(Lens)手机结构部标准设计说明
- 格式:doc
- 大小:391.50 KB
- 文档页数:7
手机结构手设计手册目录赛微电子网整理第1章绪论 (4)1.1 手机的分类 (4)1.2 手机的主要结构件名称 (5)1.3 手机结构件的几大种类 (5)1.4 手机零件命名规则 (5)1.5 手机结构设计流程 (11)第2章手机壳体的设计和制造工艺 (12)2.1 前言 (12)2.2 手机常用材料 (12)2.2.1 PC(学名聚碳酸酯) (12)2.2.2 ABS(丙烯腈-丁二烯-苯乙烯共聚物) (13)2.2.3 PC+ABS(PC与ABS的合成材料) (13)2.2.4 选材要点 (13)2.3 手机壳体的涂装工艺 (14)2.3.1 涂料 (14)2.3.2 喷涂方法 (15)2.3.3 涂层厚度 (15)2.3.4 颜色及光亮度 (15)2.3.5 色板签样 (15)2.3.6 耐磨及抗剥离检测 (15)2.3.7 涂料生产厂家 (16)2.4 手机壳体的模具加工 (16)2.5 塑胶件加工要求 (16)2.5.1 尺寸,精度及表面粗糙度的要求 (16)2.5.2 脱模斜度的要求 (17)2.5.3 壁厚的要求 (17)2.5.4 加强筋 (17)2.5.5 圆角 (18)2.6 手机3D设计 (18)2.6.1 手机3D建模思路 (18)2.6.2 手机结构设计 (19)第3章按键的设计及制造工艺 (26)3.1 前言 (26)- I -赛微电子网整理- -II 3.2 P +R 按键设计与制造工艺 (26)3.3 硅胶按键设计与制造工艺 (27)3.4 PC (IMD )按键设计与制造工艺 (28)3.5 Metal Dome 的设计 (28)3.5.1 概述 (28)3.5.2 Metal Dome 的设计 (29)3.5.3 Metal Dome 触点不同表面镀层性能对比 (29)3.5.4 Metal Dome 技术特性 (29)3.6 手机按键设计要点 (30)第4章 标牌和镜片设计及其制造工艺 (33)4.1 前言 (33)4.2 金属标牌设计与制造工艺 (33)4.2.1 电铸Ni 标牌制造工艺 (33)4.2.2 铝合金标牌制造工艺 (35)4.3 塑料标牌及镜片设计与制造工艺 (36)4.3.1 IMD 工艺 (36)4.3.2 IML 工艺 (38)4.3.3 IMD 与IML 工艺特点比较 (39)4.3.4 注塑镜片工艺 (39)4.3.5 IMD 、IML 、注塑工艺之比较 (42)4.4 平板镜片设计与制造工艺 (42)4.4.1 视窗玻璃镜片 (42)4.4.2 塑料板材镜片 (42)4.5 镀膜工艺介绍 (43)4.5.1 真空镀 (43)4.5.2 电镀 俗称水镀 (44)4.5.3 喷镀 (44)第5章 金属部件设计及制造工艺 (45)5.1 前言 (45)5.2 镁合金成型工艺 (45)5.2.1 镁合金压铸工艺 (45)5.3 金属屏蔽盖设计与制造工艺 (46)5.3.1 屏蔽盖材料 (46)手机结构手设计手册目录赛微电子网整理5.3.2 设计要求 (46)5.4 弹片设计要点 (47)5.4.1 冷轧碳素钢弹片 (47)5.4.2 不锈钢弹片 (47)5.4.3 磷青铜弹片 (47)5.4.4 铍青铜弹片 (47)5.5 螺钉、螺母及弹簧设计要点 (48)5.5.1 螺钉 (48)5.5.2 热压螺母 (48)5.5.3 弹簧 (49)第6章手机结构设计相关测试标准 (51)6.1 环境条件试验方法 (51)6.1.1 低温试验 (51)6.1.2 高温试验 (51)6.1.3 潮热试验 (52)6.1.4 温度冲击试验 (52)6.1.5 振动试验 (52)6.1.6 跌落试验 (53)6.1.7 盐雾试验 (53)6.2 涂层耐磨和抗剥离检测 (54)6.2.1 耐磨检测 (54)6.2.2 涂层附着力检测——抗剥离检测 (55)6.2.3 设计和检测注意事项 (55)6.3 拟订的J耐磨检测方案 (55)6.3.1 涂层耐磨检测(第一方案) (55)6.3.2 涂层耐磨检测(第二方案) (56)6.3.3 涂层附着力检测 (56)- III -赛微电子网整理- - IV第1章 绪论1.1 手机的分类随着国内通信业的迅猛发展,国内手机行业的竞争也日趋白热化,国内外各手机厂商纷纷推出不同样式、功能的手机。
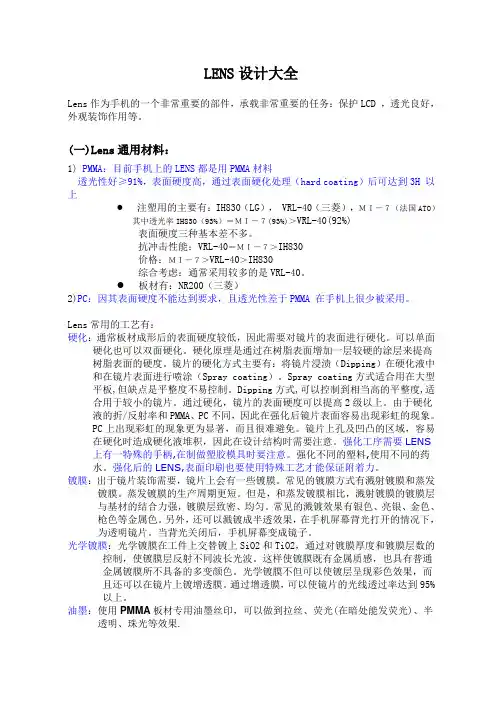
LENS知识Lens作为手机的一个非常重要的部件,承载非常重要的任务:保护LCD ,透光良好,外观装饰作用等。
(一)Lens通用材料:1) PMMA:目前手机上的LENS都是用PMMA材料透光性好≥91%,表面硬度高,通过表面硬化处理(hard coating)后可达到3H 以上●注塑用的主要有:IH830(LG), VRL-40(三菱),MI-7(法国ATO)其中透光率IH830(93%)=MI-7(93%)>VRL-40(92%)表面硬度三种基本差不多。
抗冲击性能:VRL-40=MI-7>IH830价格:MI-7>VRL-40>IH830综合考虑:通常采用较多的是VRL-40。
●板材有:NR200(三菱)2)PC:因其表面硬度不能达到要求,且透光性差于PMMA 在手机上很少被采用。
Lens常用的工艺有:硬化:通常板材成形后的表面硬度较低,因此需要对镜片的表面进行硬化。
可以单面硬化也可以双面硬化。
硬化原理是通过在树脂表面增加一层较硬的涂层来提高树脂表面的硬度。
镜片的硬化方式主要有:将镜片浸渍(Dipping)在硬化液中和在镜片表面进行喷涂(Spray coating)。
Spray coating方式适合用在大型平板,但缺点是平整度不易控制。
