严重的影响。
⑶、外观.工艺对主板的影响.天线1.在天线的静空范围内不应有经水镀后的材料或喷含有金属粒子的油漆和五金件,如有,则对天线(含BT)的性能会造成很大的影响;2.电镀、喷油(包括UV)、光刻、氧化、发黑等工艺,是否对成品的功能、电指标、安全测试(打高压、防静电、防磁等)会造成影响或干扰,或存在这方面隐患。
⑷、装配1.主板在整机中的装配方式的合理性,如主板是否装在前壳或是后壳等等;2.主板是的FPC过线是否合理,是否影响到整机组机,如FPC错装会导致整机没法打镙丝,特别是滑盖机;3.各外围器件在整机是的装配间隙是否合理;4. 各元件在整机装配里面过线是否顺通,如马达过线,咪头过线,喇叭过线,及铜轴线等等;5.主板在整机中的定位及固定是否足够;6.按键在整机中的装配是否合理,会不会造成按键手感不良或按键掉出(在跌落时);7.各种塞子在整机中的装配是否合理,会不会造成塞子很难取出,或是塞不到位等等问题;8.各装配零件之间的装配是否可靠合理,如前壳与后壳的固定螺丝柱是否足够,扣位是否足够并合理,装配件在与相应的主零件上的固定及定位有无问题出现;9.在组装生产中,整机的装配会不会造成产能下降或不适合量产的问题出现。
手机结构设计和测试规范制订:审核:标准化:批准:目录前言第一章手机结构件测试概述第二章结构总体要求第三章塑料件的检验第四章结构件尺寸和公差测量第五章结构件盐雾测试第六章结构件高低温和温度冲击测试第七章结构件跌落测试第八章结构件振动测试第九章结构件喷涂测试第十章结构件寿命测试第十一章结构件声学测试第十二章结构件EMC测试前言本技术规范为终端产品研究所内部制订,供内部参考使用。
本技术规范的制订参考了国家有关的标准,终端产品研究所结构部进行了补充和完善。
本技术规范可以作为手机研发中对结构件的技术认定参考。
本规范内容包括检验标准,检验设备,作业流程,结果分析等。
第一章手机结构件概述手机结构件主要包括塑料件,橡胶件,金属件,其它辅料等。
其中塑料件有前罩壳,后罩壳,电池前壳,电池后壳,翻盖前壳,翻盖后壳,镜片,导光柱,红外窗,塑料支架等。
橡胶件有键盘按键,侧键,橡胶塞,橡胶套,密封圈等。
金属件有簧片,金属支架,屏蔽罩,嵌件,导柱等。
辅料包括背胶,防尘布,缓冲垫等。
手机结构件一般需要模具制造来实现其大批量生产。
手机结构件测试包括结构件测量,塑料件的检验,耐腐蚀测试,高低温和高低温冲击测试,跌落测试,振动测试,喷涂测试,寿命测试,声学测试,EMC测试。
每一种测试都有专用的测试设备和测试夹具,并科学地记录测试结果,提供资料给研发和生产,技术质量部门,作为参考。
以下是每种测试的详细描述。
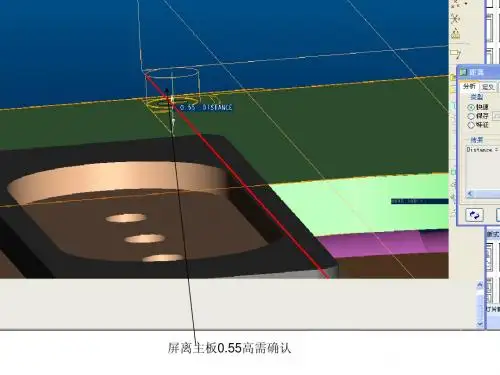
第二章结构总体要求1 主要内容与适用范围本规范规定了手机结构的整机设计要求和测试方法。
本规范适用于手机整机结构。
2 引用标准GB/T 15844.1—1995 移动通信调频无线电话机通用技术条件3 原理手机结构的整机设计和测试是基于产品的总体外观要求、结构件装配要求、消费者对产品的反馈、目前生产技术工艺所能达到的技术指标而制订的规范。
4 测试仪器和测试方法目测塞规光标卡色差检测仪5 测试定义和设计要求5.1手机的结构总体要求为在确保其相应使用条件下性能稳定可靠,结构件坚固,造型优美,色彩协调,操作方便,安全。
