xiang-laser钻孔培训教材
- 格式:ppt
- 大小:2.13 MB
- 文档页数:39
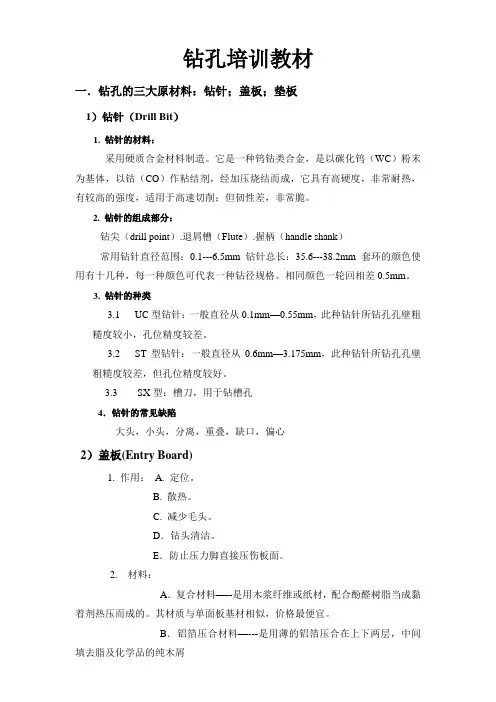
钻孔培训教材一.钻孔的三大原材料:钻针;盖板;垫板1)钻针(Drill Bit)1. 钻针的材料:采用硬质合金材料制造。
它是一种钨钴类合金,是以碳化钨(WC)粉末为基体,以钴(CO)作粘结剂,经加压烧结而成,它具有高硬度,非常耐热,有较高的强度,适用于高速切削;但韧性差,非常脆。
2. 钻针的组成部分:钻尖(drill point).退屑槽(Flute).握柄(handle shank)常用钻针直径范围:0.1---6.5mm钻针总长:35.6---38.2mm套环的颜色使用有十几种,每一种颜色可代表一种钻径规格。
相同颜色一轮回相差0.5mm。
3. 钻针的种类3.1 UC型钻针:一般直径从0.1mm—0.55mm,此种钻针所钻孔孔壁粗糙度较小,孔位精度较差。
3.2 ST型钻针:一般直径从0.6mm—3.175mm,此种钻针所钻孔孔壁粗糙度较差,但孔位精度较好。
3.3 SX型:槽刀,用于钻槽孔4.钻针的常见缺陷大头,小头,分离,重叠,缺口,偏心2)盖板(Entry Board)1. 作用:A. 定位。
B. 散热。
C. 减少毛头。
D.钻头清洁。
E.防止压力脚直接压伤板面。
2. 材料:A.复合材料—--是用木浆纤维或纸材,配合酚醛树脂当成黏着剂热压而成的。
其材质与单面板基材相似,价格最便宜。
B.铝箔压合材料—---是用薄的铝箔压合在上下两层,中间填去脂及化学品的纯木屑C.铝合金板—--5-30MIL,各种不同合金组成,价格最贵3)垫板(Back-up Board)1.作用:A.保护钻机台面B.防止出口性毛头(Exit burr)C. 降低钻针温度,减少钻头扭断D.清洁钻针沟槽中的胶渣E.充分贯穿印制板2.材料A、酚醛树脂板----俗称电木板,以比较软质的酚醛树脂板较理想,使用太厂硬的垫板,易导致钻针刃部断裂、缺口、产生锯齿状、异常磨耗等问题。
B、纸质压合板-----因太软、平整度不够,易生毛刺、排屑不良、小孔径易塞孔等问题。


钻孔培训教材一.钻孔的三大原材料:钻针;盖板;垫板1)钻针(Drill Bit )1 .钻针的材料:采用硬质合金材料制造.它是一种鸨钻类合金,是以碳化鸨( WC)粉末为基体,以钻(CO)作粘结剂,经加压烧结而成,它具有高硬度,非常耐热, 有较高的强度,适用于高速切削;但韧性差,非常脆.2 .钻针的组成局部:钻尖(drill point).退屑才® ( Flute).握柄(handle shank常用钻针直径范围:0.1---6.5mm钻针总长:35.6---38.2mm套环的颜色使用有十几种,每一种颜色可代表一种钻径规格.相同颜色一轮回相差0.5mm.3 .钻针的种类3.1 UC型钻针:一般直径从0.1mm—0.55mm,此种钻针所钻孔孔壁粗糙度较小,孔位精度较差.3.2 ST型钻针:一般直径从0.6mm— 3.175mm,此种钻针所钻孔孔壁粗糙度较差,但孔位精度较好.3.3 SX型:槽刀,用于钻槽孔4 .钻针的常见缺陷大头,小头,别离,重叠,缺口,偏心2)盖板(Entry Board)1 .作用:A.定位.B.散热.C.减少毛头.D.钻头清洁.E.预防压力脚直接压伤板面.2 .材料:A.复合材料一--是用木浆纤维或纸材,配合酚醛树脂当成黏着剂热压而成的.其材质与单面板基材相似,价格最廉价.B.铝箔压合材料一---是用薄的铝箔压合在上下两层,中间填去脂及化学品的纯木屑C.