Dipping方式,可以控制到相当高的平整度,适合用于较小的镜片。
通过硬化,镜片的表面硬度可以提高2级以上。
由于硬化液的折/反射率和PMMA、PC不同,因此在强化后镜片表面容易出现彩虹的现象。
PC上出现彩虹的现象更为显著,而且很难避免。
镜片上孔及凹凸的区域,容易在硬化时造成硬化液堆积,因此在设计结构时需要注意。
强化工序需要LENS上有一特殊的手柄,在制做塑胶模具时要注意。
强化不同的塑料,使用不同的药水。
强化后的LENS,表面印刷也要使用特殊工艺才能保证附着力。
镀膜:出于镜片装饰需要,镜片上会有一些镀膜。
常见的镀膜方式有溅射镀膜和蒸发镀膜。
蒸发镀膜的生产周期更短。
LENS知识Lens作为手机的一个非常重要的部件,承载非常重要的任务:保护LCD ,透光良好,外观装饰作用等。
(一)Lens通用材料:1) PMMA:目前手机上的LENS都是用PMMA材料透光性好≥91%,表面硬度高,通过表面硬化处理(hard coating)后可达到3H 以上●注塑用的主要有:IH830(LG),VRL-40(三菱),MI-7(法国A TO)其中透光率IH830(93%)=MI-7(93%)>VRL-40(92%)表面硬度三种基本差不多。
抗冲击性能:VRL-40=MI-7>IH830价格:MI-7>VRL-40>IH830综合考虑:通常采用较多的是VRL-40。
●板材有:NR200(三菱)2)PC:因其表面硬度不能达到要求,且透光性差于PMMA 在手机上很少被采用。
Lens常用的工艺有:硬化:通常板材成形后的表面硬度较低,因此需要对镜片的表面进行硬化。
可以单面硬化也可以双面硬化。
硬化原理是通过在树脂表面增加一层较硬的涂层来提高树脂表面的硬度。
镜片的硬化方式主要有:将镜片浸渍(Dipping)在硬化液中和在镜片表面进行喷涂(Spray coating)。
Spray coating方式适合用在大型平板,但缺点是平整度不易控制。
Dipping方式,可以控制到相当高的平整度,适合用于较小的镜片。
通过硬化,镜片的表面硬度可以提高2级以上。
由于硬化液的折/反射率和PMMA、PC不同,因此在强化后镜片表面容易出现彩虹的现象。
PC上出现彩虹的现象更为显着,而且很难避免。
镜片上孔及凹凸的区域,容易在硬化时造成硬化液堆积,因此在设计结构时需要注意。
强化工序需要LENS上有一特殊的手柄,在制做塑胶模具时要注意。
强化不同的塑料,使用不同的药水。
强化后的LENS,表面印刷也要使用特殊工艺才能保证附着力。
镀膜:出于镜片装饰需要,镜片上会有一些镀膜。
常见的镀膜方式有溅射镀膜和蒸发镀膜。
蒸发镀膜的生产周期更短。
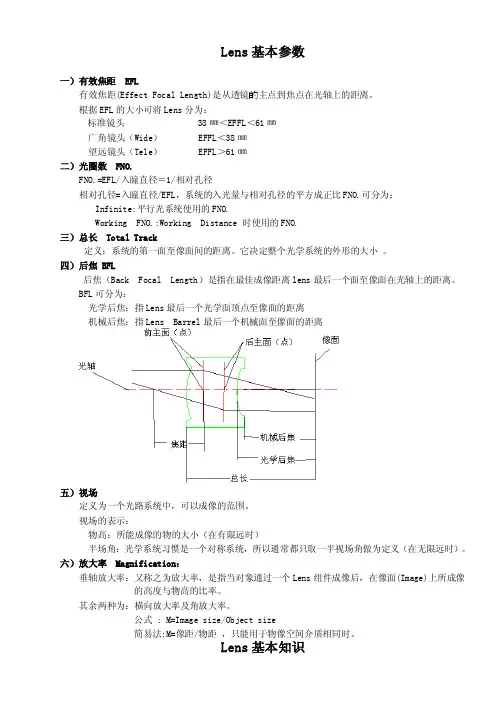
Lens基本参数一)有效焦距EFL有效焦距(Effect Focal Length)是从透镜的主点到焦点在光轴上的距离。
根据EFL的大小可将Lens分为:标准镜头38㎜<EFFL<61㎜广角镜头(Wide)EFFL<38㎜望远镜头(Tele)EFFL>61㎜二)光圈数FNO.FNO.=EFL/入瞳直径=1/相对孔径相对孔径=入瞳直径/EFL,系统的入光量与相对孔径的平方成正比FNO.可分为:Infinite:平行光系统使用的FNO.Working FNO.:Working Distance 时使用的FNO.三)总长 Total Track定义:系统的第一面至像面间的距离。
它决定整个光学系统的外形的大小。
四)后焦 BFL后焦(Back Focal Length)是指在最佳成像距离lens最后一个面至像面在光轴上的距离。
BFL可分为:光学后焦:指Lens最后一个光学面顶点至像面的距离机械后焦:指Lens Barrel最后一个机械面至像面的距离五)视场定义为一个光路系统中,可以成像的范围。
视场的表示:物高:所能成像的物的大小(在有限远时)半场角:光学系统习惯是一个对称系统,所以通常都只取一半视场角做为定义(在无限远时)。
六)放大率 Magnification:垂轴放大率:又称之为放大率,是指当对象通过一个Lens组件成像后,在像面(Image)上所成像的高度与物高的比率。
其余两种为:横向放大率及角放大率。
公式 : M=Image size/Object size简易法:M=像距/物距,只能用于物像空间介质相同时。
一)主面主点主面的定义:所谓的主面就是在Lens系统中放大率为+1的两个共轭面主面的位置:Lens系统均有两个主面,分为前主面和后主面或者称之为物方主面和像方主面,在高斯光学中,主面为一与光轴相垂直的平面主点的定义:所谓的主点就是主面与光轴的交点,它可分为前主点和后主点主点的位置:主点位于光轴上,是主面与光轴的交点二)Lens系统中光束的限制在任何Lens系统对能够进入系统的光束都有一定的选择性,而这些功能是通过光阑来实现的。
结构部标准设计说明——(LENS)1.概述本文件描述了结构部员工在设计中需要大家遵守的规范。
2.目的设计产品时有相应的依据,保证项目开发设计过程中数据的统一性,互换性,高效性。
提高工作效率。
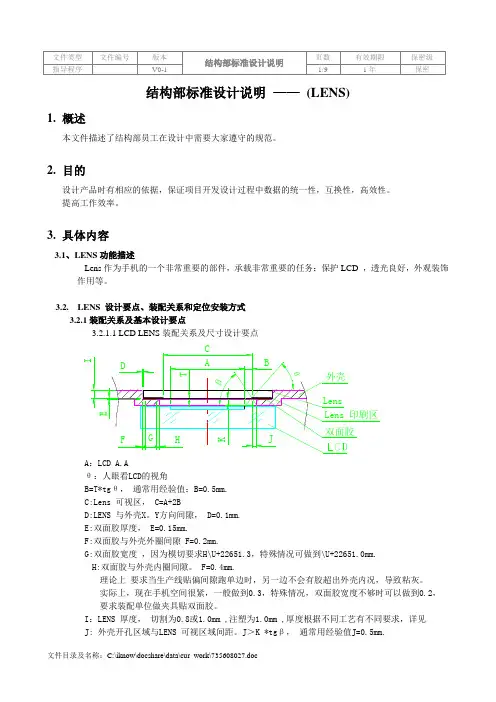
3.具体内容3.1、LENS功能描述Lens作为手机的一个非常重要的部件,承载非常重要的任务:保护LCD ,透光良好,外观装饰作用等。
3.2. LENS 设计要点、装配关系和定位安装方式3.2.1装配关系及基本设计要点3.2.1.1 LCD LENS装配关系及尺寸设计要点A:LCD A.Aθ:人眼看LCD的视角B=T*tgθ,通常用经验值:B=0.5mm.C:Lens 可视区, C=A+2BD:LENS 与外壳X。