做的结构设计标准镜片:1. 主屏镜片尽量采用模切,主屏镜片采用PMMA,厚度采用0.82. 镜片:摄像头镜片尽量采用模切,镜片采用刚化玻璃,厚度采用0.53. 摄像头摄像头角度常为65,与摄像头镜片交线比摄像头后的丝印区要单边小0.254. 主屏镜片丝印区比LCD(A/A)单边大0.5机壳:1. 机壳平均料厚:1.2,最好做到1.42. 普通屏:机壳开孔比LCD(A/A)单边大1,泡棉比机壳开孔单边大0.253. 触摸屏:机壳开孔比TP(V/A)单边大0.5,泡棉比机壳开孔单边大0.3-0.54. 所有泡棉厚度采用0.5的规格,压缩后厚度为0.35. 所有双面胶厚度采用0.15的规格,型号是3M94956. 机壳周边在ID未特别要求时,分型线处不要导圆角与斜角7. 机壳有折件时,如果后期有可能会刮手,须做美工槽(0.3*0.3)8. 螺母采用: 外径2.3*长度3.0*螺纹M1.4,机壳螺柱:外径3.8*内径2.19. 螺钉采用:M1.4*3.0,头厚0.75,十字.表面以黑.10. 机壳螺柱切直径2.3*高度0.25的沉台,螺柱2.1的孔比螺母深0.3,用于溢胶11. 机壳常用6个螺钉,AB壳螺柱间隙0.1.直口0间隙.长度大于30必须增加卡扣12. 卡扣配合量0.6,母扣深度做到0.9,后续可以再将配合量加长.母扣不允许有通孔,必须连胶0.3,侧边与顶边有料厚必须达到1.0,保证强度.卡扣宽度要达到3.0以上.厚度要做到1.0.13.AB壳之间必须有直口,直口高0.6*0.6.直口不要顶住.14.AB壳为避免外张,必须有反直口.在一般的情况下选择将卡扣与直口的方向做成反方向. 反直口离卡扣要有8MM以上.在选择卡扣是做成公扣还是母扣时,应该以具体结构为准,母扣时要保证内部有空间走斜顶.如果不行,须做成行位.画图时首先确认母扣做在哪个壳上.因为公扣对位置没有要求.就像下图所示,因为内部没有斜顶空间,将滑轨区减胶了,后续可以更改为母扣,这部分在开模时就变成了向外走行位.15.如果直口与卡扣只能做到同方向,那么就必须增加反骨.反骨的配合面不要超过0.4,避免太紧,如果不行,后续可以加高.反骨离卡扣要有8MM以上.因为卡扣的0.6的干涉量需要变形区.16. 侧壁如果在5.0以上,就要将直口与卡扣在保证产品不会因侧壁太高而易变形.17. TPU胶塞硬度为80度18. 耳机塞塞入连接器中的长度为2.0,直径为2.5(0间隙配合),顶部C角19. IO塞塞入连接器中的长度为2.0,(0间隙配合),顶部C角20. 滑盖机滑动间隙为0.25,耐磨条凸点间隙为0.121. 滑盖机的滑动间隙处的机壳导角不能太大,否则会导致间隙目测会很大23. 电池壳比机壳表面OFFSET低0.05.防卡刮手24. 后壳电池内框增加防折标签,深度为0.1.25. 后壳电池内框需要有SIM卡标志(斜边对应SIM卡),网标位,商标位.26. 红外线罩采用茶色的透明PMMA料,机壳开孔时须注意红外线发射的角度.一般为3 0,尽量做大.27. 电铸件要求肉厚保证0.8, 斜边正面宽度尺寸为0.5,高度为0.3.28. 自拍镜圆弧面直径为60.自拍镜外形不能太小,必须保证直径>6.029. 测试孔须保证不会与测试头干涉,直径>4.630. SD卡塞与耳机塞如果做成T型结构的软胶,必须要有变形区.31. 机壳内部固定的筋条厚度为0.6,间隙单边0.1.32. 听筒与喇叭音腔高0.8-1.0.开孔要在6-10平方毫米33. PCABS料统一成GE PCABS C1200HF五金1. 铝片切斜边正面宽度尺寸为0.5,高度为0.3.铝片高出机壳表面0.25.2. 五金件采用双面胶粘贴时采用3M9495.间隙为0.15.热熔胶粘贴时也留0.15间隙.3. 听筒镍片只能做成平的,厚度为0.1.在上下方向机壳与装饰件之间不留间隙.4. 不锈钢采用0.2厚度.5. 铝片采用0.5厚度以.间隙:1. 间隙:反骨,直口,卡扣的配合面间隙为0.052. 间隙:铝片,不锈钢与机壳配合间隙为0.13. 间隙:模切镜片与机壳间隙为0.075,注塑镜片与机壳间隙为0.14. 间隙:喷涂侧键与机壳之间间隙为0.075, 电镀侧键与机壳之间间隙为0.0755. 