铝合金板一--5-30MIL ,各种不同合金组成,价格最贵3〕垫板〔Back-up Board〕1.作用:A .保护钻机台面B.预防出口性毛头〔Exit burr〕C.降低钻针温度,减少钻头扭断D.清洁钻针沟槽中的胶渣E.充分贯穿印制板2.材料A、酚醛树脂板----俗称电木板,以比拟软质的酚醛树脂板较理想, 使用太厂硬的垫板,易导致钻针刃部断裂、缺口、产生锯齿状、异常磨耗等问题.B、纸质压合板-----因太软、平整度不够,易生毛刺、排屑不良、小孔径易塞孔等问题.C、铝合金板-----平整度好,且不伤钻针,但价格贵.二.加工条件的设定1 .切削速度:每分钟切削距离.公式:切削速度=主轴转速〔rpm〕 *3.14*钻针直径〔mm〕 /1000切削速度的最大值是由钻针材质来决定的,切削速度是否恰当,可从钻针的磨损情况来判断.如果横刃磨损太快,说明切削速度太慢,假设主切削刃靠近外径处磨损太快,表示切削速度太快.理想的切削速度是钻针横刃与主绿削刃磨损相同速度.2 .进刀速度:每分钟主轴下降距离.公式:进刀速度〔m/min尸主轴转速〔rpm〕 *进刀量〔um/rev〕 /1000钻针直径变化的时候,进刀速度也跟着改变.直径小的钻针,进刀速度就必须小一点.3 .主轴转速:主轴每分钟旋转多少圈公式:转速〔rpm〕=[切肖।J速度〔m/min〕*1000 ] / [钻针直径〔mm〕 *3.14]4 .进刀量:主轴每旋转一圈所钻入距离.公式:进刀量〔um/rev〕=进刀速度〔m/min〕/主轴转速〔rpm〕三.钻孔分类1、一步钻加工即每一个孔穴一次钻孔加工完成,不管是双层或多层板,为最常用的一般钻孔加工方式,其操作比拟简单,钻孔速度较快.2、分步钻孔加工即每一个小孔,用屡次钻孔来穿透.3、预定钻孔加工要更换钻针加工,先用小的钻针钻一次,再用大的钻针在小的根底上钻一次.4、盲孔加工即未透孔,孔未贯穿基板上,或下或两面边.四、钻孔品质检查工程及对后制程的影响孔大孔小:影响插件及成品孔径,后制程定位以及断路孔多孔少:影响插件,后制程定位以及断路/短路孔偏移位:会使线路短路或断路,造成电测open/short孔未穿:影响孔径,插件和导通孔壁粗糙:影响电镀孔铜的附着力刮伤:使线路短路,不导通,造成电测OPEN现象氧化:影响镀铜时面铜与底铜的结合力爆孔:使镀铜时孔铜与面铜断开孔塞批锋:污染镀铜槽液,影响孔径和插件及成品外观问题残胶:会使电镀时内层铜与孔铜断开,发生电测OPEN的现象五、钻孔常见缺陷及成因分析:A.孔偏原因:• 钻针摇摆晃动〔主轴精度〕•加工参数不佳,•铝片有折痕或异物•销钉松脱•靶孔不正•程式使用错误•集尘不良•钻针不良B.孔径错误原因•钻针使用错误・原资料错误•钻针研磨次数过多造成退屑槽长度不够C,毛头或孔塞原因♦钻针有缺口•板材之间有异物•加工参数不佳•集尘不良•贴胶不牢,铝片未紧贴板材•垫板重复使用•叠板数过高D.孔未穿原因• 断针・下限设置错误・垫板不平整六:孔的分类1. PTH:镀通孔---孔壁镀覆金属而用来连接内层或外层的导电图形的孔.2. NPTH:非镀通孔----用于pcb板不同层中导电图形之间电气连接〔如埋孔,盲孔〕但不能插装组件引腿或其他增强材料的镀通孔.3.盲孔:仅延伸到PCB板的一个外表的导通孔,不贯穿板材.4.埋孔:未延伸到PCB板外表的导通孔,埋于板材内.5.定位孔:用于钻孔,线路曝光,防焊印刷,成型等制程的定位.6.量针孔:用于检验所钻孔直径是否正确.7.