Y方向间隙, D=0.1mm.E:双面胶厚度, E=0.15mm.F:双面胶与外壳外圈间隙 F=0.2mm.G:双面胶宽度,因为模切要求H\U+22651.3,特殊情况可做到\U+22651.0mm.H:双面胶与外壳内圈间隙。
F=0.4mm.理论上要求当生产线贴偏间隙跑单边时,另一边不会有胶超出外壳内况,导致粘灰。
实际上,现在手机空间很紧,一般做到0.3,特殊情况,双面胶宽度不够时可以做到0.2,要求装配单位做夹具贴双面胶。
I:LENS 厚度,切割为0.8或1.0mm ,注塑为1.0mm ,厚度根据不同工艺有不同要求,详见J: 外壳开孔区域与LENS 可视区域间距。
J>K *tgβ,通常用经验值J=0.5mm.K:LENS 可视区与外壳支撑台价的之间的高度。
β:人眼看LCD的视角。
T:LENS 表面到LCD 表面的距离。
3.2.1.2 Camera lens 装配关系及尺寸设计要点A:Camera Lens 可视区域\U+222E径,A>2T/(tgθ/2)θ:Camera 视角(一般在60°到70°)β:Camera Lens 全COVER的角度,要求β>θB:LENS 与外壳X。
手機的一般結構一、手機結構手機結構一般包括以下幾個部分:1、LCD LENS 材料:材質一般為PC或壓克力;連結:一般用卡勾+背膠與前蓋連結。
分為兩種形式:a. 僅僅在LCD上方局部區域;b.與整個面板合為一體。
2、上蓋(前蓋)材料:材質一般為ABS+PC;連結:與下蓋一般採用卡勾+螺釘的連結方式(螺絲一般採用φ2,建議使用鎖螺絲以便於維修、拆卸,採用鎖螺絲式時必須注意Boss的材質、孔徑)。
Motorola 的手機比較鍾愛全部用螺釘連結。
下蓋(後蓋)材料:材質一般為ABS+PC;連結:採用卡勾+螺釘的連結方式與上蓋連結;3、按鍵材料:Rubber,pc + rubber,純pc;連接:Rubber key主要依賴前蓋內表面長出的定位pin和boss上的rib定位。
Rubber key沒法精確定位,原因在於:rubber比較軟,如key pad上的定位孔和定位pin間隙太小(<0.2-0.3mm),則key pad壓下去後沒法回彈。
三種鍵的優缺點見林主任講課心得。
4、Dome按下去後,它下面的電路導通,表示該按鍵被按下。
材料:有兩種,Mylar dome和metal dome,前者是聚酯薄膜,後者是金屬薄片。
Mylar dome 便宜一些。
連接:直接用粘膠粘在PCB上。
5、電池蓋材料一般也是pc + abs。
有兩種形式:整體式,即電池蓋與電池合為一體;分體式,即電池蓋與電池為單獨的兩個部件。
連結:通過卡勾+ push button(多加了一個元件)和後蓋連結;6、電池蓋按鍵材料:pom種類較多,在使用方向、位置、結構等方面都有較大變化;7、天線分為外露式和隱藏式兩種,一般來說,前者的通訊效果較好;標準件,選用即可。
連結:在PCB上的固定有金屬彈片,天線可直接卡在兩彈片之間。
或者是一金屬彈片一端固定在天線上,一端的觸點壓在PCB上。
8、Speaker通話時發出聲音的元件。
為標準件,選用即可。
一、常出现的结构设计方面的问题。
1.Vibratorvibrator安装位置的选择很重要。
其一,要看装在哪儿振动效果最好;其二,最好vibrator附近没有复杂的rib位,因为vibrator在ALT 时会有滑动现象,如碰到附近的rib位可能被卡住,致使来电振动失败。
2.吊饰孔由于吊饰孔处要承受15磅的拉力,所以housing的吊饰孔处的壁厚要保证足够的强度。
3.Sim card slot由于不同地区的sim card的大小和thickness有别,所以在进行sim card slot 的设计时,要保证最大、最厚的sim card能放进去,最薄的sim card能接触良好。
4.Battery connector有两种形式:针点式和弹簧片式。
前者由于接触面积小,有可能发生瞬间电流不够的现象而导致reset,但占用的面积小。
而后者由于接触面积大,稳定性较好,但占用的面积大。
5.薄弱环节在drop test时,手机的头部容易开裂。
主要是因为有结合线和结构复杂导致的注塑缺陷。
Front housing的battery cover button处也易于开裂,所以事先要通过加rib和倒角来保证强度。
6.和ID的沟通。
机构完成pcb的堆叠后将图发给ID,由于这关系到ID画出来的外形能否容纳所有的内部机构,所以在处理时要很小心。
Pcb上的所有的组件都要取正公差,所包含的组件要齐全,特别是那些比较大的组件;小处也不能忽略,比如sponge和lens的双面背胶等。
7.缩水常发生部位boss与外壳最好有0.8-1mm的间隙,要避免boss和外壳连在一起而导致缩水。
housing 上antenna部分,由于结构需要(要做螺纹),往往会比较厚。
8.前后壳不匹配95%情况下,手机的后壳都会大于前壳,所以要提醒模厂,让它在做模时,后壳取较小的收缩率。
这是因为两者的注塑条件不同,后壳需要较大的注塑压力。
9.备用电池备用电池一般由ME选择。
LENS设计大全Lens作为手机的一个非常重要的部件,承载非常重要的任务:保护LCD ,透光良好,外观装饰作用等。
(一)Lens通用材料:1) PMMA:目前手机上的LENS都是用PMMA材料透光性好≥91%,表面硬度高,通过表面硬化处理(hard coating)后可达到3H 以上●注塑用的主要有:IH830(LG), VRL-40(三菱),MI-7(法国ATO)其中透光率IH830(93%)=MI-7(93%)>VRL-40(92%)表面硬度三种基本差不多。
抗冲击性能:VRL-40=MI-7>IH830价格:MI-7>VRL-40>IH830综合考虑:通常采用较多的是VRL-40。