间隙:电子元件与机壳之间间隙为0.2.电池连接器,IO.耳机连接器与机壳间隙为0.256. 间隙:软胶件除了螺钉塞之间与机壳配合间隙为0.05,螺钉塞为0配合7. 间隙:主按键与机壳间隙为0.158. 间隙:泡棉与双面胶与机壳侧壁内缩0.259. 间隙:电池壳与后壳配合间隙统一为0.05,内侧面为0.1按键:1. 喷涂侧键与机壳之间间隙为0.075, 电镀侧键与机壳之间间隙为0.0752. 主按键与机壳间隙为0.153. 主按键键与键之间的间隙做到0.15.4. 钢形键钢片厚0.2,键帽与钢片间隙为0.4.钢片正面要求喷电漆或加遮光片.5. 橡胶平均厚度为0.36. 导电基高0.3,直径2.07. LED避空位减胶0.15深,比LED单边加大0.58. 5号键做盲点.高0.25.9. 主按键高出机壳表面0.3-0.5,侧键高出机壳表面0.5-0.710. MP3播放键,侧键之间如果是用橡胶连接,各键之间的间隙要做到0.1.如果很平常0.15,整机装配后肯定会很松.因为橡胶本身无法定型11. MP3播放键的橡胶必须丝印黑色来遮光12. 如果按键很高,可以采用ABS支架来代替钢片,厚度要求大于0.6.13. 按键要求做群边0.5*0.4(宽度*厚度),机壳为群边的避空宽度要做到0.75.后续好加胶14. 导电基与DOME片高度方向间隙为0.0515. 导电基与DOME片要求同心16. 按键橡胶硬度要求为70度17. 透明按键需注意水口位置,透明键的遮光很难实现,在开模前需与按键供应商说明其工序.18. 按键采用注塑+喷涂+镭雕.如果红绿颜色不行,可以在喷涂前增加丝印经绿颜色.19. 摇杆与旁边装饰件间隙做到1.0. 摇杆直径>=4.5.圆弧罩上下方向间隙>=0.75.20. 摇杆上最好增加橡胶以保证手感.21. 摇杆高出旁边装饰件1.022. 侧键导电基要导斜角.23. 画侧键时要考虑能否装入,其高度在机壳上是否会干涉.侧键如果有方向性一定要防呆.24. 钢片按键钢片厚0.15.钢片与橡胶之间间隙为0.12.5号键与凸高的骨位高度一样,凸高钢片0.15.25. 钢片按键与机壳表面平齐26. 钢片按键挂钩不要冲孔,因为折弯后,孔与机壳柱子很难对准.27. 如果要在组装厂组装后再折弯,需将折弯线画在3D图上,并通知按键厂做治具28. 因为钢片按键必须有ID的所以线框做图,所以在收到ID线框后,MD要对其线框在CA D里调整,保证其对称性,字体的完整性,按键大小一致后再到PROE里做图29. PC按键的PC厚度必须保证0.4.其它同钢片按键.30. PC按键的字符不会雕空,通过背面效果完成.喷涂:1. 机壳上所有粘双面胶的区域要阻喷2. B壳滑轨区要阻喷3. C壳滑轨区要阻喷4. 耐磨条的装配区要阻喷5. 直口位处为阻喷分隔线6. 转轴内孔外轴不喷涂7. 后壳电池框要喷涂尺寸需标注的公差:1. 机壳上的螺柱XYZ方向公差正负0.05,2. 卡扣的中心钱XY方向正负公差0.05,卡扣配合面Z方向正负公差0.05(从直口面开始标注)3. 产品外观XY方向公差正负0.1, 产品外观Z方向公差正负0.054. 各壳相配合的位置需要单独标公差或注释为关键尺寸。
手机结构设计标准一.天线的设计1,PIFA双频天线高度≥7mm,面积≥600mm2,有效容积≥5000mm3 PIFA2,三频天线高度≥7.5mm,面积≥700mm2,有效容积≥5500mm33,PIFA天线与连接器之间的压紧材料必须采用白色EVA(强度高/吸波少)4,圆形外置天线尽量设计成螺母旋入方式非圆形外置天线尽量设计成螺丝锁方式。
5,外置天线有电镀帽时,电镀帽与天线内部外壳不要设计成通孔式,否则ESD难通过。
6,内置单棍天线,电子器件离开天线X方向10(低限8),天线尽量靠壳体侧壁,天线倾斜不得超过5度,PCB天线触点背面不允许有金属。