切片孔:切片位置,用于检查钻孔孔壁粗糙度.PCB制程简介一. PCB应用简介PCB英文(Printed Circuit Board)印刷电路板的简称.PCB几乎我们能见到的电子设备都离不开它,小到电子手表、计算器、通用电脑,大到计算机、通迅电子设备、军用武器系统,只要有集成电路等电子元器件,它们之间电气互连都要用到PCBo它提供集成电路等各种电子元器件固定装配的机械支撑、实现集成电路等各种电子元器件之间的布线和电气连接或电绝缘、提供所要求的电气特性,如特性阻抗等.二. PCB简单流程双面板:发料——薄铜(Sue© 钻孔(Drill) 镀铜(Cu plating) 线路(D/F)——防焊(S/M)——加工(Ni/Au)(硬金,软金,化金)——成型(Rout), 冲型(Punch)-----电测(ET)——成品检验(FQC)——包装(Packing)——出货多层板:发料-----内层线路-----压合-----薄铜------钻孔------镀铜——外层线路------防焊------加工(硬金,软金,化金) ——成型,冲型-----电测------ 成品检验——包装——出货三. 板材在各制程中的形态发料前——Sheet,发料后至成型前——Panel,成型后至出货——Strip或Set或Unit, 客户插件使用------- Piece四. 各制程简单流程及要点(双面板)1 .发料1) .定义:cut lamination根据客户需求裁板,尽量有效的使用大基板.2) .基板材料:铜箔,PP (玻璃纤维glass fiber和环氧树脂oxide resin)常用基板的材质是FR4和BT.玻璃纤维的特性:1.高强度2.抗热与火3.抗化性4.防潮5.热性质良好6.电性好3) . TG:玻璃态转化温度,高TG温度是>170C,高TG的特性:1.抗湿性2. 抗化性3.抗溶剂性4.抗热性5.尺寸安定性4) .铜箔厚度:1OZ=36um , 1/2OZ , 1/3OZ2 .薄铜1).定义:SUEP 〔surface uniform etching process 外表均匀蚀刻制程.利用硫酸对铜面的咬蚀功能,通过限制药水的浓度,温度和线速,来到达我们所需要的铜厚.2).流程:上板----蚀薄铜----下板-----烘烤3).三大要素:浓度,温度,速度4).使用药水:硫酸,双氧水,安定剂,纯水3 .钻孑L 〔同上〕4 .镀铜1).目的:Cu plating,通过镀铜制程,使所钻之孔壁及外表覆上一层铜,到达上下导通的目的.2).流程:去毛头〔通过磨刷轮对板面磨刷,去除钻孔留下的批峰,毛刺,以到达板面平整的效果〕----除胶渣〔去除钻孔过程中因高温而熔于孔壁上的残胶〕――PTH〔镀通孔,以化学的方式,在孔壁和外表镀上一层薄铜作为电镀的基地〕—电镀3).使用药水:膨松剂,中和剂,氧化剂,高锐酸盐,硫酸铜,硫酸,双氧水, 纯水4).除胶渣的四种方法:1.浓硫酸法,2.重铭酸法,3.电浆法,4.碱性高钮酸盐法〔常用〕5).限制要点:浓度,温度,速度,,电流密度〔ASF:在电极上每单位面积所通过的电流〕6).电镀的方式:湿式水平电镀〔产量增加及空间的节省,减少药水的带出, 有较佳的外表均匀性,但设备本钱较高〕,湿式垂直电镀7).电镀均厚水平:throwing powerHL铜厚度/电镀面铜厚度8).纵横比二原板厚/电镀后孔径五.线路1).目的:Dry film ,通过药水蚀刻,于板面上形成线路连接各导通孔,以到达所需的电气性质.2) .流程:前处理〔去除基板外表异物及油脂,并于铜面形成足够之粗糙度,以增加干膜与铜面的结合力〕----压膜〔利用热及压力将干膜紧密贴覆于铜面上〕----曝光〔通过UV光照射,于干膜上形成线路图形,透明的局部为需要保存下来的铜面,黑色局部为需要去除的铜面〕-----显影〔通过碱性显影液,将曝光后黑色局部的干膜去除) ——蚀刻(通过酸性蚀刻液,将显影出来的铜面蚀刻掉——剥膜(通过高浓度的碱性溶液,将铜面上因被曝光而保存的干膜去除掉)——烘烤------AOI3).