●板材有:NR200(三菱)2)PC:因其表面硬度不能达到要求,且透光性差于PMMA 在手机上很少被采用。
Lens常用的工艺有:硬化:通常板材成形后的表面硬度较低,因此需要对镜片的表面进行硬化。
可以单面硬化也可以双面硬化。
硬化原理是通过在树脂表面增加一层较硬的涂层来提高树脂表面的硬度。
镜片的硬化方式主要有:将镜片浸渍(Dipping)在硬化液中和在镜片表面进行喷涂(Spray coating)。
Spray coating方式适合用在大型平板,但缺点是平整度不易控制。
Dipping方式,可以控制到相当高的平整度,适合用于较小的镜片。
通过硬化,镜片的表面硬度可以提高2级以上。
由于硬化液的折/反射率和PMMA、PC不同,因此在强化后镜片表面容易出现彩虹的现象。
PC上出现彩虹的现象更为显著,而且很难避免。
镜片上孔及凹凸的区域,容易在硬化时造成硬化液堆积,因此在设计结构时需要注意。
强化工序需要LENS 上有一特殊的手柄,在制做塑胶模具时要注意。
强化不同的塑料,使用不同的药水。
强化后的LENS,表面印刷也要使用特殊工艺才能保证附着力。
镀膜:出于镜片装饰需要,镜片上会有一些镀膜。
常见的镀膜方式有溅射镀膜和蒸发镀膜。
蒸发镀膜的生产周期更短。

手机结构设计规范(图文) 手机结构设计规范第一章总体结构设计一、手机总体尺寸长、宽、高的确定(一)宽度(W)计算:宽度一般由LCD、主板、电池三者之一决定。
1、LCD决定宽度W1:W1 =A+2(2+0.5)=A+52、主板PCB决定宽度W2:W2 =A+2(2+0.5)=A+53、电池决定宽度W3:此为常规方案W3=A+2(0.3+0.7+0.5+1)=A+5W3=A+2(0.3+0.7+0.5+1)=A+5此为手机变窄方案W3=A+2(0.3+1)=A+2.6然后比较W1、W2、W3的大小,其中值最大的为手机的宽度。
(二)、厚度(H)计算: 1、直板手机厚度(H):(1)、直板手机的总厚度H:直板手机厚度H由以下四部分组成:①电池部分厚度H1;②电池与PCB板间的厚度H2;③PCB板厚度H3;④LCD部分厚度H4。
(2)、电池部分厚度H1:H1=A1+1.1(3)、电池与PCB板间的厚度H2:H2=屏蔽罩高度A+标签0.2+与电池部分的间隙0.2=A+0.4。
(4)、PCB的厚度H3:手机的PCB板的长度大于80时,H3=1,否则PCB板易翘曲变形;手机的PCB板的长度小于80时,H3=0.8。
(5)、LCD部分厚度H4:H4=A2+1.92、翻盖手机(翻盖上装有LCD)厚度H:(1)、翻盖手机(装有LCD)的总厚度H: H=H1+H2+H3+H4+H5翻盖手机的厚度H由以下五部分组成:①电池部分厚度H1;②电池与PCB板间的厚度H2;③PCB板厚度H3;④PCB板与LCD部分的厚度H4;⑤LCD部分(即翻盖)的厚度H5。
(2)、电池部分厚度H1:电池部分厚度与直板手机相同,参考直板手机的计算方法。
(3)、电池与PCB板间的厚度H2:电池与PCB板间的厚度与直板手机相同,参考直板手机的计算方法。
(4)、PCB板厚度H3:PCB板的厚度与直板手机相同,参考直板手机的计算方法。
(5)、PCB板与LCD部分(即翻盖)间的厚度H4:(6)、LCD部分(即翻盖)厚度H5:LCD部分的厚度取决于LCD的放置方式,通常有以下两种形式:要求B≥0.6,是因为当小护镜承受较大的力时,要保证小护镜变形后,小护镜不能接触到LCD,以免使LCD损坏。
手机结构设计间隙标准1. LENS 和壳体周边间隙留0.07,所有lens 表面比壳体低0.05,有贴雷射纸的区域背胶切空或壳体多切0.1避空。
所有lens 厚度以0.8厚为标准,不管是玻璃的还是压克力的,特别是带自拍镜的玻璃camera 一定不能小于0.8厚。
要出保护膜2D 图,留手撕位。
2. 主键盘:钢琴键,键跟键之间留0.15,OK 键和导航键间隙留0.15,导航键和其他键留0.2,键跟壳之间留0.15(所有键一定拔好模1度左右)。
侧键和壳间隙单边0.08(一定拔好模1.5度左右).3. 关于止口,如下图:长出来的止口高0.7,宽0.6,拔模3度,两壳间止口间隙0.05,竖直方向上间隙0.15,美观槽(如果有的话)宽0.3,深0.2。
4.5. 关于电镀件:最小宽度不小于1.2,厚度1MM 以上,局部不小于0.8。
和壳体间隙侧面单边0.1,底部热融的留0.1间隙,贴背胶的间隙留0.15-0.2。
如图结构的要切防积油槽或斜角。
6.7. 普通喷涂塑胶之间间隙(包括IML )留0.1(不是运动件)。
运动件如电池盖留0.1。
电池盖尽量在PL 面内侧做一个0.5以上的C 角8. 关于金属装饰件,这可是最麻烦的部分,也是经常出问题的。
所有的(不管什么材质)金属件理论上和壳体平的,我们设计时有意的比壳低0.05。
金属件与壳体之间背胶留到0.15,热熔胶留到0.1。
但如果说一整件面壳都是金属的话,就还是不要比大面沉下去0.05了,直接与大面平齐,是不提倡金属比壳高,高出部分作个斜角的设计,这样很容易整个金属都外露了。
如果一定要这样,沉到壳里的部分不能小于0.4,也就是用比较厚的金属。
按键框例外,就是五金件与面壳做平齐,不再让塑胶壳少五金件0.1的让位9. 带rubber 胶套MIC 围骨间隙是0。
Reciever 和spk 围骨间隙0.1,带胶套motor 围骨间隙是0,围骨高度motor 的2/3。
和转子间隙0.5以上。
手机LENS介绍!一.LENS的种类1. 注塑LENS,基材为注塑成型之产品,主要材料有PMMA、PC两种。
2. 模切LENS,基材为平面塑料板材切割而成,主要材料有PMMA、PC两种。
3. 玻璃LENS,基材为特种钢化玻璃经磨削切割加工而成。