7,内置双棍天线如附图所示,效果非常不好,硬件建议最好不要采用8,天线与SIM卡座的距离要大于30MM GUHE电工天线,周围3mm以内不允许布件,6mm以内不允许布超过2mm高的器件,古河天线正对的PCB板背面平面方向周围3mm以内不允许有任何金属件二.翻盖转轴处的设计:1,尽量采用直径5.8hinge,2,转轴头凸出转轴孔2.2,5.8X5.1端与壳体周圈间隙设计单边0.02,2D图上标识孔出模斜度为03,孔与hinge模具实配,为避免hinge本体金属裁切毛边与壳体干涉,4,5.8X5.1端壳体孔头部做一级凹槽(深度0.5,周圈比孔大单边0.1),5,4.6X4.2端与壳体周圈间隙设计单边0.02,,2D图上标识孔出模斜度为0,6,孔与hinge模具实配,hinge尾端(最细部分)与壳体周圈间隙设计0.17,深度方向5.8X5.1端间隙0,4.6X4.2端设计间隙≥0.2,试模适配到装入方便,翻盖无异音,T1前完成8,壳体装配转轴的孔周圈壁厚≥1.0 非转轴孔周圈壁厚≥1.29,主机、翻盖转轴孔开口处必须设计导向斜角≥C0.210,壳体非转轴孔与另壳体凸圈圆周配合间隙设计单边0.05,不允许喷漆,深度方向间隙≥0.2,试模适配到装入方便,翻盖无异音,T1前完成11,凸圈凸起高度1.5,壁厚≥0.8,内要设计加强筋(见附图)12,非转轴孔开口处必须设计导向斜角≥C0.2,凸圈必须设计导向圆角≥R0.213,HINGE处翻盖与主机壳体总宽度,单边设计0.1,试模适配到喷涂后装入方便,翻盖无异音,T1前完成14,翻转部分与静止部分壳体周圈间隙≥0.315,翻盖FPC过槽正常情况开到中心位,为FPC宽度修改留余量16,转轴位置胶太厚要掏胶防缩水17,转轴过10万次的要求,根部加圆角≥R0.3(左右凸肩根部)18,hinge翻开预压角5~7度(2.0英寸以上LCM双屏翻盖手机采用7度);合盖预压为20度左右19,拆hinge采用内拨方式时,hinge距离最近壳体或导光条距离≥5。
结构设计标准依据设计工作的顺序,制定如下设计标准和设计方法:一.主板导线框一个新工程最初的结构工作确实是根基导线框,要注重的咨询题有:1.主板是否完整——所有的结构料是否齐备着重要注重的结构料有:前后摄像头、听筒、LCD、主按键DOME、侧按键、拍照键、跑马灯、天线、喇叭、马达、电池、耳机插座插头、USB插座插头、充电器插座插头、RF测试头、手写笔、TV天线,翻盖机还要注重转轴,滑盖机还要注重滑轨2.做具体的主板讲明设计输进资料中要是有客户提供的主板讲明,一定要核对主板3D,另外附加讲明所有外接插头距离插座的距离,提醒ID设计时注重;要是没有客户提供的主板讲明,一定要做出具体的主板讲明,主板讲明要明确所有主板结构料的位置,特别要讲明所有外接插头距离插座的距离,提醒ID设计时注重。
主板讲明做好后要和主板线框一起放进ID工作名目的主板线框图片文件夹中。
外接插头距离插座的距离最小尺寸是:USB插头m,耳机插头,充电器插头二.建模建模是结构设计至关重要的一个环节,建模时结构尺寸考虑得周到,后续结构设计时才能顺利进行,本公司一般是建模后先发出做外瞧板,待客户外瞧确认后再做结构〔也有建模直截了当做结构的〕,要是建模时不算好后续结构的尺寸,做结构时要调整外瞧,如此客户一般可不能同意,也会直截了当碍事到公司在客户心目中的形象。