前处理种类:1.刷磨法:本钱低,制程简单,但薄板不易刷,容易产生刷痕基板涨缩不易限制.2 .喷砂法:pumice,外表粗糙均匀程度比刷磨法好,尺寸安定性好,薄板与细线均可,但pumice容易残留板面,机器不易维护.3 .化学法:硫酸,双氧水,常用前处理方式,本钱较高.4) . AOI : automated optics ispection自动光学检测.通过CCD镜头,将板面摄像,然后与电脑内的原始资料比对,可检测出线路是否有短路,断路,以及孔位是否正确.5) .使用药水:显影液(碳酸钠),氨水,,硫酸,双氧水,纯水6) .蚀刻因子:etch factor,蚀刻不尽(under etch),过度蚀刻(over etch),水池效应:新鲜药液被积水阻挠,无法有效的和铜面反响,称之为pudding水池效应.7) .CCD: charge coupled device感光元件,可用来当摄像机,依种类不同,可分为平面式,线性,彩色,灰阶,高画素(pixel)8) . AOI缺点判断方法, C形态比对1 .标准母板比拟法匚特征比对2 .设计规那么检查9) .解析度:dpi (dots per inchi)每一pixel所代表的尺寸.假设CCD的画素为1280*1026,在1026方向拍到的范围为7.2mm,那么解析度=7200um/1026pixel=7um/pixel=25.4/0.007dpi=3629dpi,由止匕可见,同大小的CCD, 拍照范围越大越粗糙六.防焊(绿漆)1).目的:S/M (Solder Mask) 1.防焊:留出板上待焊通孔及Pad,将所有线路及铜面都覆盖住,预防波焊时造成的短路,并节省焊锡的用量2 .护板:预防湿气及各种电解质的侵害使线路氧化而危害电气性质,并预防外来的机械伤害以维持板面良好的绝缘.3 .绝缘:由于板子越来越薄,现宽距越来越细, 故导体间的绝缘问题日渐突出.2) .流程:CZ前处理(pre-treatment去除外表油脂及异物,并粗化铜面,以促进绿漆与铜面的结合力) ---------------------- 印刷(printing网版印刷) ---------- 前烘烤(semi-curing 赶走油墨内的溶剂,使油墨局部硬化,不致在曝光时粘底片) ------- 曝光(exposuring将需要显影位置,用底片挡点设计遮住,进行uv光照射) -------------- 显影(developing) -------- 后烘烤(post-curing使油墨完全硬化) ---------- 后uv光(post-uv) 3) .网版水平:一般水准线宽可达7-8mil,间距可达10-15mil.网版印刷的注意要点:油墨黏度,网版目数,对位精度,刮刀硬度,速度,下压量4) .烤箱种类:「箱形烤箱Rack 式j隧道式烤箱侧夹(产能及品质较佳)L夹式-上火5) .油墨分类:用途分类:r抗蚀刻油墨映像形成法分类「网版印刷法防焊油墨y<文字油墨、影像显影法I其它绝缘材料硬化法分类:r热硬化型UV硬化型热压制型I其它6).油墨组成:环氧树脂,填充剂,色料,补助剂7).防焊方式:浸涂型(Dip coating)滚涂型(Roller coating) 帘涂型(Curtain coating) 静电喷涂型(Electrostatic spraying)电着型(Electro deposition)ER刷型(Screen printincj)。