二.LENS的表面加硬1. 强化,把LENS浸泡在化学药水里使基材表面形成一层薄膜,PMMA硬度可达4H,PC达2~2.5H, 强化后LENS的透明度会更好。
强化工序需要LENS上有一特殊的手柄,在制做塑胶模具时要注意。
强化不同的塑料,使用不同的药水。
强化后的LENS,表面印刷也要使用特殊工艺才能保证附着力。
2. IMD透明膜表面加硬, 透明加硬膜置于注塑模内,成型时印在LENS表面上, 硬度可达3~4H。
3. IMD印刷膜表面加硬,与透明膜表面加硬不同的是,这种方式把图案、文字等表面装饰一并做在LENS的外表面,而透明膜表面加硬的LENS需要在背面另做印刷等加工。
4. 金刚石镀膜表面加硬,硬度可达9H。
5. 表面喷UV, 硬度可达3~4H。
三.注塑LENS:1. 制作工艺流程模具制作---注塑成型---表面加硬---电镀(溅镀) ---丝印(移印)---蚀刻---贴镭标---背胶---包装注:此只为一大致流程,不同类型的LENS会有各自不同的加工流程2. 设计注意事项a. 考虑进胶口的位置,一般要设计一个能隐蔽进胶口的位置,如不能将会增加废品率、提高成本。
b. 厚度在0.8~2.0之间比较合适。
c. 注意表面R>160,防止把LENS做成放大镜3.特点:可做各种3D形状,四.模切LENS:1. 制作工艺流程裁板---电镀---丝印---蚀刻---NC加工---贴镭标---背胶---包装2. 设计注意事项a. 由于原料为标准板材,厚度有一定规格,常用有0.8、1.0mm,其它厚度要同供应商咨询。
b. 外形为机械加工,对形状有一定限制,内凹之R要6mm以上。
手机整机结构设计规范手机结构配合间隙设计规范(版本V1.0)变更记录目录变更记录………………………………………………………………………………………………………………目录………………………………………………………………………………………………………………………前沿………………………………………………………………………………………………………………………第一章手机结构件外观面配合间隙设计…………………………………………………………1.1镜片(lens) ……………………………………………………………………………………………….1.2按键(keys) ……………………………………………………………………………………………….1.3电池盖(batt-cover) …………………………………………………………………………………..1.4外观面接插件(USB.I/O等) ……………………………………………………………………..1.5螺丝塞……………………………………………………………………………………………………… 1.6翻盖机相关…………………………………………………………………………….……………….1.7滑盖机相关…………………………………………………………………………….………………. 第二章手机机电料配合间隙设计……………………………………………………………………2.1听筒(receiver)…………………………………………………………………….…………………..2.2喇叭(speaker)…………………………………………………………………….……………………2.3马达(motor)…………………………………………………………………….………………………2.4显示屏(LCM)…………………………………………………………………….…………………….2.5摄像头(camera)…………………………………………………………………….…………………2.6送话器(mic)…………………………………………………………………….………………………2.7电池(battery)…………………………………………………………………….……………………2.8 USB/IO/Nokia充电器……………………………………………………….……………………..2.9 连接器……………………………………………………….……………………..……………………2.10卡座……………………………………………………….………………………………………………2.11灯(LED)…………………………………………………………………….……………………………2.12转轴…………………………………………………………………….…………………………………2.13滑轨…………………………………………………………………….…………………………………前沿随着公司的不断发展,设计队伍的不断壮大,新机型越来越多,为了避免以往错误的再次发生,提高前端设计统一性、高效性,总结了以后设计经验,模具生产制造,生产线装配生产中案例经验,希望在大家设计时能给予参考.由于人员及接触面有限,难免有遗漏和不完善之处,希望大家能及时指出并反馈我归纳更新.相信在大家的共同努力下(HQ)的High Quality能更好的体现,推出更多的精品项目.1.1 镜片(lens):1).lens 是平板切割: A=B=0.07mm;2).lens 是注塑:A=B=0.1mm;3).壳料皮革漆:A=0.15mm;备注: lens与按键直接接触: B尺寸按照按键间隙设计.图1.1.1 图1.1.2图1.1.3 图1.1.4 备注:不建议图1.1.4设计,因为镜片高出壳体容易磨花.1.2 按键:1).主按键:A).按键四周与壳间隙0.15mm;B).键帽之间间隙0.15mm;C).导航键外框周圈间隙0.20mm;OK键周圈间隙0.15mm;D).键帽高出壳A=0.3~0.4mm;导航键高出功能键键帽B=0.5mm.图1.2.1 图1.2.22).侧按键:A).侧按键与壳周圈间隙0.12mm.B).