建模要注重以下咨询题:1.外瞧方面的咨询题a.螺丝柱空间是否够,螺丝柱一般有六个,四个角上的要注重外形是否能包下,尤其是下面两个,要特别注重是否全部在电池盖内,最小边缘要有m以上b.扣位空间是否够扣位空间ID一般都会帮我们考虑好的,他们一般都会在主板的根底上单边加0以上,我们简单评估就能够了,关于特别情况要在截面上做草绘评估正确尺寸c.外插件是否能插到位,不与机壳干预,要是空间实在紧张,在正确了解接插件的规格书后准许做到最大0的干预,USB塞要注重翻开或拔出转过来后不能干预USB公头,拉杆尽量做到USB 公头不处往d.侧键空间是否够,能否做裙边e.按键DOME是否和键帽中心对正,尽量对正,要保证DOME的圆至少四分之三以上在键帽正下方f.面底壳是否做弧面〔从顶视图方向瞧瞧〕2.结构方面的咨询题a.拆件方式是否合理b.按键DOME上的空间是否够做按键c.装饰件考虑胶厚和装配方式,胶厚做到0以上,要是有空间,大的装饰件胶厚做到d.电池盖高度是否能够做出扣位,扣位是否和手写笔有干预e.手写笔扣手胶位要平电池盖底面f.摄像头上的空间是否足够做摄像头镜片,要紧考虑前摄像头,摄像头顶面距离机壳外瞧面至少要有0的空间三.结构结构设计的好坏直截了当决定了产品的生命力,再好瞧的外瞧要是没有合理的结构,那这款产品就可不能有市场。
手机结构设计规范(图文) 手机结构设计规范第一章总体结构设计一、手机总体尺寸长、宽、高的确定(一)宽度(W)计算:宽度一般由LCD、主板、电池三者之一决定。
1、LCD决定宽度W1:W1 =A+2(2+0.5)=A+52、主板PCB决定宽度W2:W2 =A+2(2+0.5)=A+53、电池决定宽度W3:此为常规方案W3=A+2(0.3+0.7+0.5+1)=A+5W3=A+2(0.3+0.7+0.5+1)=A+5此为手机变窄方案W3=A+2(0.3+1)=A+2.6然后比较W1、W2、W3的大小,其中值最大的为手机的宽度。
(二)、厚度(H)计算: 1、直板手机厚度(H):(1)、直板手机的总厚度H:直板手机厚度H由以下四部分组成:①电池部分厚度H1;②电池与PCB板间的厚度H2;③PCB板厚度H3;④LCD部分厚度H4。
(2)、电池部分厚度H1:H1=A1+1.1(3)、电池与PCB板间的厚度H2:H2=屏蔽罩高度A+标签0.2+与电池部分的间隙0.2=A+0.4。
(4)、PCB的厚度H3:手机的PCB板的长度大于80时,H3=1,否则PCB板易翘曲变形;手机的PCB板的长度小于80时,H3=0.8。
(5)、LCD部分厚度H4:H4=A2+1.92、翻盖手机(翻盖上装有LCD)厚度H:(1)、翻盖手机(装有LCD)的总厚度H: H=H1+H2+H3+H4+H5翻盖手机的厚度H由以下五部分组成:①电池部分厚度H1;②电池与PCB板间的厚度H2;③PCB板厚度H3;④PCB板与LCD部分的厚度H4;⑤LCD部分(即翻盖)的厚度H5。
(2)、电池部分厚度H1:电池部分厚度与直板手机相同,参考直板手机的计算方法。
(3)、电池与PCB板间的厚度H2:电池与PCB板间的厚度与直板手机相同,参考直板手机的计算方法。
(4)、PCB板厚度H3:PCB板的厚度与直板手机相同,参考直板手机的计算方法。
(5)、PCB板与LCD部分(即翻盖)间的厚度H4:(6)、LCD部分(即翻盖)厚度H5:LCD部分的厚度取决于LCD的放置方式,通常有以下两种形式:要求B≥0.6,是因为当小护镜承受较大的力时,要保证小护镜变形后,小护镜不能接触到LCD,以免使LCD损坏。
手机结构设计详细规范手机的机构形式:1 BAR TYPE 直板机( FLIP TYPE 翻盖机,小翻盖、键盘的样式)2 FOLDER TYPE 翻盖机(旋影机 SWIVEL TYPE)3 SLIDER TYPE 滑盖机手机结构件的分类机壳(上前壳,上后壳,下前壳,下后壳,电池盖,装饰件),按键(主按键,上板按键,侧键),电声器件(mic,rec,spk,vib)Fpc(过轴Fpc,按键Fpc,摄像头Fpc),Pcb,屏蔽罩,LCM,天线及其配件(GSM天线,TV天线,FM天线,蓝牙天线)电池及其固定结构,转轴,滑轨,塞子(耳机塞子,I/O塞子),辅料,泡棉,背胶堆叠厚度1.外镜片空间 0.95mm,2.外镜片支撑壁 0.5mm3.小屏衬垫工作高度0.2mm 4.LCD大屏玻璃到小屏玻璃最大厚度 5.大屏衬垫工作高度 0.2mm 6.内镜片支撑壁 0.5mm 7.内镜片空间 0.95mm, 8.上翻盖和下翻盖之间的间隙0.4mm, 9.下前壳正面厚度1.0mm 10.主板和下前壳之间空间1.0mm 11.主板厚度1.0mm,主板的公差1.0以下+/-0.1, 1.0以上 +/- 10%t 12.主板后面元器件的高度(含屏蔽罩) 13.元器件至后壳之间的间隙0.2mm 14.后壳的厚度0.8mm 15.后壳与电池之间的间隙0.1mm 16.电池的厚度:0.6mm外壳厚度+电芯膨胀厚度+0.4底板厚度(塑胶壳)『或0.2mm钢板厚度』尺寸分布关系Speaker, Receiver, Vibrator,Camera和LCD之间的尺寸:1、一般LCD会通过挡筋挡背光外框或LCM PCB板边的形式来定位,器件之间一般留0.6~0.8mm间隙(可放置定位筋);2、LCD的厚度一般在5mm左右,2in1SPK的一般在5mm以内,单向发声的一般在4mm 以内,vibrator在3.7mm,camera有6mm(30万象素),7mm(130万象素),8.5mm(200万象素)。
2016-11-01 发布 2016-11-01试用手机结构设计检验与评审标准目次前言 (II)1 范围 (4)2 外观3D建模 (4)2.1 外观曲面检验 (4)2.2 干涉检验 (4)2.3 各零件配合间隙与设计参考 (4)2.4 各零件壁厚检验 (2)2.5 对齐检验 (2)3 手机结构检验和评审 (2)3.1 装配强度检验 (2)3.2 PCB 的支撑与固定: (3)3.3 LCD 的支撑与固定 (3)3.4 SPK 的固定与音腔的设计 (3)3.5 REV 的固定与音腔的设计 (3)3.6 CAMERA的固定设计 (3)3.7 电池的设计与装配 (3)3.8 MIC的设计 (4)3.9 侧键的固定与运动 (4)3.10 天线检验 (4)3.11 壁厚检验 (4)3.12 键盘的设计 (4)3.13 耳机塞,I/O塞, T-FLASH,MINI SD 卡塞子的设计检验 (4)3.14 红外线LENS 的设计 (5)3.15 SIM CARD的固定与取出 (5)3.16 胶垫的设计 (5)3.17 镜片的设计 (5)3.18 FPC 的设计 (5)3.19 马达的设计 (5)3.20 装配顺序检验 (5)3.21 脱模检验 (5)4 ID 效果图检验 (5)4.1 尺寸检验 (5)4.2 工艺与外观检验 (7)5 结构机芯堆叠计算 (7)5.1 折叠机厚度计算 (7)5.2 滑盖机厚度计算 (8)5.3 PDA手机厚度计算 (9)5.4 直板机厚度计算 (9)前 言本标准适用于新机型的结构检验与评审。
本标准于2016 年11月首次发布。
Q/HW 0511-001Q/HW0511-0011 范围2 外观3D建模2.1 外观曲面检验曲面光滑度:通过曲面高斯曲率分析检验,在同一个曲面内不允许有大的曲率变化。
脱模斜度:通过曲面 draft check 分析检验,外观面的脱模斜度不得小于1.5°;高度超过3mm 的外观面脱模斜度不得低于2°;2.2 特征检验翻盖支撑垫,各塞子扣手位,MIC 孔,按键盲点,穿绳孔;RF孔,螺钉孔;2.3 干涉检验折叠机翻转干涉检验:通过旋转FLIP 部分,检验FLIP/BASE 是否会产生干涉;最小间隙不得小于0.1mm;各个零件的干涉检验:通过PRO/E 干涉检验外观面是否有干涉;耳机塞的最小外径必须大于6MM,否则耳机插不进去。