侧按键高出壳料A=0.4~0.5mm; PowerKey时,A=0mm.图1.2.3 图1.2.41.3 电池盖:1).电池盖与壳间隙:A=B=0.05mm;2).电池盖表面与壳表面间隙:C=0mm.若电池盖为金属时,C=-0.05mm.即金属电池盖比壳小0.05mm.图1.3.11.4外观面接插件(USB.I/O等):1). 一般客户USB和耳机口与壳间隙A=B=0.2mm; 品牌客户耳机口与壳间隙 A=0.15mm.图1.4.11.5螺丝塞(Screw_cover):1).螺丝塞为Rubber时,与壳间隙0.0mm.图1.5.12). 螺丝塞为P+R时: A=0.05mm.1.6.1翻盖BC壳间隙:A=0.3~0.4mm.图1.6.11.6.2翻盖转轴轴肩配合间隙:图1.6.2-1图1.6.2-2 局部放大1.7.1滑盖BC壳间隙: A=0.3mm.2.1听筒(receiver)检查列表:1. 检查spec ,确认3D 是否与spec 一致;2. receiver 前音腔必须密封;3. receiver 出音面积需≧3.0mm2;跑道型出音孔宽≧W0.6mm;圆形出音孔≧∮1.0mm;4. receiver 需设计拆卸槽,建议宽度W1.5mm 以上,并设计到底部;5.receiver 间隙配合:四周间隙单边0.1mm,工作高度0配;6. 若receiver 装配在金属壳内,则弹片根部必须做避让,防止短路;7. 引线式receiver 需注意理线空间;2.1.1前音腔必须密封:2.1.2 出音孔设计: 出音面积需≧3.0mm22.1.3拆卸槽设计:2.1.4间隙配合设计:2.1.5装配金属壳时,弹片避让 : 2.1.6 (预留)2.2喇叭(speaker)检查列表:1. 检查spec ,确认3D是否与spec一致;2. spk前音腔必须密封;3. spk前音腔高度≧0.3mm;超大喇叭前音腔1.0mm(具体参照spec);4. spk出音孔面积需比spk发声面积≧15%,音乐手机需≧18%;5.spk间隙配合:四周间隙单边0.1mm,工作高度0配;6. 引线式spk 需注意理线空间;2.2.1前音腔必须密封,前音腔高度0.3mm(超大喇叭H1.0mm):2.2.2 Spk配合间隙:2.2.3出音孔面积:2.3马达(motor)检查列表:1. 检查spec ,确认3D 是否与spec 一致;2. spk 前音腔必须密封;3. spk 前音腔高度≧0.3mm;超大喇叭前音腔1.0mm(具体参照spec);4. spk 出音孔面积需比spk 发声面积≧15%,音乐手机需≧18%;5.spk 间隙配合:四周间隙单边0.1mm,工作高度0配;6. 引线式spk 需注意理线空间;2.3.1装配方向: 双面胶粘贴支架上,泡棉朝上2.3.2 配合间隙: 1).扁平型:2).半圆柱型(包括焊线/弹片式):备注: 选用半圆柱型,避免使用全圆柱型.3).SMT 型:2.3.3 (预留)半圆型2.4显示屏(LCM):检查列表:1.检查spec ,确认3D是否与spec一致;2. LCM配合间隙设计;3.壳料开口设计和LENS丝印设计;2.4.1 LCM配合间隙设计:LCM的4边(塑胶或金属屏蔽框)与定位槽间隙0.1mm;LCM定位槽4个角落设计避让槽:L 2.0*W0.2mm4个角落避让槽设计避让槽设计0.5mm2)Z 方向:2.4.2壳料开口设计和LENS 丝印设计:2.4.3 (预留)2.5摄像头(Camera):检查列表:1.检查spec ,确认3D 是否与spec 一致;2.摄像头配合间隙设计;3.壳料开口设计和LENS 丝印设计; 2.5.1配合间隙设计:定位原则: 必须使用摄像头底部基座定位,不可以用头部圆形花瓣定位(不同供应商头部花瓣尺寸会略有差异). 1).定位尺寸:2)定位筋骨形式:2.5.2 壳料开口及lens丝印设计:2.6送话器(Mic):检查列表:1.检查spec ,确认3D 是否与spec 一致;2.MIC 配合间隙设计;2.6.1 MIC 选型:1).目前整机都建议选择半包或全包式MIC; 2).目前半包式MIC 尺寸如下图:2.6.2 MIC 配合间隙设计: 径向间隙0.05mm;厚度方向与壳体0配合;1). MIC 竖放:建议做成如下形式: 壳体上对应MIC 本体焊盘做避让单边0.3mm 以上.2).MIC 横放:2.6.3 MIC备注:注意开孔位置:避免开在单个键帽内部.2.6.4 结构部分MIC 常见问题: 1).MIC 回声;A. 如果是主叫有回音的话,可以调节音频参数中的STMR 可以改善如果是被叫有回音的话,可能是你的结构做的不合理,像MIC 和REC 在同一平面形成了回声腔体或者是REC 和MIC 中的一个不密闭,在手机内部形成了回声的腔体;产生通话回音的原理是在直板手机中,受话器和麦克风都在一个机壳里面,而且是连通的。
一 首先给各位讲一下手机的结构和组成部份: 1、评估ID 图,确认其可行性,根据工艺、结构可行性提出修改意见;图,确认其可行性,根据工艺、结构可行性提出修改意见;2、建模前根据PCBA 、ID 工艺估算基本尺寸;工艺估算基本尺寸;3、根据ID 提供的线框构建线面。
所构线面需有良好的可修改性,以便后面的修改。
线面光顺、曲面质量好,注意拔模分析;光顺、曲面质量好,注意拔模分析;4、分件时要注意各零件要避免出现锐角,以免倒圆角后出现大的缝隙。
各零件之间根据需要预留适当的间隙;要预留适当的间隙;5、采用TOP-DOWN 设计思想建立骨架文件,各零件间尽量避免出现相互参考的情况;设计思想建立骨架文件,各零件间尽量避免出现相互参考的情况;6、翻盖机的主要问题。
要注意预压角的方向,以及打开和运转过程中FLIP 和HOUSING 之间的干涉。
如果转轴处外观为弧形,需注意分件后FLIP 转轴处过渡自然,以免与HOUSING 上盖干涉;上盖干涉;7、如有手写笔,则建模前需讨论其固定方式以预留其空间。
一般笔粗3~4mm ,少数有到5mm 的;的;8、IO 口不宜太深,否则数据线插入时,端口会与机壳干涉;口不宜太深,否则数据线插入时,端口会与机壳干涉;9、预留螺丝孔空间(ID 设计FLIP 时应充分考虑螺丝孔位,设计美观的螺丝孔堵头)时应充分考虑螺丝孔位,设计美观的螺丝孔堵头) 10、按键设计时需注意预留行程空间,让开螺丝孔位;、按键设计时需注意预留行程空间,让开螺丝孔位; 11、饰片不可压住螺丝孔,给以后的拆装带来不便(ID 设计时注意避免)设计时注意避免) 12、滑盖机要根据滑轨的位置定上下滑盖的分割面;、滑盖机要根据滑轨的位置定上下滑盖的分割面;13、设计滑盖机的数字键时需注意上滑盖滑开后不可遮挡数字键,不可做突出状的防盲点,以免阻碍滑动;以免阻碍滑动;14、滑盖机的电池分割要注意尽量将螺丝孔放在电池里面,避免放在外观面上。
结构部标准设计说明——(LENS)1.概述本文件描述了结构部员工在设计中需要大家遵守的规X。
2.目的设计产品时有相应的依据,保证项目开发设计过程中数据的统一性,互换性,高效性。
提高工作效率。
3.具体内容3.1、LENS功能描述Lens作为手机的一个非常重要的部件,承载非常重要的任务:保护LCD ,透光良好,外观装饰作用等。
3.2. LENS 设计要点、装配关系和定位安装方式3.2.1装配关系与基本设计要点3.2.1.1 LCD LENS装配关系与尺寸设计要点A:LCD A.Aθ:人眼看LCD的视角B=T*tgθ,通常用经验值:B=0.5mm.C:Lens 可视区, C=A+2BD:LENS 与外壳X。
Y方向间隙, D=0.1mm.E:双面胶厚度, E=0.15mm.F:双面胶与外壳外圈间隙 F=0.2mm.G:双面胶宽度,因为模切要求H\U+22651.3,特殊情况可做到\U+22651.0mm.H:双面胶与外壳内圈间隙。
F=0.4mm.理论上要求当生产线贴偏间隙跑单边时,另一边不会有胶超出外壳内况,导致粘灰。
实际上,现在手机空间很紧,一般做到0.3,特殊情况,双面胶宽度不够时可以做到0.2,要求装配单位做夹具贴双面胶。
I:LENS 厚度,切割为0.8或1.0mm ,注塑为1.0mm ,厚度根据不同工艺有不同要求,详见J: 外壳开孔区域与LENS 可视区域间距。
J>K *tgβ,通常用经验值J=0.5mm.K:LENS 可视区与外壳支撑台价的之间的高度。
β:人眼看LCD的视角。
T:LENS 表面到LCD 表面的距离。
3.2.1.2 Camera lens 装配关系与尺寸设计要点A:Camera Lens 可视区域\U+222E径,A>2T/(tgθ/2)θ:Camera 视角(一般在60°到70°)β:Camera Lens 全COVER的角度,要求β>θB:LENS 与外壳X。
Y方向间隙, B=0.1mm.C:LENS 厚度,切割为0.8或1.0mm ,注塑为≥1.0mm ,厚度根据不同工艺有不同要求,详见D:双面胶厚度, D=0.15mm.E:双面胶与外壳外圈间隙 E=0.2mm.F:双面胶宽度,因为模切要求F≥1.3,特殊情况可做到F\U+22651.0mm.G:双面胶与外壳内圈间隙: G=0.4mm.理论上要求当生产线贴偏间隙跑单边时,另一边不会有胶超出外壳内框,导致粘灰。
实际上,现在手机空间很紧,一般做到0.3,特殊情况,双面胶宽度不够时可以做到0.2.H: Camera 上gasket 厚度,H≥0.2即可。
只是为了防止灰尘,一般用超软泡棉.I:LENS表面与外壳表面的高度差,I约0.2mm 左右,防止刮伤镜面,导致拍照不清晰。
3.2.2 LENS的定位安装方式1)粘贴式直接粘贴在外壳上,通常为了防尘需要,背胶背在壳体上。
2)层压式将LENS 压在两个件之间此种安装方式,LENS须在外壳模具厂组装好在运到EMS厂,因运输生产过程中产生的不良高,且有些时候连外壳也要报废,另外LESN和外壳一般都是两个供应商,不良责任难以区分,不利处理。
因此建议不要轻易使用此种安装方式。
3)热烫只有FLASH LED LENS 会考虑采用此种安装方式。
LCD LENS/CAMERA LENS用此种弊端同上,不建议使用。
LNES 因为其特殊性:1)容易划伤,2)必须防尘,一般要求在1000级以上防尘车间进行装配,最低也要有防尘工位,一般放到最后一道工序来组装,设计时要充分考虑到这点。
通常优先采用粘贴方式。
3.3、LESN通用材料:1) PMMA 目前手机上的LENS都是用PMMA材料(透光性好≥91%,表面硬度高,通过表面硬化处理(hard coating)后可达到3H 以上●注塑用的主要有:IH830(LG),VRL-40(三菱),MI-7(法国A TO)其中透光率IH830(93%)=MI-7(93%)>VRL-40(92%)表面硬度三种基本差不多。
抗冲击性能:VRL-40=MI-7>IH830价格:MI-7>VRL-40>IH830综合考虑:通常采用较多的是VRL-40。
●板材有:NR200(三菱)2)PC 因其表面硬度不能达到要求,且透光性差于PMMA 在手机上很少被采用。
3.4、LENS分类:(按加工工艺)LENS 按工艺分可分为:板材CNC 切割/普通注塑/IMD/IMLIMD●IMD是模内热转印。
●IMD工艺流程概要:印刷Film----将事先印刷完成的film通过专用机器放入模具内----射出成型(通过树脂充填时的高温,将film上的油墨转印到树脂表面)。
和IML不同的是,film的基材是没有留在产品表面的,产品表面能有较高的硬度。
●推荐材料:IH830(LG),VRL-40(三菱),MI-7(法国A TO)●可以做到的效果:弧面效果,金属质感如电镀效果,复杂图案,●优点:1/ 产因为FILM 制作,在颜色和亮度一致性好2/产品可以做到很丰富的表面效果3/ 产品生产时不良低(没有后续印刷和表面处理的不良)●缺点:1/模具成本高,周期长。
(lead time:45天)2/FILM 最低起订量大:10万PCS 起订。
3.4.2 IML● IML工艺流程概要film的加工(包括印刷、热成型、cutting等)---将film手工放入模具型腔内----射出成型。
●推荐材料:IH830(LG),VRL-40(三菱),MI-7(法国A TO)●可以做到的效果:弧面效果,表面●优点:1/ 产因为FILM 制作,在颜色和亮度一致性好2/产品可以做到很丰富的表面效果3/ 产品生产时不良低(没有后续印刷和表面处理的不良)●缺点:1/模具成本高,周期长(lead time:45天)2/用此类工艺制作的产品,film是留在产品表面的。
由于film的基材和树脂材料的收缩率有所差别,可能会产生较大的变形。
产品表面硬度较低。
3.4.3 普通注塑工艺流程概要●普通注塑工艺流程概要注塑模射出成型----印刷----烘烤------烫金(贴镭射纸)----hard coating---检验----覆膜---最终检验----包装---出货检验---出货。
●推荐材料:IH830(LG),VRL-40(三菱),MI-7(法国A TO)●可以做到的效果:弧面效果,金属质感如电镀效果,复杂图案,●优点:1/ 产因为FILM 制作,在颜色和亮度一致性好2/产品可以做到很丰富的表面效果3/ 产品生产时不良低(不良约20%)●缺点:1/模具成本高,周期长.(lead time:35天)2/用此类工艺制作的产品,film是留在产品表面的。
由于film的基材和树脂材料的收缩率有所差别,可能会产生较大的变形。
产品表面硬度较低。
CNC切割●CNC工艺流程概要大面积板材裁切----去毛边----清洗----印刷----烘烤----蒸镀----印刷----退镀----印刷----烫金(logo 等)贴镭射纸---覆膜---钻定位孔----cnc cutting---最终检验----包装---出货检验---出货。
●推荐材料:NR200(0.8,1.0,1.2mm 系列)●可以做到的效果:平面效果,蒸度,镀彩膜效果等●优点:1/ 不需要模具2/产品成本低●3/周期短(lead time: 5天)●缺点:1/不能做到曲面效果。
3.5.设计注意的问题3.4.1 lens需要做以下测试1)表面硬度:3H以上2)耐磨3)小屏镜片须做钢球冲击实验:4)透光率要求≥93%。
另有几项与贴LENS的双面胶相关的测试:1)、高温高湿:是否会有LENS 浮贴现象,是否有水气进入2)、尘物实验:是否有灰尘进入LCD表面。
(要求LENS的双面胶必须一圈密封。
3.4.2设计注意的问题1)Lens受造型所限,仅可用于平面或单曲面的造型,其中以平面的印刷考量为佳;2)Lens材质应选用: Arcylic 压克力;综合考虑透光率,表面硬度,耐磨与抗冲击性能。
3)Lens厚度:0.8mm,1.0mm,1.2mm,1.5mm,2.0mm;4)Lens凸起外型,应加斜角或圆角,以避免药水残留。
5)Lens外缘拔模斜度最小30,分模面(Parting Line)置于印刷面底部;6)Lens应避免设计Φ0.7以下的贯穿孔,最好Φ1.0以上,以免Hard Coating后会造成药水残留。
7)Lens与下盖贴和面预留背胶厚度:≥0.15mm;要有足够的黏度,防止高温高湿lens 开胶。
8)注塑lens 注意浇口位置尽量藏于内部,一定外漏,要求浇口残余控制在0.05mm以内。
9)Camera Lens 注意安装方式,防止让camera sensor 受到挤压,导致焦距变化,图象变模糊。
10)Camera Lens安装注意防磨。
11)Camera Lens 多为原形,有字体印刷时注意设计防转结构。
12)要做蒸度效果LENS 时注意问题:A、背面尽量平面,因为蒸度是背面整体蒸度,后续需要印刷保留蒸度效去,退镀可视区域与其他印刷区域。
如果是弧面或阶梯面会导致后无法印刷。
B、蒸度效果容易导致静电不过,因为蒸度为导电金属。
解决此问题的方法:LENS 内圈加一圈黑色。
防止静电导入。
见下图所示:13)注塑LENS 为了控制表面间隙的,避免壳体与LENS 拔模方向相反造成缝隙过大,分模方式参看下图。
LESN 的拔模角2°特殊情况下可作到1.5°.3.4.3 IMD LENS 设计注意的问题3.6、LENS 用双面胶3.5.1双面胶材料:用于粘贴LENS的双面胶主要有两家3M 和Tesa的,也有其他公司像Sony:1)\TESA主要牌号有:tesa4967, tesa49652)\3M主要牌号:9495MP, 9495LE, 9690.由于3M是美国公司,所以摩托罗拉选用较多;Tesa是欧洲公司,所以诺基亚选用较多。
3M胶带的价格普遍比Tesa贵,3M 9495LE比Tesa 4965贵一倍多。
粘性最好的是Tesa 4965,3M 9495LE。
其余的差不多目前我司用的最多的是TESA 4967。
3.5.2 双面胶尺寸考虑到防尘的需要,双面胶一定要整圈密封,最窄宽度在1.0mm以上。
3.5.2双面胶的粘贴考虑到防尘需要,背胶背在壳体上为佳。
3.7LENS静电保护膜与其设计为了确保运输过程中LENS不被划伤,现在设计一般都是双面的静电保护膜。
A、保护膜厚度0.15mmB、保护膜设计注意要有便于撕除的把手,两面的把手注意错开,以免两片静电保护膜粘在一起,不好撕开。
C、保护膜比LENS大1.0mm.左右。
D、不要使用带胶的保护膜。